курсовая. ЭНГС_лекции. Курс лекций Томск 2002 Эксплуатация нефтяных и газовых скважин введение общая характеристика нефтяной залежи
 Скачать 7.31 Mb. Скачать 7.31 Mb.
|

10.4. Оборудование штанговых насосных скважин10.4.1. Штанговые скважинные насосыНасосы разделяются на невставные или трубные и вставные. Основные особенности их состоят в следующем. Невставные насосы. Цилиндр спускается в скважину на насосных трубах без плунжера. Плунжер спускается отдельно на насосных штангах. Плунжер вводится в цилиндр вместе с подвешенным к плунжеру всасывающим клапаном. Чтобы плунжер 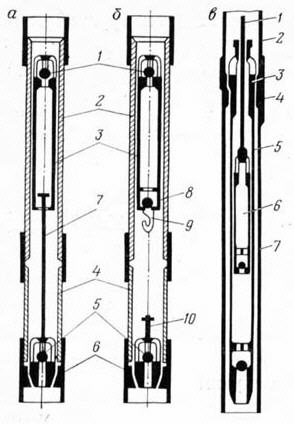 Рис. 10.2. Принципиальная схема скважинных штанговых насосов: а - невставной насос с штоком типа НГН-1; б - невставной насос с ловителем типа НГН-2; 1 - нагнетательные клапаны, 2 - цилиндры, 3 - плунжеры; 4 - патрубки-удлинители, 5 - всасывающие клапаны, 6 - седла конусов, 7 - захватный шток, 8 - второй нагнетательный клапан, 9 - ловитель, 10 - наконечник для захвата клапана; в - вставной насос типа НГВ-1: 1 - штанга, 2 - НКТ, 3 - посадочный конус, 4 - замковая опора, 5 - цилиндр, 6 - плунжер, 7 - направляющая трубка довести до цилиндра насоса без повреждений через трубы, последние должны иметь внутренний диаметр больше наружного диаметра плунжера (примерно на 6 мм). Для извлечения невставного насоса в случае замены или ремонта необходимо сначала извлечь штанги с висящим на их конце плунжером, а затем насосные трубы с висящим на их конце цилиндром насоса. Вставные насосы. Цилиндр в сборе с плунжером и клапанами спускается на штангах. В этом случае на конце насосных труб заранее устанавливается специальное посадочное устройство - замковая опора, на которой происходит посадка и уплотнение насоса. Для извлечения вставного насоса в случае ремонта достаточно извлечь только штанги, вместе с которыми извлекается весь насос. Поскольку при вставном насосе через трубы данного диаметра пропускается не только плунжер, но и цилиндр вместе с кожухом, то диаметр плунжера вставного насоса должен быть намного меньше диаметра трубного. Поэтому подача вставного насоса при трубах данного диаметра всегда меньше подачи невставного. Общая характеристика насосов. На рис. 10.2 показаны принципиальные схемы невставных (рис. 10.2, а, б) и вставного (рис. 10.2, в) насосов. Как видно из рисунка (см. рис. 10.2, а), в НГН-1 всасывающий клапан 5 держится в седле конуса 6 и соединен с плунжером 3 специальным штоком 7. Это позволяет при подъеме штанг, а следовательно, и плунжера сразу извлечь всасывающий клапан 5. Такая операция необходима не только для замены или ремонта клапана, но и для спуска жидкости из насосных труб перед их подъемом. Однако наличие длинного штока не позволяет установить в нижней части плунжера второй нагнетательный, клапан для уменьшения вредного пространства и повышения надежности работы насоса. Кроме того, наличие штока внутри плунжера ограничивает ход последнего, и в насосах этой конструкции он не превышает 1 м. В насосах НГН-2 (см. рис. 10.2, б) - два нагнетательных клапана. Это существенно уменьшает (на объем плунжера) объем вредного пространства и повышает коэффициент наполнения при откачке газированной жидкости. У этих насосов для посадки и извлечения всасывающего клапана 5 имеется специальный ловитель 9, которым захватывается шток 10. После спуска плунжера на штангах и посадки всасывающего клапана на конус поворотом штанг ловитель разъединяется от штока, и плунжер может производить возвратно-поступательное движение с любой допускаемой длиной цилиндра величиной хода. Перед подъемом насоса для его ремонта необходимо ловителем захватить шток