Технология ТО и текущего ремонта газораспределительного механизма двигателя Д-240.. ГРМ 240. Контрольная работа по теме Технология то и текущего ремонта газораспределительного механизма двигателя д240. 2015 Введение
 Скачать 287.05 Kb. Скачать 287.05 Kb.
|

|
Министерство образования и науки Пермского края Бардымский филиал государственного автономного профессионального образовательного учреждения «КРАЕВОЙ политехнический колледж» Контрольная работа по теме: Технология ТО и текущего ремонта газораспределительного механизма двигателя Д-240. 2015 Введение Газораспределительный механизм (ГРМ) — механизм своевременного распределения впуска горючей смеси и выпуска отработавших газов в цилиндрах двигателя внутреннего сгорания. Осуществляется путём перекрытия и открытия поршнями продувочных окон цилиндров в двухтактных двигателях, либо открытия и закрытия впускных и выпускных клапанов (в четырехтактных двигателях), имеющих привод от распределительного вала (распредвала) и кулачкового механизма. Распредвал имеет жёсткую синхронизацию вращения с коленвалом, реализованную с помощью шестерёнчатой, зубчаторемённой или цепной передачи. Как правило, на высокофорсированных двигателях обрыв или проскальзывание ремня или цепи ГРМ приводит к выходу двигателя из строя по причине удара поршней о не вовремя закрытые клапана. Таким образом, исправность ГРМ влияет на весь процесс работы двигателя. Актуальность темы – исправность ГРМ влияет на весь процесс работы двигателя. Своевременно проведенное техническое обслуживание ГРМ трактора значительно повышает его ресурс. Тема работы: Диагностика, ТО и ремонт газораспределительного механизма двигателя Д-240 Цель работы: анализ газораспределительного механизма двигателя Д-240. Задачи: Изучить назначение и устройство газораспределительного механизма двигателя Д-240; Изучить техническое обслуживание ГРМ двигателя Д-240; Изучить ремонт ГРМ двигателя Д-240; Изучить охрану труда и технику безопасности. 1. Теоретическая часть 1.1 Назначение и устройство газораспределительного механизма Д-240 Головка цилиндров Д-240 представляет собой чугунную обработанную отливку. Сбоку к головке прикреплены впускной и выпускной коллекторы. Между головкой Д-240 и коллектором установлены прокладки из асбостального полотна. Сверху в головке цилиндров Д-240 запрессованы восемь направляющих втулок, в которые вставлены впускные и выпускные клапаны. Снизу в головке Д-240 имеются гнезда под тарелки клапанов. Для улучшения охлаждения форсунок они размещаются в латунных стаканах. Снизу под донышки стаканов установлены уплотнительные шайбы. Стаканы поджаты к шайбам гайками, ввернутыми в головку. Шатуны Д-240 стальные, штампованные. В верхнюю головку запрессована биметаллическая втулка (стальная со слоем бронзы). Для смазки поршневого пальца в верхней головке шатуна Д-240 и втулки есть отверстие. По внутреннему диаметру втулки сортируются на две размерные группы: с большим диаметром маркируются черной краской, с меньшими - желтой. Нижняя головка шатуна Д-240 разъемная. Разъем выполнен косым для обеспечения прохода нижней части через гильзу при монтаже. Крышка прикреплена к шатуну двумя болтами из высококачественной стали, застопоренными контровочной пластиной. К основным дефектам головки цилиндров относятся: коробление плоскости разъема, износ внутренних поверхностей направляющих втулок, рабочих фасок клапанов и клапанных гнезд; наличие трещин в их перемычках; прогар посадочных мест под уплотнения форсунок или ее стакана. При проведении технической экспертизы головки цилиндров пользуются таблицей. Утопание клапанов в гнездах головки без снятия ее с блока цилиндров можно определить по выступанию стержней всасывающих клапанов относительно поверхности головки