9вариант. Контрольная работа по дисциплине Гидротермическая обработка и консервирование древесины Тема Вариант 9 Специальность 35. 02. 03 Технология деревообработки студент группы тд2120сз
 Скачать 0.65 Mb. Скачать 0.65 Mb.
|

|
Пропитка многоцикличными способами. Увеличить глубину пропитки труднопропитываемой древесины можно не только с помощью накалывания, но и путем двух-трехкратного повторения циклов ВДВ, ДДВ или ДВ. Такая пропитка с последовательным чередованием нескольких единичных циклов называется многоцикличной. Технологических вариантов многоцикличной пропитки может быть очень много. Хороший результат показал разработанный проф. А. И. Расевым вариант, основанный на применении «мокрого» вакуума, т. е. вакуума, создаваемого в автоклаве, заполненном пропитывающей жидкостью. При пропитке водорастворимыми препаратами рекомендуются следующие параметры: глубина «мокрого» вакуума 0,09 МПа; «сухого» вакуума 0,08 МПа; продолжительность выдержки в вакууме 45 мин (три раза по 15 мин); величина избыточного жидкостного давления 1,1 МПа; продолжительность первой выдержки под давлением 60 мин, второй — 30 мин. Температура раствора (около 40 °C) поддерживается на уровне точки его кипения в вакууме. При этом глубина пропитки (в ядровой зоне сортимента) увеличивается: по сравнению с другими многоцикличными способами в 1,5 раза, а со способом ВДВ — в два раза. Пропитка способом ВАДВ. Этот способ, называемый иногда просто вакуумным, предусматривает использование автоклавов или герметичных резервуаров упрощенных конструкций, не рассчитанных на высокое давление. Последовательность пропитки этим способом (рис. 16.3, г) такова: вначале древесину, загруженную в автоклав, выдерживают 15...20 мин под вакуумом глубиной 0,08...0,09 МПа, затем автоклав заполняют пропиточной жидкостью и вакуум сбрасывают. Собственно пропитка происходит в течение 30...60 мин под действием атмосферного давления, избыточного по отношению к давлению в древесине. После этого автоклав освобождают от жидкости и вновь создают в нем кратковременный вакуум для подсушки поверхности сортиментов. Способ ВАДВ применяют в тех случаях, когда в древесину требуется ввести ограниченное количество пропитывающей жидкости на небольшую глубину (по заболони 5... 10 мм, по ядру 1...2 мм). Автоклавно-диффузионная пропитка. Все автоклавные способы, рассмотренные выше, обеспечивают удовлетворительную пропитку лишь подсушенной древесины влажностью не выше предела насыщения клеточных стенок. Автоклавно-диффузионный способ — один из способов пропитки сырой древесины с целью ее консервирования. Сущность его состоит в следующем. Сырую древесину загружают в автоклав, нагревают в среде насыщенного водяного пара, а затем подвергают выдержке в вакууме. В результате такой обработки влажность поверхностных зон древесных сортиментов понижается на 20...30 % (при влажности древесины менее 70...80 % пропаривание можно не производить). Затем в подсушенную зону под избыточным давлением вводят концентрированный водный раствор антисептика на глубину 5... 10 мм. Наиболее целесообразно применять невымываемые препараты (ХМ-11, ХМФ и др.), которые легко диффундируют в древесину. После пропитки древесину выгружают из автоклава и выдерживают на складе в течение 2...4 недель. В это время за счет диффузии происходит пропитка внутренних слоев материала. Можно, кроме того, после введения в древесину антисептика делать ее поверхностную пропитку гидроизоляционным составом. Древесина в этом случае отправляется потребителю без выдержки. Автоклавно-диффузионным способом пропитывают в основном круглые лесоматериалы (столбы), идущие на изготовление опор линий электропередачи и связи. Институтом «Энергожи-линдустрпроект» (Волгоград) и Московским лесотехническим институтом (МЛТИ) была разработана новая технология их автоклавно-диффузионной