конуса. Это осуществляется поворотом штанг по часовой стрелке при посаженном плунжере до отказа. Если операция ловли конуса неудачна, то насосные трубы приходится поднимать вместе с жидкостью, что сильно осложняет работу бригады текущего ремонта. Вставные насосы НГВ-1 имеют один или два клапана, размещенные в верхней и нижней части плунжера. Поскольку на штангах извлекается и опускается весь насос в сборе, то отпадает необходимость иметь ловитель или шток для подъема всасывающего клапана. Отечественные насосы имеют следующие номинальные диаметры цилиндров, мм: НГН-1 - 28; 32; 43; 55; 68; НГН-2 - 28; 32; 38; 43; 55; 68; 82; 93; НГВ-1 - 28; 32; 38; 43; 55; 68. Фактические диаметры могут отличаться от номинальных на 1 - 2 мм в большую сторону (для 93-мм насоса фактический диаметр может доходить до 96 мм). Это объясняется повторным использованием как плунжеров, так и цилиндров, а также и других деталей насосов после их реставрации на заводах или в мастерских. Цилиндры насосов. Цилиндры собираются из коротких (0,3 м) стальных или чугунных втулок, вставляемых на специальной оправке в кожух и сжатых с торцов муфтами кожуха. Число втулок в насосах НГН-1 - от 2 до 7, что обеспечивает ход плунжера до 0,9 м; в насосах НГН-2 - от 6 до 24 и в насосах НГВ-1 - от 9 до 27, что обеспечивает ход плунжера до 6 м. В некоторых случаях цилиндры короткоходовых насосов изготовляются из цельной стальной трубы с гладкообработанной внутренней поверхностью. Длинные цельные цилиндры изготовить технически трудно, так как при этом не удается выдержать необходимую точность. Конструктивно вставные насосы несколько сложнее невставных. Все насосы по зазору между плунжером и цилиндром делятся на три группы посадки: Группа посадки ......…….. 1 II III Зазор, мкм ........………… 20 - 70 70 - 120 120 - 170 Насосы III группы посадки, как правило, применяются для неглубоких скважин при откачке вязких нефтей и эмульсий и при больших отборах жидкости. Насосы II группы посадки применяются при средних глубинах и откачке масляной нефти. Насосы I группы применяют для глубоких скважин при откачке масляной нефти при полном отсутствии песка в откачиваемой жидкости. Плунжеры насосов. Плунжеры изготавливаются из стальных труб стандартной длины 1,2 м. Наружная поверхность - полированная хромированная. Плунжеры бывают гладкие (рис. 10.3, а), с кольцевыми канавками (рис. 10.3, б), с винтовой канавкой (рис. 10.3, в) и типа «пескобрей» (рис. 10.3, г). Кроме того, имеются плунжеры, армированные тремя или четырьмя резиновыми кольцами, которые применяются в насосах НГН-2Р, что означает: насос глубинный невставной типа 2 с плунжером, имеющим резиновые кольца (Р). Если цилиндр насоса безвтулочный, а плунжер с резиновыми кольцами, то к шифру будет добавлена буква Б, например, НГН-1РБ (буква Б означает безвтулочный). Насосы с гуммированным (обрезиненным) плунжером разработаны в Грозном и применяются в неглубоких скважинах. Клапаны насоса (рис. 10.4, 10.5). Наиболее быстро изнашиваемым узлом в насосе является клапан. Непрерывные удары шарика по седлу под действием столба жидкости в течение длительного времени разбивают поверхность контакта, и герметичность клапана нарушается. Особенно тяжелые условия для работы клапана создаются при откачке жидкости с абразивной взвесью (песок) и при наличии коррозионной среды. На верхнем переводнике каждого вставного и невставного насоса выбивается клеймо, на котором отмечаются 1 - товарный знак завода-изготовителя, 2 - заводской номер насоса, 3 - шифр насоса, условный диаметр, допустимая длина хода плунжера и максимальная глубина спуска, 4 - год выпуска насоса. Кроме того, на кожухе каждого насоса у верхнего его конца наносится шифр насоса (по трафарету эмалевой краской), например, НГН2-43-4200-II-П-120. Это означает: насос невставной 2-го типа диаметром 43 мм с максимальным ходом плунжера до 4200 мм, II-й группы пригонки с плунжером типа пескобрей (П) с давлением опрессовки 120 атмосфер (12 МПа). Все насосы, кроме того, снабжаются паспортом с указанием всех технических данных. 