блока цилиндров. Для этого поочередно устанавливают поршни в в. м. т. на такте сжатия и измеряют расстояние от торца стержня клапана до головки блока. Одновременно можно определить степень износа кулачков распределительного вала. Для этого прокручивают коленчатый вал дизеля до полного открытия клапана (при установленном для холодного дизеля тепловом зазоре) и проводят замер расстояния от стержня до головки блока цилиндров. По разнице расстояний, измеренных при закрытых и полностью открытых клапанах, определяют величину перемещения каждого клапана. Если величина перемещения клапана превышает допустимые значения, распределительный вал дизеля заменяют. После этих замеров головку блока цилиндров снимают с дизеля и подвергают дальнейшей экспертизе. Замеряют коробление плоскости разъема головки цилиндров щупом и поверочной линейкой. При утопании тарелок клапанов более допустимых размеров, приведенных в таблице 4, головку заменяют. Если эти размеры не превышают допустимых, то разбирают головку цилиндров и ремонтируют. Для впуска воздуха и выпуска продуктов сгорания необходимо при определенном угле поворота коленчатого вала соединять цилиндры двигателя Д-240 с впускными и выпускными коллекторами. Это обеспечивается верхнеклапанным механизмом газораспределения (ГРМ). Во время работы двигателя Д-240 коленчатый вал через шестерни 1, 2 и 14, в соответствии с рисунком 1, вращает распределительный вал, имеющий кулачки 13. В нужный момент кулачок подходит к толкателю 12, поднимает его, штангу 11 и короткое плечо коромысла 7. При этом коромысло поворачивается вокруг оси 8 и длинным плечом нажимает на стержень клапана 3, дополнительно сжимая, пружину 5 и открывает клапан. Закрывается клапан под действием этой же пружины. Каждый цилиндр имеет два клапана – впускной и выпускной. Плавный подъем и опускание клапана, и длительность его открытия обеспечивается определенным профилем кулачка. 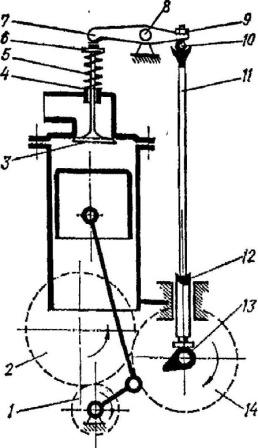 Рисунок 1 – Схема клапанного механизма газораспределения Д-240: 1 - шестерня коленчатого вала; 2- промежуточная шестерня; 3 - клапан; 4 - направляющая втулка; 5 -пружина: 6 - упорная тарелка; 7 коромысло; 8 - ось коромысла; 9 -контргайка; 10- регулировочный винт; 11 штанга-; 12 - гол ка гель: 13 - кулачок распределительного вала; 14 -шестерня распределительного вала Необходимая последовательность открывания клапана достигается соответствующим размещение кулачков на валу. Так как рабочий цикл четырехтактного двигателя происходит за два оборота коленчатого вала, а впускной и выпускной клапаны за это время должны открываться только по одному разу, распределительный вал вращается вдвое медленнее коленчатого. Достигается это установкой на распределительном валу приводной шестерни 14, имеющей вдвое больше зубьев, чем шестерня коленчатого вала. Клапан должен открываться при определенном положении поршня в цилиндре. Согласованность действия газораспределительного и кривошипно-шатунного механизмов Д-240 обеспечивается соединением распределительных шестерен по специально нанесенным меткам. Во время работы двигателя Д-240 детали механизма нагреваются и расширяются. Чтобы при этом не нарушалась плотная посадка клапана в седле, между клапаном и бойком коромысла регулировочным винтом 10 устанавливают тепловой зазор (для разных двигателей он находится в пределах от 0,3 до 0,5 мм). Малый зазор, а, следовательно, и неплотная посадка клапана в седле, приводит к прорыву горячих газов через щели и перегреву клапана (возможно коробление тарелки клапана и обгорание ее фаски). В случае увеличения зазора возникают звонкие стуки, которые хорошо прослушиваются при работающем двигателе. Кроме того, сокращается время и уменьшается величина открытия клапанов, вследствие чего ухудшается очистка цилиндров от продуктов сгорания и уменьшается наполнение их свежим зарядом. Чтобы продлить время открытия клапанов и улучшить наполнение, очистку цилиндра, клапаны открываются с некоторым опережением (до того, как поршень придет н.