пропитки, предусматривающая замену пропаривания древесины ее сушкой в нагретом насыщенном растворе бишофита. Совмещенная сушка-пропитка. Этот способ применяют при консервировании древесины маслами или растворами антисептиков в органических растворителях, которые являются гидрофобными жидкостями и способны выполнять функции сушильных агентов. Совмещенная сушка-пропитка включает два процесса, последовательно протекающих в одном автоклаве: сушку древесины в жидкости и ее последующую пропитку той же жидкостью. Сушку в автоклаве можно производить при атмосферном давлении или под вакуумом. В первом случае температура жидкости должна быть выше 100 °C, а во втором может быть и ниже 100 °C, но выше точки кипения воды при поддерживаемом пониженном давлении. Более прост и экономичен вариант сушки при атмосферном давлении. Оптимальная температура жидкости здесь 120... 130 °C. Недостаток этого варианта — снижение эксплуатационной прочности древесины под воздействием такой температуры. При сушке в вакууме глубиной 0,07—0,085 МПа (чему соответствует точка кипения воды 65—50 °C) указанный недостаток устраняется, так как температура жидкости может быть снижена до 80...95 °C. Вакуумная сушка требует более сложного оборудования. Она, однако, вполне оправданна, если по условиям эксплуатации древесины не допускается снижение ее прочности (например, для шпал и переводных брусьев). Технология вакуумного варианта совмещенной сушки-пропитки разработана Всероссийским научно-исследовательским институтом железнодорожного транспорта (ВНИИЖТ) и МЛТИ для внедрения на шпалопропиточных заводах. Продолжительность сушки в пропитывающей жидкости зависит от формы и размеров обрабатываемых сортиментов, породы древесины, ее начальной и конечной влажности, а также от мощности теплового оборудования пропиточных установок. Она колеблется от 6 до 20 ч. По окончании сушки в автоклаве производят собственно пропитку. При этом в зависимости от требуемого поглощения применяют один из ранее рассмотренных классических способов (ДДВ, ДВ или ВДВ). Оборудование автоклавных пропиточных установок Автоклавные пропиточные установки представляют собой сравнительно сложные устройства, состоящие из ряда агрегатов и узлов. Их обычно проектируют для того или иного конкретного способа пропитки и определенного вида пропитывающих жидкостей (масел, водных растворов и др.); они могут быть стационарными или передвижными. Оборудование автоклавных установок может быть подразделено на резервуарное, пневмогидравлическое, тепловое, контрольно-регулирующее и вспомогательное. Резервуарное оборудование. К основному оборудованию этой группы относятся пропиточные автоклавы, маневровые автоклавы, мерники, баки-смесители, резервуары для хранения жидкостей. Пропиточный автоклав изготавливают в виде стального цилиндрического резервуара, рассчитанного на рабочее давление до 1,2 МПа. Он имеет два полусферических днища, одно из которых глухое, а другое представляет собой съемную крышку. Крышки автоклавов современных конструкций снабжены герметичными клиновыми запорными устройствами с гидравлическим или пневматическим приводом. Автоклавы устанавливают горизонтально или с небольшим уклоном в сторону сливного трубопровода. Размеры их зависят от заданной производительности установки и размеров пропитываемых материалов. На наших шпало- и мачтопропиточных заводах чаще всего используют автоклавы диаметром 2 м и длиной 24...27 м, которая приблизительно кратна длине шпал (2,75 м) и столбов (8... 