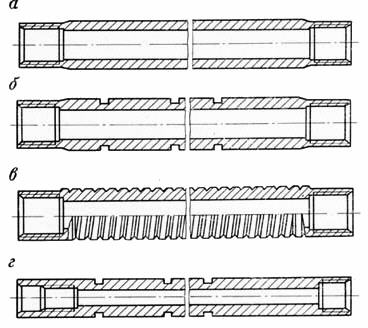 Рис. 10.3. Плунжеры, применяемые для штанговых глубинных насосов 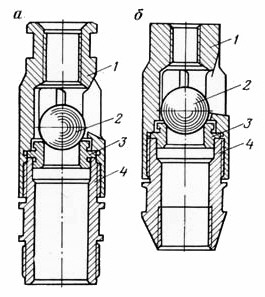 Рис. 10.4. Клапанные узлы: а - нагнетательный клапан для насосов НГН-1 (43, 55 и 68 мм); б - всасывающий клапан для насосов НГН-1 (43, 55 и 68 мм); 1 - клетка клапана; 2 - шарик; 3 - седло клапана; 4 - ниппель или ниппель-конус 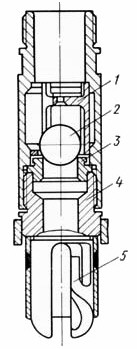 Рис. 10.5. Нижний нагнетательный клапан насосов НГН-2 с ловителем для захвата штока всасывающего клапана: 1- 3 - см. рис. 10.4; 4 - корпус ловителя; 5 - ловитель Необходимо также указать на существование специальных насосов, спускаемых на трубчатых штангах. Их шифр содержит букву Т, например НГН2Т. Это означает: насос глубинный невставной типа 2, для трубчатых штанг. При откачке жидкости с большим содержанием песка и взвеси, для предотвращения попадания этой взвеси в зазор между цилиндром и плунжером и заклинивания, откачиваемая жидкость из плунжера попадает не в насосные трубы, а в полые (трубчатые) штанги и по ним поднимается на поверхность. В качестве трубчатых штанг используются те же трубы, но малого диаметра (48 - 60 мм). Принципиальное отличие насосов для трубчатых штанг состоит только в том, что нагнетательный клапан (один или два) располагается в нижней части плунжера. Верхняя часть плунжера через специальный переводник соединяется с трубчатыми штангами. Поэтому жидкость не попадает в пространство между насосными трубами и трубчатыми штангами. В остальном конструкция этих насосов не отличается от обычных. Насосы для трубчатых штанг могут быть как вставные, так и невставные. Кроме того, разработаны конструкции специальных насосов других типов и назначений, например для раздельной добычи нефти. 10.4.2. ШтангиОбычные штанги выпускаются четырех номинальных размеров по диаметру тела штанги: 16, 19, 22 и 25 мм. Концы штанги имеют утолщенные головки с квадратным сечением для захвата специальными ключами при свинчивании и развинчивании колонны штанг. Штанги соединяются штанговыми муфтами (рис. 10.6, табл. 10.1). Кроме штанг нормальной длины (8 м) выпускаются укороченные штанти длиной 1; 1,2; 1,5; 2; 3м стандартных диаметров. Укороченные штанги необходимы для регулировки длины всей колонны штанг с таким расчетом, чтобы висящий на них плунжер перемещался в цилиндре насоса в заданных пределах. Верхний конец колонны штанг заканчивается утолщенным полированным штоком, проходящим через сальниковое уплотнение устья скважины. 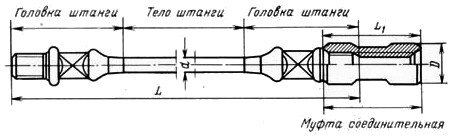 Рис. 10.6. Насосная штанга и соединительная муфта В зависимости от условий эксплуатации штанги выпускаются с различной прочностной характеристикой. Для их изготовления используются стали марки 40 или никель-молибденовые стали марки 20НМ с термообработкой и последующим поверхностным упрочнением токами высокой частоты (ТВЧ). В табл. 10.2 приводятся характеристики штанг и условия их использования в скважинах. При конструировании колонны штанг используется известная в литературе номограмма Я. А. Грузинова. Несмотря на то что верхние сечения штанг обычно бывают наиболее нагруженными, практика показывает, что поломки и обрывы штанг случаются и в нижних сечениях. При использовании насосов