м.т.), а закрывается с запаздыванием (после того, как поршень пройдет м.т,), то есть продолжительность открытия клапана составляет более 180 градусов поворота коленчатого вала. 2. Практическая часть 2.1 Возможные неисправности газораспределительного механизма Основными неисправностями газораспределительного механизма (ГРМ) являются: нарушение тепловых зазоров клапанов (на двигателях с регулируемым зазором); износ подшипников, кулачков распределительного вала; неисправности гидрокомпенсаторов (на двигателях с автоматической регулировкой зазоров); снижение упругости и поломка пружин клапанов; зависание клапанов; износ и удлинение цепи (ремня) привода распределительного вала; износ зубчатого шкива привода распределительного вала; износ маслоотражающих колпачков, стержней клапанов, направляющих втулок; нагар на клапанах. Можно выделить следующие причины неисправностей ГРМ: выработка установленного ресурса двигателя и, как следствие, высокий износ конструктивных элементов; нарушение правил эксплуатации двигателя, в том числе использование некачественного (жидкого), загрязненного масла, применение бензина с высоким содержанием смол, длительная работа двигателя на предельных оборотах. [20] Отдельно необходимо сказать о неисправностях гидрокомпенсаторов. При использовании жидкого или сильно загрязненного масла гидрокомпенсатор перестает выполнять свою основную функцию, а именно автоматически компенсировать зазоры в ГРМ. Дальнейшая эксплуатация двигателя может привести к заклиниванию гидрокомпенсаторов. Нарушение теплового зазора на двигателях с регулируемым зазором может произойти по причине износа подшипников и кулачков распределительного вала, износа зубчатого шкива привода распределительного вала, а также вследствие неправильной регулировки. Неисправности ГРМ достаточно сложно диагностировать, т.к. сходные внешние признаки могут соответствовать нескольким неисправностям. Большинство неисправностей газораспределительного механизма приводит к нарушениям фаз газораспределения, при которых двигатель начинает работать нестабильно и не развивает номинальной мощности. газораспределительный механизм диагностика ремонт Таблица 1 – Внешние признаки и соответствующие им неисправности ГРМ
2.2 Технология технического обслуживания газораспределительного механизма Д-240 Техническое обслуживание ГРМ заключается в периодическом осмотре наружных деталей, проверке и установке требуемых тепловых зазоров между бойками коромысел и стержнями клапанов, регулировке декомпрессионного механизма (Д-65Н, Д-65М). Механизм декомпрессии регулируют одновременно с регулировкой тепловых зазоров. Зазоры между стержнями клапанов и бойками коромысел проверяют (и регулируют) через 500 ч работы дизеля, а также после снятия головки цилиндров и при появлении стука клапанов. Последовательность необходимых действий следующая: снять крышку головки блока цилиндров; проверить затяжку гаек крепления стоек оси коромысел, при необходимости подтянуть; включить декомпрессионный механизм (при наличии); проворачивать коленчатый вал двигателя до тех пор, пока оба клапана первого цилиндра закроются; вывернуть из картера маховика установочную шпильку и вставить ее в то же отверстие ненарезанной частью до упора в маховик; нажимая на установочную шпильку, медленно продолжать проворачивание коленчатого вала до тех пор, пока шпилька войдет в лунку на маховике. В таком положении маховика поршень первого цилиндра находится в ВМТ при такте сжатия; выключить