12 м). Новые установки большой производительности оборудуют автоклавами диаметром 2,6 м и длиной до 29 м. Установки для пропитки мелких сортиментов (например, строительных деталей) имеют автоклавы диаметром 1...1,5 м, длиной 6...12 м. Автоклавы оборудуют предохранительными клапанами и штуцерами для присоединения трубопроводов, а также датчиков уровня жидкости, температуры и давления. Снаружи их покрывают теплоизоляцией. В нижней их части прокладывают рельсовую колею для закатки вагонеток. Под рельсами и между ними монтируют гладкотрубные паровые калориферы, предназначенные для поддержания заданной температуры пропитывающей жидкости. Изготовление пропиточных автоклавов машиностроительные заводы осуществляют по индивидуальным заказам. В некоторых случаях для пропитки можно использовать автоклавы, выпускаемые серийно для других отраслей промышленности, например, для производства цемента. Маневровый автоклав предназначен для межоперационного хранения пропитывающей жидкости и ее предварительного нагрева до температуры, заданной режимом. Его обычно устанавливают над пропиточным автоклавом и оборудуют гладкотрубными паровыми калориферами повышенной мощности, люками для осмотра и чистки, штуцерами для присоединения трубопроводов и датчиков. Маневровые автоклавы могут работать при повышенном давлении (пропитка маслами по технологическим схемам ДДВ и ДВ) или только при атмосферном давлении (пропитка водными растворами по схемам ВДВ, ДВ и ВАДВ). В первом случае их делают конструктивно аналогичными пропиточным автоклавам (но без съемных крышек). Во втором случае для их изготовления можно использовать цилиндрические резервуары, серийно выпускаемые заводами химического машиностроения и рассчитанные на давление до 0,17 МПа. Иногда вместо маневровых автоклавов применяют открытые баки, устанавливаемые под пропиточными автоклавами. Вместимость маневрового автоклава или бака должна быть достаточной для заполнения жидкостью загруженного пропиточного автоклава, включая жидкость, поглощаемую древесиной при пропитке. Мерник служит для контроля поглощения древесиной жидкости в процессе пропитки. Он представляет собой герметичный цилиндрический стальной резервуар, установленный, как правило, вертикально и снабженный устройством для дистанционного измерения уровня жидкости. Мерники вместимостью 10, 16 и 25 м3 для крупных пропиточных установок изготовляют заводы нефтяного машиностроения по отраслевым нормалям на рабочее давление 0,6; 0,8; 1,6 МПа. Бак-смеситель предназначен для подготовки пропитывающих растворов. Смесители, имеющие обычно цилиндрическую форму, рассчитывают на рабочее давление не более 0,1 МПа. Их оборудуют паровыми гладкотрубными калориферами и воздушными или механическими мешалками. Резервуары-хранилища предназначены для хранения запасов пропитывающих масел. Число и вместимость хранилищ зависит от производительности пропиточной установки. Их оборудуют устройствами для нагрева и учета расхода жидкостей. Пневмогидравлическое оборудование. Основные агрегаты этого оборудования — вакуум-насосы, жидкостные насосы, воздушные компрессоры и аккумуляторы. К оборудованию этой группы можно отнести также системы трубопроводов с монтажной и запорной арматурой. Вакуум-насос создает пониженное давление (вакуум), которое необходимо: в пропиточном автоклаве в начале и конце процесса пропитки; в маневровом автоклаве и других резервуарах для засасывания в них жидкостей; в пропиточном и маневровом автоклавах для удаления паров воды из древесины при сушке в пропиточной жидкости. В пропиточных установках большой производительности используют преимущественно ротационные водокольцевые вакуум-насосы РМК-3, РМК-4 и улучшенной конструкции ВВН-12. Глубина вакуума, создаваемого этими насосами, — до 0,09 МПа. На установках малой производительности устанавливают вакуум-насосы ВВН-1,5; ВВН-3; ВВН-6 (цифра, стоящая за буквами ВВН, характеризует производительность насоса, м3/мин). Жидкостный насос предназначен для перекачки пропитывающих жидкостей из одного резервуара в другой, а иногда, кроме того, для создания жидкостного давления. Наиболее употребительны центробежные насосы типа X, обеспечивающие производительность 1,5...600 м3/ч и давление 0,12—1,5 МПа (напор —12—150 м вод. столба). Марку насоса выбирают в зависимости от требуемой производительности и напора, а параметры выбранного насоса устанавливают по его индивидуальной характеристике. В качестве примера на рис. приведена характеристика насоса 8Х-12-1.  