больших диаметров (56, 70, 95 мм), особенно при откачке вязких жидкостей и при больших скоростях плунжера (Sn > 30) нижние штанги могут испытывать продольный изгиб и, как следствие, отвороты и поломки. В таких случаях прибегают к установке «утяжеленного низа», состоящего из 2 - 6 тяжелых штанг или труб общей массой 80 - 360 кг. Это улучшает условия работы нижней части колонны штанг, но одновременно сокращает предельную глубину подвески насоса. При креплении штанг рекомендованы следующие предельные крутящие моменты: Диаметр штанг, мм ………………………… 16 19 22 25 Крутящий момент, Н-м …………………….. 300 500 700 1000 Таблица 10.1 Характеристики штанг и муфт
имечанис. HP - нормальный размер, мм; ПО - предельное отклонение, мм Таблица 10.2 Прочностные характеристики штанг и условия их использования
Частые спуски и подъемы штанг приводят к увеличению частоты обрывов штанг. Соответствующими инструкциями регламентируются правила хранения, перевозки и сборки штанг и штанговых колонн. 10.4.3. Насосные трубыНасосно-компрессорные трубы (НКТ) бывают с гладкими и высаженными (равнопрочные) концами. Трубы с гладкими концами имеют постоянный диаметр по длине и поэтому в местах нарезки под муфтовые соединения несколько ослаблены. Трубы с высаженными наружу концами имеют утолщенные концы в местах нарезки под муфтовые соединения и поэтому повышенную прочность нарезанной части трубы. По длине НКТ разделяются на три группы: 1 - от 5,5 до 8м; II - 8 - 8,5 м; III - 8,5 - 10 м. Трубы изготавливаются из сталей пяти групп прочности: Д, К, Е, Л, М. Гладкие трубы и муфты к ним групп прочности К, Е, Л, М, а также все трубы с высаженными концами под вергаются термообработке (табл. 10.3). Таблица 10.3 Основные показатели групп прочности стали труб
Основные характеристики НКТ, применяемых при добыче нефти, приведены в табл. 10.4. Условный диаметр трубы с точностью до нескольких десятых долей миллиметра совпадает с наружным диаметром тела трубы. НКТ в скважинах, особенно при ШСНУ, несут большую нагрузку. Кроме растяжения от действия собственного веса они подвержены нагрузке от веса столба жидкости, заполняющей НКТ, и иногда от веса колонны штанг при их обрыве в верхней части или при посадке плунжера на шток всасывающего клапана. В искривленных скважинах они подвергаются трению штанговыми муфтами. При больших противодавлениях на устье еще добавляется сила, равная произведению устьевого давления на площадь трубы (в свету). Обычно коэффициент запаса прочности принимают равным 1,3 - 1,5, считая по нагрузке, соответствующей напряжению текучести σт. Трубы маркируются у муфтового конца. На клейме указываются условный диаметр, толщина стенки (мм), товарный знак завода, группа прочности (буква), месяц и год выпуска. Толщина стенок указывается только для труб 73 и 89 мм, которых может быть две (см. табл. 10.4). Таблица 10.4 Характеристики насосно-компрессорных труб
Правильное сопряжение резьбовых соединений НКТ достигается при приложении крутящего момента определенной величины, а именно: Условный диаметр трубы, мм ..48 60 73 89 102 114 Крутящий момент, Н-м ....500 800 1000 1300 1600 1700 - 2000 Поэтому важно использовать автоматы для свинчивания и развинчивания НКТ со специальным фрикционным регулятором момента. Недопустим спуск НКТ без смазки резьбовых соединений, а также их транспортировка без предохранительных колец и деревянных заглушек. Для уменьшения собственного веса труб при необходимости их спуска на большую глубину применяют ступенчатую колонну НКТ с большим диаметром вверху и малым внизу. Для работы в коррозионной среде находят все большее применение НКТ с внутренним покрытием лакокрасками, эмалями