декомпрессионный механизм; измерить щупом зазоры между стержнями впускного и выпускного клапана и бойками коромысел первого цилиндра. При необходимости изменения зазора следует отпустить контргайку регулировочного винта и, завинчивая или отвинчивая его, установить нужный зазор. После затяжки контргайки необходимо проконтролировать щупом величину зазора, проворачивая штангу толкателя вокруг своей оси (чтобы убедиться в отсутствии его изгибов); проверить величину зазора в декомпрессионном механизме первого цилиндра, при необходимости отрегулировать. Следует при этом иметь в виду, что при чрезмерном зазоре в декомпрессионном механизме цилиндр не будет полностью декомпрессироваться, а при недостаточном - возможны удары клапанов о поршни вследствие малого расстояния между ними при сближении; после того как тепловые зазоры в клапанах и декомпрессионном механизме первого цилиндра будут отрегулированы, нужно вынуть установочную шпильку из картера маховика и завернуть ее туда резьбовой частью; повернуть коленчатый вал дизеля на пол-оборота, что в соответствии с порядком работы цилиндров обеспечит положение поршня третьего цилиндра в ВМТ при такте сжатия, и отрегулировать зазоры в клапанном и декомпрессионном механизмах этого цилиндра в изложенное выше последовательности. Переход к остальным цилиндрам в соответствии с порядком работы производится после очередного проворачивания коленчатого вала на пол-оборота (1800); запустить двигатель и прослушать работу. При появлении стуков остановить и снова проверить зазоры; при нормальной работе двигатель заглушить и установить крышку головки блока цилиндров. Другой способ: проворачивается коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра открывается, выпускной - закрывается) и регулируется зазор в четвертом, шестом, седьмом и восьмом клапанах (отсчет клапанов от вентилятора); проворачивается коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и регулируется зазор в первом, втором, третьем и пятом клапанах. 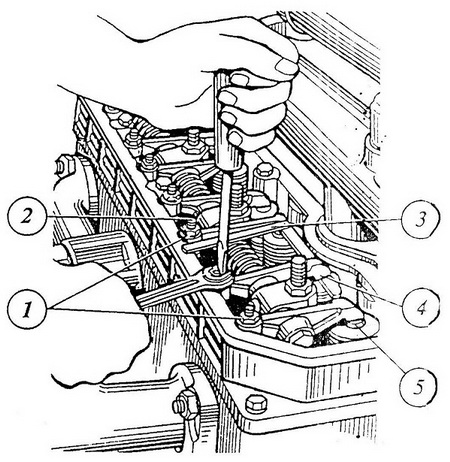 Рисунок 2 – Проверка и регулировка зазоров: 1-контргайка, 2-регулировочный винт, 3-щуп, 4- боек коромысла, 5- стержень клапанов Регулировку нужно проводить согласно основным показателям и регулировочных данных деталей головки цилиндров Д-240 и газораспределительного механизма: выступание стержня клапана, (нормальное / допустимое): 56,0/57,2 мм; перемещение клапана, (нормальное / допустимое): 10,2/9,0 мм; коробление плоскости разъема головки цилиндров, 0,15 мм; утопание тарелки клапана, (нормальное / допустимое): 0.4/0.7 мм; допустимый внутренний диаметр втулки клапана, 11;10 мм; допустимое сжатие наружных клапанных пружин до рабочей высоты, 148 Н; рабочая высота пружины, 54,0 мм; сжатие внутренних клапанных пружин до рабочей высоты, 74 Н; рабочая высота, 48,5 мм; допустимый диаметр стержня клапана, 10,85 мм; внутренний диаметр втулки коромысел, в пределах от 19,02 до 19,05 мм; диаметр оси коромысел, в пределах от 18,98 до 19,00 мм. 2.3 Текущий ремонт газораспределительного механизма Д-240 Сухари клапанов и клапанные пружины снимают приспособлением ОР-9913 ГОСНИТИ. Если седло клапана имеет трещины, то головку сдают в ремонт. Снятые клапаны маркируют, а затем замеряют диаметр стержня и проверяют биение фаски и изгиб стержня. Биение фаски клапана и изгиб стержня относительно оси клапана не должны превышать 0,03 мм. При наличии следов прогаров, раковин на фасках клапанов рабочую поверхность фаски тарелки обрабатывают на специальных шлифовальных станках Р-108 или ОР-6686. Рабочую фаску впускного клапана дизелей Д-240 шлифуют под углом 45 градусов. После выведения следов износа ширина цилиндрической части тарелки клапанов должна быть не менее 0,5 мм. Направляющая