Компрессор обеспечивает получение сжатого воздуха, используемого: для создания в пропиточном и маневровом автоклавах воздушного давления при пропитке способом ДДВ, для перемещения жидкости из пропиточного автоклава в маневровый после выдержки древесины под избыточным жидкостным давлением, для достижения и поддержания жидкостного давления в пропиточном автоклаве и мернике, для перемешивания жидкости в процессах приготовления растворов и их нагревания. На крупных пропиточных заводах используют компрессоры ВК-200, ВВК-240, 2Р-10/20. Рабочее давление их 0,8...1,2 МПа, а производительность 5...20 м3/мин. На установках небольшой производственной мощности применяют компрессоры ВК-25-3, ВУ-3/8, ВУ-6/8 производительностью 2,5... 1,35 м3/мин. Аккумуляторы — цилиндрические вертикальные резервуары, содержащие запас сжатого воздуха давлением 1,2—1,6 МПа. Использование аккумуляторов позволяет сократить сроки создания воздушного давления в пропиточных автоклавах, надежнее поддерживать заданное давление и обеспечивать равномерную работу компрессора. Компрессор может работать на питание аккумулятора независимо от автоклава, поэтому его мощность снижается, а коэффициент полезного использования повышается. Аккумуляторы и компрессоры обычно монтируют в отдельном помещении — компрессорной. Вместимость аккумуляторов 10...25 м3 для крупных и 2...6 м3 для небольших пропиточных установок. Тепловое оборудование. К тепловому оборудованию пропиточных установок относятся теплообменные аппараты (конденсаторы, калориферы и др.), конденсатоотводчики, парораспределительные системы. Конденсатор — теплообменный аппарат, служащий для конденсации отсасываемых из автоклава паров воды или пропитывающей жидкости. Его устанавливают на трубопроводной линии между автоклавом и вакуум-насосом. В пропиточных установках применяют поверхностные конденсаторы, в которых охлаждение и конденсация паров происходят внутри металлических трубок, охлаждаемых с поверхности водой. Конденсатор имеет патрубки для ввода свежей охлаждающей воды, ввода паров и вывода конденсата, стекающего затем в специальный сборник. Другие детали теплового оборудования по устройству и принципам работы аналогичны деталям сушильных установок и были рассмотрены ранее (гл. 6). Контрольно-регулирующее и вспомогательное оборудование. В пропиточных установках используют приборы и устройства для измерения давления, глубины вакуума, температуры, уровня жидкости в резервуарах. Параметры режима пропитки регулируют посредством вентилей и задвижек на трубопроводах. Современные пропиточные установки снабжены автоматическими регуляторами температуры и давления. Принципы их контроля и автоматического регулирования, практически одинаковые для всех процессов гидротермической обработки древесины, будут рассмотрены в следующей главе. К вспомогательному оборудованию пропиточных установок относятся транспортные механизмы (близкие по конструктивному оформлению к транспортным механизмам сушилок), весы, дозаторы, дробилки для измельчения твердых пропитывающих веществ, отстойники или сепараторы для очистки жидкостей и некоторые другие устройства. Схемы монтажа пропиточных установок. Монтаж оборудования пропиточной установки должен обеспечивать возможность проведения в автоклаве технологических операций в соответствии с принятым способом пропитки. Имеется много схем монтажа. В качестве примера рассмотрим схемы установок, предназначенных для пропитки древесины способами ВДВ, ДДВ и ВАДВ. Принципиальная схема установки для пропитки способом ВДВ приведена на рис.1.  