или металлическим покрытием из алюминия. Специально для сверхглубоких скважин созданы трубы из алюминиевого сплава. Их малая масса при незначительном уменьшении прочности позволяет спускать НКТ на большую глубину. В Татарии широкое применение нашли остеклованные НКТ, внутренняя поверхность которых покрыта стеклом для предотвращения отложений парафина. Все перемещения партии труб регистрируются в специальном журнале учета работы НКТ. Отбракованные трубы обязательно исключаются из партии и не используются для спуска в скважины. Категорически запрещается обстукивание муфтовых соединений НКТ кувалдой для расслабления резьбового соединения, что, к сожалению, довольно часто практикуется на промыслах. Прочность резьбового соединения после такой операции резко снижается и увеличивается вероятность появления утечек или обрыва труб. 10.4.4. Оборудование устья скважиныУстьевое оборудование штанговой насосной скважины предназначено для герметизации затрубного пространства и отвода продукции скважины. В связи с широким распространением однотрубной системы сбора продукции скважин при централизованных установках по сепарации газа и замеру дебитов сильно возросли давления на выкидах насосных установок В некоторых случаях возникает необходимость иметь на устье скважин (удаленные скважины, высокие вязкости жидкости) давления, доходящие до 4 МПа. Это усложняет конструкцию устьевого оборудования и повышает к нему технические требования. Типичной обвязкой устья скважины, оборудованной ШСНУ, нашедшей широкое применение на нефтяных промыслах восточных районов, является конструкция, показанная на рис. 10.7. 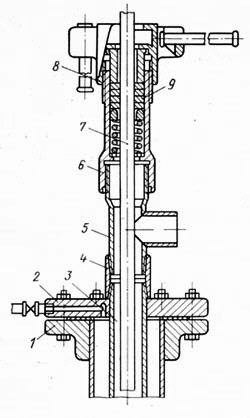 Рис. 10.7. Типичное оборудование устья скважины для штанговой насосной установки: 1 - колонный фланец; 2 - планшайба; 3 - НКТ; 4 - опорная муфта; 5 - тройник, 6 - корпус сальника, 7 - полированный шток, 8 - головка сальника, 9 - сальниковая набивка Устьевой сальник герметизирует выход полированного штока. В полость сальника укладываются разрезные кольца из прорезиненного тканевого ремня или специальной нефтестойкой резины, которые уплотняются заворачиванием верхней нажимной муфты. Часто причиной нарушения герметичности устьевого сальника является несовпадение центра сальника с центром канатной подвески штанг или ее отклонение от вертикали при движениях балансира. Такие отклонения в той или иной мере всегда имеют место при недостаточной точности установки станка-качалки, балансира или их нарушении в процессе длительной работы. Это обусловило появление устьевых сальников с самоустанавливающейся головкой с шаровым шарнирным соединением. Такой сальник разработан Азинмашем и рассчитан на давление до 4,0 МПа. Шаровая головка сальника допускает отклонение его оси от вертикали в любую сторону до 3°. Герметичность в шаровом сочленении обеспечивается уплотнительным кольцом из нефтестойкой резины. Шаровое сочленение увеличивает срок службы сальниковой набивки и полированного штока. При необходимости периодически сальниковую набивку подтягивают завинчиванием крышки головки. 10.4.5. Канатная подвескаСальниковый шток присоединяется к головке балансира с помощью канатной подвески. Конструкция канатной подвески допускает установку прибора - динамографа для снятия диаграммы - зависимости силы, действующей в точке подвеса, от хода штока (Р(S)]. 