втулка клапана дизеля Д-240 заменяется при износе внутреннего отверстия под стержень клапана или ослаблении посадки в головке цилиндров. При ослаблении посадки втулки в головке Д-240 из запасных частей подбирают втулку с наибольшим отклонением по наружному диаметру, смазывают ее эпоксидным клеем без наполнителя и запрессовывают в головку. После установки направляющих втулок обрабатывают клапанное гнездо планетарно-шлифовальным приспособлением ОПР-1334А. При рисках, раковинах и следах прожогов на рабочей фаске, клапанного гнезда первоначально шлифуют фаску до выведения следов износа и замеряют степень утопания клапанов по новому клапану. Если оно находится в пределах допустимого, то продолжают обрабатывать клапанное гнездо. Нижнюю (наружную) кромку рабочей фаски клапанного гнезда в головке цилиндров Д-240 обрабатывают шлифовальным кругом с углом конуса 150 градусов, а верхнюю (внутреннюю) кромку — 60 градусов. Ширина рабочей фаски гнезда для впускных клапанов должна быть в пределах от 2,0 до 2,5 мм и для выпускных — от 1,5 до 2,0 мм. После обработки тарелки клапана и его гнезда их взаимно притирают. Если отремонтированы все клапаны и их гнезда, то притирают на станке ОПР-1841А ГОСНИТИ. При ремонте одного-двух клапанов их притирают пневматическим приспособлением 2213, используя пасту из смеси микропорошка М20 с индустриальным или моторным маслом. Во время притирки, при вращении клапана, его периодически приподнимают. Время от времени проверяют состояние притирающихся фасок клапана и гнезда. Верхняя кромка матовой полоски рабочей фаски должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана. Если матовая полоска окажется значительно ниже или выше пояска, то гнездо клапана снова обрабатывают шлифовальными кругами с углом конуса 60 или 150 градусов и снова притирают клапан и гнездо. Перед сборкой клапанов проверяют упругость пружины клапана на приспособлении МИП-100. Если параметры выходят за допустимые пределы, то пружины заменяют. В некоторых случаях для компенсации длины и усилия сжатия пружины под них устанавливают специальные шайбы, толщину которых можно определить по формуле для впускного клапана А = В - 1,3 мм, для выпускного — А = В - 1,8 мм, где В — фактическая величина утопания клапана, замеренная после ремонта седла клапана. После сборки клапанов выступание сухарей над плоскостью тарелки пружины должно быть не более 0,5 мм, утопание — 1,3 мм. Для контроля герметичности клапанов Д-240 заполняют впускные и выпускные каналы головки цилиндров керосином. Он не должен просачиваться в течение 1,5 мин. Притирку необходимо выполнять в такой последовательности: снять головку цилиндров двигателя, очистить ее от масла и нагара. Чтобы при сборке клапаны обязательно установить на свои места, на их тарелки необходимо нанести метки; вынуть клапаны из головки цилиндров. Клапаны и их седла тщательно очистить от нагара, промыть в керосине и осмотреть. Если тарелки и стержни клапанов не покороблены и нет прогаров на фасках клапанов и седлах, восстановление герметичности может быть достигнуто притиркой. При наличии указанных дефектов клапаны подлежат замене новыми, а седла — шлифовке; очистить впускные и выпускные каналы; головки цилиндров и промыть дизельным топливом; нанести на фаску клапана тонкий слой пасты ГОИ или притирочной мази, смазать стержень дизельным маслом и клапан поставить на место; при помощи специального приспособления или ручной дрели с присоском повернуть клапан по часовой стрелке на 1/3 оборота, а затем в противоположном направлении на 1/4 оборота (слегка нажимая на тарелку клапана). Производить притирку круговыми движениями нельзя; периодически поднимая клапан и нанося па фаску новые порции пасты, притирку продолжать до тех пор, пока на фасках клапана и седла не появится сплошной матовый поясок шириной не менее 1,5 мм, в соответствии с рисунком 3; после окончания притирки клапаны и седла промыть в керосине и вытереть насухо. Клапаны с пружинами установить на свои места. 