Установка работает следующим образом. В автоклаве, загруженном древесиной, создают вакуум. Для этого включают вакуум-насос при открытых вентилях 2, 6 и 7 (остальные вентили закрыты). После выдержки древесины в вакууме, не сбрасывая его, заполняют автоклав жидкостью, для чего открывают вентили 11, 2, 3 и 5, а остальные закрывают. Жидкость при этом нагнетается из маневрового резервуара в автоклав под действием атмосферного давления. Затем, включая жидкостный насос, создают и поддерживают в автоклаве избыточное давление жидкости при открытых вентилях 4, 9 и 10. Жидкость, расходуемая на пропитку, поступает при этом в автоклав из мерника, что позволяет контролировать ее поглощение древесиной. После окончания выдержки под давлением жидкость самотеком сливается из автоклава в маневровый резервуар, для чего открывают вентили 1 и 11. Повторный (конечный) вакуум создают так же, как и первый (начальный). Мерник заполняют жидкостью во время загрузки автоклава древесиной при включенном вакуум-насосе и открытых вентилях 8, 5 и 7. Автоклавная установка для пропитки способом ДДВ, схема которой приведена на рис. 2, состоит из рабочего (пропиточного) автоклава 7, над которым расположен маневровый автоклав 8, рассчитанный на работу под избыточным давлением, жидкостного насоса 5, служащего для создания избыточного давления в рабочем автоклаве, мерника 6, компрессора 3 и вакуумной линии, включающей в себя вакуум-насос 7, ресивер 2 и конденсатор 4.  Автоклав загружают древесиной и создают в нем избыточное воздушное давление с помощью компрессора. После выдержки под воздушным давлением пропитывающую жидкость из маневрового автоклава нагнетают сжатым воздухом в рабочий автоклав и мерник; затем, после их заполнения, включают насос 5 и создают в автоклаве требуемое избыточное давление. Поскольку жидкость, идущая на пропитку, поступает из мерника, по изменению в нем уровня жидкости судят о величине поглощения. После выдержки под жидкостным давлением жидкость перекачивают обратно в маневровый автоклав, а в рабочем автоклаве создают вакуум. По окончании процесса пропитки древесину выгружают из автоклава, а пропитывающую жидкость, вытесненную из древесины при выдержке в вакууме, подают на сепарацию и очистку. Следует отметить, что рассматриваемая установка может быть также использована для пропитки способами ДВ и ВДВ. На рис. 3 приведена схема передвижной установки для пропитки древесины способом ВАДВ. 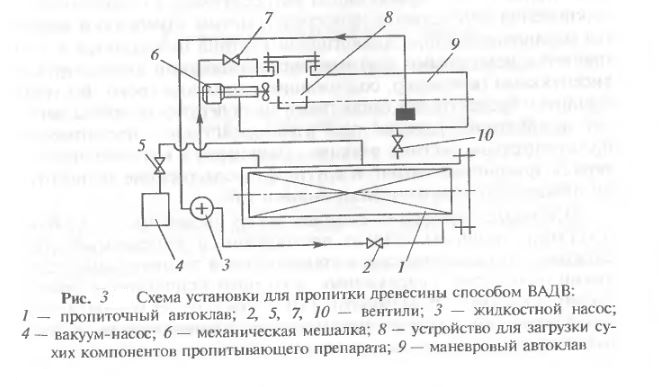 Установка разработана МЛТИ и трестом «Союзантисептик». Ее пропиточный автоклав 1 облегченного типа рассчитан на работу только под вакуумом. Маневровый автоклав 9, работающий при атмосферном давлении, установлен на одном уровне с пропиточным автоклавом. Он служит как для межоперационного хранения и нагревания, так и для приготовления пропитывающего раствора. В нем имеется устройство 8 для загрузки сухих компонентов и механическая мешалка 6. Заполнение пропиточного автоклава жидкостью и ее слив осуществляют реверсивным центробежным насосом 3. Для создания разрежения предусмотрен вакуум-насос 4, который включают после загрузки автоклава древесиной при открытом вентиле 5. По окончании выдержки в вакууме открывают вентиль 2, включают насос 3 и, не снижая глубины вакуума, заполняют пропиточный автоклав жидкостью; затем отключают вакуум-насос, закрывают вентиль 5 и открывают вентиль 7. При этом в автоклаве устанавливается атмосферное давление и начинается пропитка, в процессе которой насос обеспечивает непрерывную циркуляцию жидкости между маневровым и пропиточным автоклавами. Тем же насосом (при его реверсировании) осуществляется освобождение пропиточного автоклава от жидкости после окончания пропитки. Для слива пропитывающей жидкости из маневрового автоклава предусмотрен патрубок с вентилем 10. |