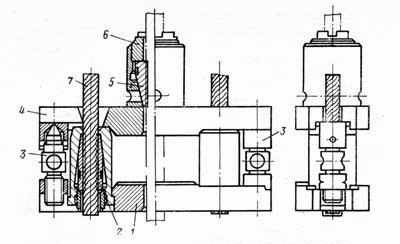 Рис. 10.8. Канатная подвеска сальникового штока Кроме того, с помощью канатной подвески регулируется посадка плунжера в цилиндр насоса для предупреждения ударов плунжера о всасывающий клапан или выхода плунжера из цилиндра. Канатная подвеска (рис. 10.8) состоит из нижней 1 и верхней 4 траверс. В нижнюю траверсу заделаны с помощью специальных зажимов 2 концы канатной петли 7. На верхней траверсе укреплен клиновой зажим 5, удерживающий сальниковый шток. По краям нижней траверсы имеются винты 3 для подъема верхней траверсы при установке в их разъем динамографа. Элементы конструкции канатных подвесок, входящих в комплект станка-качалки, стандартизованы. Канатная петля одевается на специальный ролик, имеющийся на головке балансира. Изменение места захвата сальникового штока клиновым захватом достигается перестановкой верхней траверсы вдоль штока на требуемое место и повторной затяжкой клинового захвата муфтой 6. 10.4.6. ШтанговращательШтанговращатель - механическое приспособление, закрепляемое на сальниковом штоке для медленного проворачивания колонны штанг и плунжера «на заворот» при каждом ходе головки балансира. Штанговращатели применяются при эксплуатации искривленных скважин для предотвращения одностороннего истирания штанг, муфт и плунжера, для предотвращения отворотов штанговых колонн, а также в случаях применения пластинчатых скребков, укрепляемых на колонне штанг для удаления отли-жений парафина на внутренних стенках насосных труб. Обычно штанговращатель состоит из зубчатого круглого диска, закрепляемого на теле штока горизонтально, и храпового механизма с шарнирным зубом и рычагом, который тросом соединяется с неподвижной точкой. При каждом качании балансира трос натягивается, перемещает рычаг, с помощью которого шарнирный зуб (собачка) поворачивает диск на один шаг. Таким образом, штанги делают один оборот за такое число качаний, сколько зубьев имеется в диске по его периметру. Штанговращатели существенно улучшают работу ШСНУ при осложненных условиях эксплуатации. 10.4.7. Станки-качалки (СК)На нефтяных промыслах в эксплуатации имеются СК различных типоразмеров и конструкций. В настоящее время СК выпускаются по ГОСТ 5866 - 76. В механическом и кинематическом отношении они достаточно совершенны (рис. 10.9). В отличие от предыдущих СК новые конструкции имеют не откидную головку балансира, а поворотную, что облегчает работу бригады подземного ремонта н сокращает возможность травматизма. Кроме того, предусматривается плавное, механизированное перемещение кривошипных противовесов и ряд других изменений. ГОСТ 5866 - 76 предусматривает широкий ассортимент СК (табл. X.5). В шифре СК указывается грузоподъемность, максимальный ход и допустимый момент на валу редуктора. Пример шифра СКЗ - 1,2 - 630. Это означает: грузоподъемность станка-качалки - 3 т, максимальный ход - 1,2 м, наибольший крутящий момент на валу редуктора - 630 кгс-м. Таким образом, в самом шифре указываются важнейшие характеристики СК (табл. 10.5). Новые СК имеют только роторное уравновешивание, двухступенчатые редукторы с шевронными зубчатыми колесами с зацеплением Новикова (кроме СК2 и СКЗ, для которых допускается эвольвентное зацепление). Тихоходный вал редуктора имеет два шпоночных паза, расположенных под углом 90°. Это позволяет переставлять кривошип на 90º и перераспределять зону износа зубьев редуктора на менее изношенные участки. Такая мера увеличивает сроки службы редуктора. Новые СК изготавливаются при более жестких технических требованиях к балансировке деталей, точности их изготовления и центровки плоскостей балансира, кривошипов и вертикальности движения канатной подвески. 