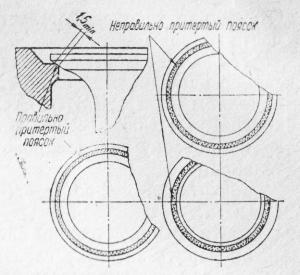 Рисунок 3 – Расположение рабочего пояска на притертом клапане 3. Охрана труда и техника безопасности Помещения для стоянки тракторов, зон обслуживания, мастерских и цехов должны содержаться в чистоте и хорошо вентилироваться. Трактор на стоянке и для ремонта необходимо устанавливать так, чтобы были свободные проходы и доступ ко всем агрегатам. Все проезды и проходы должны быть свободными, а движение тракторов на территории следует организовать по определённой схеме, исключающей встречное движение и возможность наезда на людей. Категорически запрещается вождение трактора лицами, не имеющими водительских прав. В отработавших газах двигателей содержится окись углерода (угарный газ). Поэтому движение трактора и работа двигателя в помещении гаража должны быть минимальными, так как отработавшие газы вредны для здоровья и могут при определённой концентрации вызвать отравление. При установке трактора на пост обслуживания или ремонта необходимо надёжно затормозить его ручным тормозом или подложить упоры под колёса. Обслуживать или ремонтировать с работающим двигателем не разрешается. Весьма опасна работа под трактором при вывешенных колёсах. Поэтому поднятую часть или сторону необходимо установить на специальные металлические подставки – козелки, не допуская подкладывания случайных предметов: кирпичей, досок, чурбанов, деталей трактора. Нельзя производить работы под трактором или если он поднят только домкратом. В случае необходимости, работая под трактором лёжа, следует пользоваться подкатными тележками с подголовниками. Транспортировка, снятых с трактора агрегатов, должна осуществляться на специальных тележках. При работе под трактором в смотровой яме, не имеющей освещения, можно пользоваться переносной лампой, подключаемой к сети с напряжением не более 12В. Монтажно-демонтажные работы следует выполнять только исправным инструментом определённого назначения. Гаечные ключи должны точно соответствовать размерам гаек и болтов и не иметь выработки зева и трещин. Во избежание несчастных случаев сдваивание гаечных ключей или применение рычага для удлинения плеча недопустимо. Тяжёлые работы по снятию и установке агрегатов следует выполнять с применением специальных подъёмных приспособлений, захватов и съёмников, обвязывание при этом агрегатов верёвкой не допускается. Для выполнения слесарных работ следует применять только исправные инструменты. Бойки молотков, кувалд и затылки зубил или крейцмейселей не должны иметь заусенцев и быть сборными. Длина зубила и крейцмейселя должна быть не менее 125 мм. При замеченных неисправностях производственного оборудования и инструмента, а также, если при прикосновении к машине, станку, агрегату ощущается действие электрического тока, либо имеет место сильный нагрев электропроводов, электродвигателей, электроаппаратуры, появление искрения или обрыв проводов и т.д., предупредить работающих об опасности, немедленно поставить в известность руководителя подразделения и принять меры по устранению аварийной ситуации. При обнаружении дыма и возникновении загорания, пожара немедленно объявить пожарную тревогу, принять меры к ликвидации пожара с помощью имеющихся первичных средств пожаротушения соответственно источнику пожара, поставить в известность руководителя работ. При необходимости организовать эвакуацию людей из опасной зоны. В условиях задымления и наличия огня в помещении передвигаться вдоль стен, согнувшись или ползком; для облегчения