Технология организации перегрузочных процессов. Курсовая работа. Паршакова М.М. зТТП(б)-19. Курсовая работа по дисциплине Организация транспортных услуг и безопасность транспортного процесса (технология и организация перегрузочных процессов)
 Скачать 1.62 Mb. Скачать 1.62 Mb.
|

Компоновка схемы механизации перегрузки заданного рода грузаПод схемой механизации понимается совокупность подъемно-транспортных машин, оборудования и приспособлений, объединенных в определенной последовательности в соответствии с характером и особенностями грузового потока, и предназначенных для перегрузки груза по одному или нескольким вариантам грузовых работ. Схема механизации представлена на рисунке 8 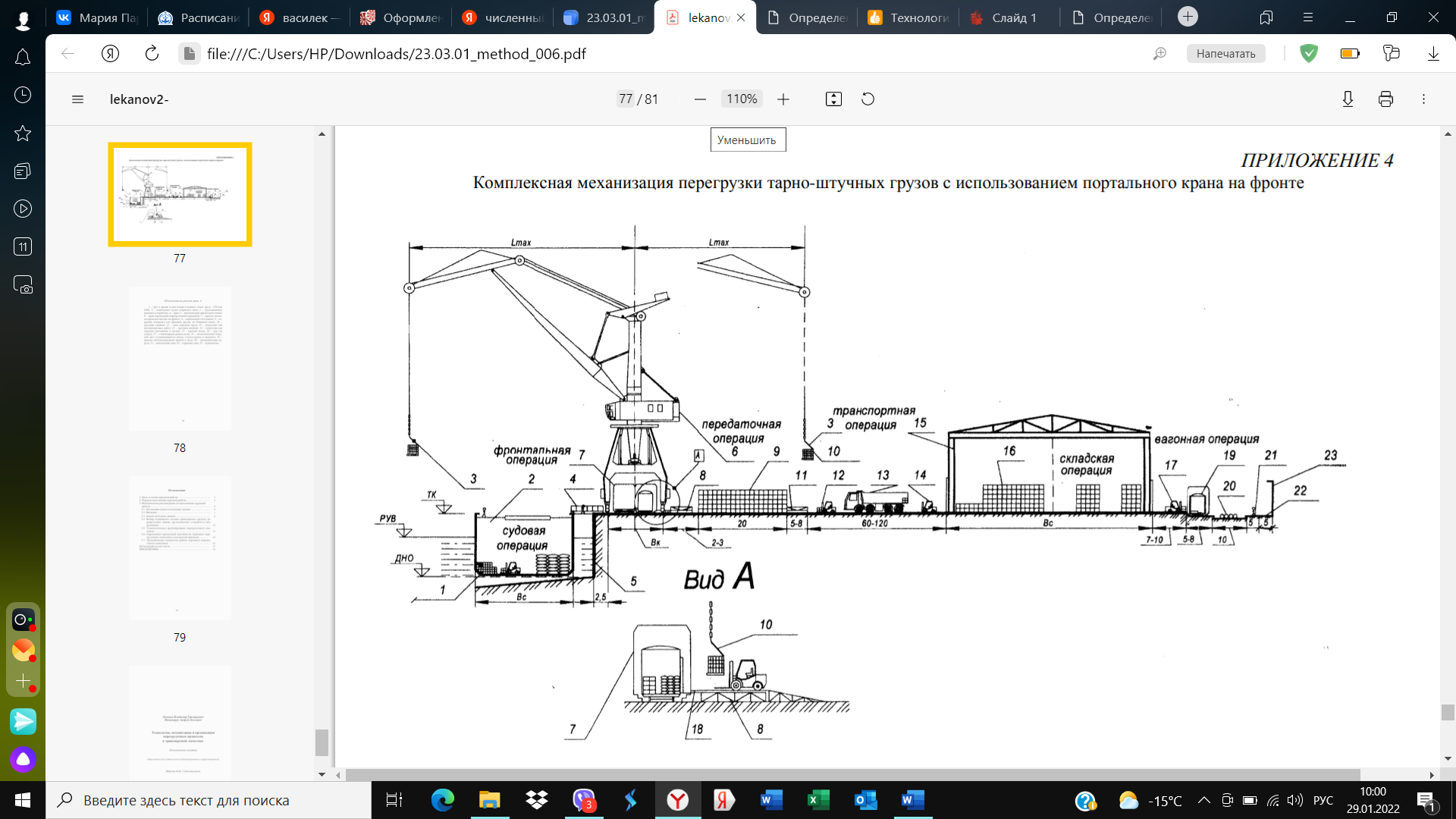  отправление   Рис. 8. Схема механизации Обозначения на рисунке: 1 – груз в трюме судна (листовая сталь в пакетах, класс груза – ГП); 2 – самоходное судно открытого типа; 3 – грузозахватное крановое устройство; 4 – трап; 5 – вертикальная причальная стенка; 6 – кран портальный перегрузочный крюковой; 7 – крытые железнодорожные вагоны на фронте; 8 – переносный стол-рампа; 9 – открытая площадка для хранения грузов, не боящихся влаги; 10 – грузовая единица; 11 – зона передачи груза; 15 – крытый склад; 16 – груз на складе; 17 – стационарная рампа-склад; 18 – металлический складной лист (устанавливается между столом рампы и вагоном); 19 –крытые железнодорожные вагоны в тылу; 20 – автомобильная дорога; 21 – пешеходная зона; 22 – охранная зона; 23 – ограждение. Тип склада выбирается в зависимости от условий хранения груза, его физико-химических свойств, предлагаемой компоновки схемы механизации, типа основных и вспомогательных перегрузочных машин (в первую очередь складских машин и оборудования склада), а также санитарных и противопожарных нормативов и требований. Листовая сталь в пакетах хранится на полузакрытом складе с твердым покрытием (асфальтированным или бетонным). По периметру площадка должна быть оборудована бетонными ограждениями и дренажной канавой для отвода атмосферных осадков. [14] Расчет количества причалов.   -количество причалов, ед. -количество причалов, ед. - расчетное количество судов обрабатываемое на причале за сутки, ед.сут. - расчетное количество судов обрабатываемое на причале за сутки, ед.сут. - продолжительность занятости причала обработкой одного судна, ч. - продолжительность занятости причала обработкой одного судна, ч. - суточный фонд рабочего времени причала за сутки (принимается =23часа) - суточный фонд рабочего времени причала за сутки (принимается =23часа)  - расчётно-суточный грузооборот, т/сут; - расчётно-суточный грузооборот, т/сут; - грузоподъемность судна, т; - грузоподъемность судна, т; - коэффициент использования судна на грузоподъемность; принимается для листовой стали = 0,90. - коэффициент использования судна на грузоподъемность; принимается для листовой стали = 0,90.  -время на выполнение вспомогательных операций с судном ( =3,0ч) -время на выполнение вспомогательных операций с судном ( =3,0ч) - плановое (нормативное) время обработки судна - плановое (нормативное) время обработки судна  - количество груза в судне - количество груза в судне  -судо-часовая норма -судо-часовая нормаОпределение параметров причала.  Водный путь: естественный. Профиль берега: вертикальный. ТК=ТП=НПУ+2м= 80,4 +2= 82,4 м. Где – ТП-Отметка территории порта, м; ТК-отметка территории кордона, м; НПУ-отметка нормального подпорного уровня воды, м. Отметка расчетного уровня воды: РУВ=НПУ – НСВ= 80,4-2,2 = 78,2 м. где НСВ – навигационная сработка водохранилища, м. Отметка дно, м: Дно=РУВ-(  + + + + + + + + )=78,2 -(3,5+0,4+0,3+0,4+0,2)=73,4 м. )=78,2 -(3,5+0,4+0,3+0,4+0,2)=73,4 м.где -полная осадка судна в грузу, м; -запас воды под днищем (0,4 м); -запас воды под дифферент (0,2-0,3м); -запас на волнение (0,35-0,45 м); -запас воды под заиление(0,15-0,2 м)Высота вертикальной стенки (расчетная), м:  Расчет длины одиночного причала, м:  где  -длина судна, м; -длина судна, м;d- расстояние для безопасной швартовки, от швартовки, стоянки судна, м (принимается в зависимости от грузоподъёмности более 2000т принимают 15-30м). Определение параметров склада. По методике ГИИВТ (ВГУВТ) потребная грузовместимость оперативных складов определяется по формулам, т:  где  - грузовместимость оперативного склада - грузовместимость оперативного склада - навигационный грузооборот, т - навигационный грузооборот, т - коэффициент месячной неравномерности грузооборота (принимаем по заданию =1,18) - коэффициент месячной неравномерности грузооборота (принимаем по заданию =1,18) -вместимость оперативных складов в % от навигационного грузооборота (принимается по методички «портовые перегрузочные комплексы» =2,5%) -вместимость оперативных складов в % от навигационного грузооборота (принимается по методички «портовые перегрузочные комплексы» =2,5%) -безразмерный коэффициент, рассчитывается: -безразмерный коэффициент, рассчитывается:  Длина открытого склада рассчитывается:  где 0,9- коэффициент, принимаемый для одиночного причала с открытым складом. Разработка технологических схем перегрузочного процесса, как элемента логистической операции Технологическая схема «вагон–склад»: вагон (I) – электропогрузчик – склад (ГП) Технологическая схема «склад–трюм»: склад (ГП)–электропогрузчик–платформа–кран (I) (БТЗ)–трюм (II) (ГП) Пояснения: трюм (II) (ГП) – груз прибывает в судах второго типа «готовыми пакетами» склад (ГП) – груз размещается на складе «готовыми пакетами» Определение норм технологического процесса перегрузки груза Комплексная норма выработки устанавливает количество тонн груза, которое должно быть перегружено комплексной бригадой портовых рабочих (докеров-механизаторов) за смену (т/за смену).