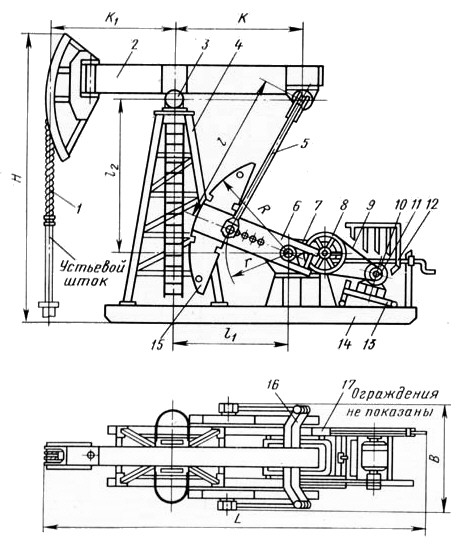 Рис. 10.9. Схема балансирного станка-качалки: 1 - канатная подвеска; 2 - балансир с поворотной головкой; 3 - опора балансира; 4 - стойка; 5 - шатун; 6 - кривошип; 7 - редуктор; 8 - ведомый шкив; 9 - клиноременная передача; 10 - электромотор; 11 - ведущий шкив; 12 - ограждения; 13 - салазки поворотные для электромотора; 14 - рама, 15 - противовес, 16 - траверса, 17 - тормозной шкив Предусмотрено механизированное плавное перемещение кривошипных противовесов, при котором достигается лучшее уравновешивание СК. Качалки оборудованы двухколодочным тормозом с ручным приводом. Тормозной барабан закреплен на трансмиссионном валу редуктора. С помощью тормоза балансир и противовесы качалки могут быть зафиксированы в любом положении. Электродвигатель устанавливается на салазках, наклон которых регулируется для достижения необходимого натяжения тиксо-тропных ремней трансмиссионной передачи. Изменение длины хода балансира достигается перестановкой пальца шатуна на кривошипе, а изменение числа качаний достигается сменой шкива на валу электродвигателя на другой размер. Таблица 10.5 Техническая характеристика станков-качалок
Кроме описанных балансирных станков-качалок существует много других индивидуальных приводов для штанговых насосных установок, не получивших, однако, широкого распространения. К числу таких приводов можно отнести безбалансирные станки-качалки, в которых возвратно-поступательное движение штанг осуществляется с помощью цепи или канатов, перекинутых через шкивы-звездочки, укрепленные на наклонной к устью скважины пирамиде-опоре. Канатная подвеска (или цепь) прикрепляется к штангам, а другим концом к кривошипу редуктора. При вращении вала редуктора и укрепленных на валу кривошипов канаты подвески и колонна штанг совершают возвратно-поступательное движение. Отсутствие тяжелого высоко-поднятого на пирамиде-стойке балансира позволяет уменьшить массу безбалансирных станков и несколько улучшить кинематику привода. Безбалансирные СК уравновешиваются с помощью противовесов, укрепляемых на кривошипе, как и у балансирных СК. Однако центр тяжести противовеса имеет по отношению к точке прикрепления шатунов угловое смещение, зависящее от наклона линии, соединяющей центры вращения шкивов на опоре и оси главного вала кривошипа. Существуют балансирные СК с гидропневматическим и пневматическим уравновешиванием. Эти станки более компактные, чем обычные балансирные, имеют более плавный ход, меньшие инерционные нагрузки. Однако они сложнее в изготовлении, дороже и, несмотря на некоторое уменьшение габаритных размеров, более металлоемки. Уравновешивание в них достигается как за счет использования роторных противовесов, так и за счет сжатия воздуха в специальном цилиндре с перемещающимся в нем поршнем. Кроме того, на СК с пневматическим уравновешиванием обязательно имеется небольшой одноцилиндровый компрессор для подкачки воздуха в систему уравновешивания. Разработаны гидравлические качалки, состоящие из длинного цилиндра и движущегося в нем поршня, соединенного непосредственно с колонной штанг. Цилиндр устанавливается вертикально над устьем скважины. Возвратно-поступательное движение поршня и штанг достигается путем переключения золотниковым устройством нагнетаемой силовым насосом жидкости в полости цилиндра. В качестве силового используется обычно шестеренчатый насос с приводом от электродвигателя. Уравновешивание осуществляется за счет противоположного по фазе перемещения насосных груб с гидравлической подвеской. Гидравлические качалки очень компактны, имеют массу в 2 - 2,5 раза меньшую, чем обычные балансирные СК, плавный ход, однако существенным их недостатком является перемещение НКТ, дополнительные уплотнительные сальниковые элементы и длинные силовые цилиндры, изготовление которых требует совершенной технологии. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||