дыхания рот и нос прикрыть платком (тканью), смоченной водой; через пламя передвигаться, накрывшись с головой верхней одеждой или покрывалом, по возможности облиться водой, загоревшуюся одежду сорвать или погасить, а при охвате огнем большей части одежды плотно закатать работника в ткань (одеяло, кошму), но не накрывать с головой. При несчастных случаях с людьми оказать им доврачебную помощь, немедленно поставить в известность руководителя работ. Заключение В данной письменной экзаменационной работе проанализирована технология технического обслуживания и технология ремонта газораспределительного механизма двигателя Д-240. Изучено устройство ГРМ. А также были выявлены основные неисправности газораспределительного механизма и изучены методы их устранения. Также мы узнали, что: под фазами газораспределения понимают моменты начала открытия и конца закрытия клапанов, выраженные в градусах угла поворота коленчатого вала относительно мёртвых точек; впускные клапаны изготавливают из хромостойкой стали, выпускные клапаны или их головки – из жаростойкой стали, вставные сёдла клапанов, запрессованные в головку блока из жаростойкого чугуна; проверка и регулировка тепловых зазоров в приводе клапанов необходима для обеспечения эффективной работы и долговечности двигателя; при увеличенном тепловом зазоре появляется частый металлический стук клапанов, хорошо прослушиваемый при малой частоте вращения на холостом ходу; при малом зазоре или его отсутствии у выпускных клапанов появляются хлопки из глушителя, а у впускных из карбюратора. Список использованных источников 1. Авдонькин Ф.Н. Текущий ремонт автомобилей и тракторов: учеб. пособие /Ф.Н. Авдонькин. - М.: Транспорт, 2009.- 271с. 2. Артоболевский И.И. Введение в техническую диагностику машин /И.И.Артоболевский, Ю.И. Болицкий, М.Д.Генкин; под ред. М.Д. Генкина. - М.; Наука, 2009.-296 с. 3. Артоболевский И.И. Теория механизмов. - М: «НАУКА», 2010.- 776 с. 4. Биргер И.А. Техническая диагностика: учеб. пособие / И.А. Биргер. - М.; Машиностроение, 2010.-240 с. 5. Боднев А.Г. Устройство, эксплуатация и техническое обслуживание автомобилей и тракторов: / А.Г. Боднев, В.М. Дагович; под ред. А.Г. Боднева - М.: Транспорт, 2012.- 254с. 6. Болотин В.В. Прогнозирование ресурса машин и конструкций /В.В.Болотин. - М.; Наука, 2009. - 312 с. 7. Гуськов В.В. Трактор, теория /В.В.Гуськов - М.: Машиностроение, 2013. -320с. 8. Добрин В.И. Техника безопасности при эксплуатации транспортных средств /В.И. Добрин, - М.: Россельхозиздат, 2009. – 221 с., ил. 9. Иванов Б.С. Управление техническим обслуживанием машин /Б.С. Иванов, - М.; Машиностроение, 2012. – 157 с. 10. Калявин В.П., Мозгалевский А.В. Технические средства диагностирования/ В.П. Калявин, А.В. Мозгалевский под ред. В.П.Калявина, - Л.: Судостроение, 2012. – 208 с. 11. Кузнецов Е.С. Техническая эксплуатация автомобиля и трактора: / Е.С. Кузнецов, В.П. Воронов; под ред. Е.С.Кузнецова - М.: Транспорт, 2011.- 413с. 12. Приборы и оборудование для государственных инспекций по надзору за техническим состоянием самоходных машин и других видов техники в Российской Федерации. Каталог. – М.: ФГНУ «Росинформагротех» 2011. 13. Родичев В.А., Родичева Г.И. Тракторы и автомобили /В.А.Родичев, Г.И.Родичева под ред. М.Н. Ершовой, А.И. Зелепукина, - М.: Колос, 2011. – 336 с. 14. Савельев А.П. Диагностирование тракторов. - Саранск, 2012. – 218 с. 15. Газораспределительный механизм Д-240 [Электронный ресурс]. - Режим доступа: http://gidroruli.narod.ru/index/0-253– Загл. с экрана. 16. Техническое обслуживание и регулировки механизма газораспределения [Электронный ресурс]. - Режим доступа http://traktor8.ru/texnicheskoe-obsluzhivanie-i-regulirovki-mexanizma-gazoraspredeleniya/ – Загл. с экрана. |