Комплексная норма времени устанавливает количество рабочего времени (затраты труда в чел-ч) необходимое на перегрузку 1 т груза рабочими комплексной бригады (чел-ч/т):
Определяется техническая производительность основных и вспомогательных перегрузочных машин. Оперативное время работы перегрузочной машины за смену устанавливается исходя из Нормативов на элементы (комплексы приемов) операций технологического процесса полностью и не полностью механизированных погрузочно-разгрузочных работ. Численный состав комплексной бригады портовых рабочих, чел., в общем виде определяется так:
где  – численный состав звена портовых рабочих, непосредственно занятых при выполнении, соответственно – судовой, вагонной, автомобильной, фронтальной, передаточной, транспортной, складской и вспомогательной операций перегрузочного процесса. – численный состав звена портовых рабочих, непосредственно занятых при выполнении, соответственно – судовой, вагонной, автомобильной, фронтальной, передаточной, транспортной, складской и вспомогательной операций перегрузочного процесса.Численный состав комплексных бригад по вариантам грузовых работ находится с учетом разработанных технологических схем, устанавливающих последовательность выполнения тех или иных операций перегрузочного процесса. Расчет количества основных и вспомогательных перегрузочных машин Потребное (необходимое) количество основных перегрузочных машин, ед., определяется: 
Суточная пропускная способность перегрузочного комплекса, рассчитывается по формуле: 
Полученное значение  = 1,1 и менее округляется до целого числа равное 1ед., =1,11 и более – до целого числа 2 ед. = 1,1 и менее округляется до целого числа равное 1ед., =1,11 и более – до целого числа 2 ед.Количество вспомогательных перегрузочных машин (погрузчиков) определяется для следующих условий. А. Погрузчики, работающие совместно с основной перегрузочной машиной (краном): 
Минимально необходимое число причалов для выполнения заданного грузооборотаопределяется из условия максимально возможной концентрации основных перегрузочных машин (кранов)  на обработке выбранного расчетного типа судна: на обработке выбранного расчетного типа судна:
В данной работе условно принимаем: а) на обработке судна  т: т:  ед.; ед.;б) на обработке судна  т до 2000 т: ед.; т до 2000 т: ед.;в) на обработке судна  т: ед. т: ед.Полученное значение  и менее округляется до целого числа равное 1 ед.; если и более, то округляется до целого числа – 2 ед. и менее округляется до целого числа равное 1 ед.; если и более, то округляется до целого числа – 2 ед.Описание технологии перегрузочных работ по разработанным технологическим схемам логистических операций. Составление технологической карты Под технологической схемой понимают конкретный способ выполнения перегрузочного процесса на данной механизированной линии с указанием направления перемещения груза, состава и способов выполнения операций, типов перегрузочных машин, устройств и приспособлений, используемых в определенной последовательности в соответствии с вариантом грузовых работ, типом и видом транспортных средств. Вариант перегрузочных работ вагон–склад Технологическая схема: вагон– электропогрузчик – склад (ГП) Операции: вагонная, транспортная, складская. Состав комплексной бригады по операциям: складская и транспортная – 2 чел., вагонная – 1 чел. Всего 3 чел. Подготовительные операции – подача груженых железнодорожных вагонов подается на железнодорожный путь, примыкающий к складу - к рампе склада. Вагоны устанавливаются таким образом, чтобы их двери находились напротив дверных проемов склада. После проведения коммерческих операций производится вскрытие пломб в присутствие приемосдатчика и открытие дверей вагонов. С рампы склада на пол вагона устанавливается стальной лист. Вагонная операция. Водитель электропогрузчика подает погрузчик в кузов вагона (по стальному листу), осторожно вводит вилы погрузчика в пазы поддона и приподнимает его на 20-30 см над поверхностью и выезжает задним ходом из вагона на рампу склада. Транспортная операция. Водитель погрузчика устанавливает вилы с пакетом груза в транспортное положение (высота над поверхностью 40 - 50 см, наклон стрелы «на себя») и перемещает пакет на склад. Складская операция. Водитель погрузчика подъезжает к месту установки пакета, указанному кладовщиком, ставит задние колеса погрузчика в положение прямо перпендикулярное первоначальному движению и осуществляет поворот на месте, а затем устанавливает пакет груза в штабель, высвобождает вилы, отъезжает от штабеля одновременно осуществляя разворот и направляется за следующим поддоном. Технологическая схема: склад (ГП)–электропогрузчик – платформа – кран (I) (БТЗ) –трюм (II) (ГП) Операции: складская, транспортная, передаточная, фронтальная, судовая. Состав комплексной бригады по операциям: судовая – 2 чел., фронтальная – 1 чел., передаточная – 1 чел., транспортная и складская – 2 чел. Всего 6 чел. Подготовительные операции – швартовка подошедшего к причалу судна; установка трапа с территории причала на палубу судна; переход звена портовых рабочих (2 чел.) с территории причала на палубу судна; открытие грузовых трюмов судна; спуск звена портовых рабочих в трюм судна. Складская операция. Водитель электропогрузчика подъезжает (технология подъезда аналогична технологии установки пакета в штабель) к пакету груза, указанному кладовщиком. Производит захват груза (вводит вилы в пазы поддона и приподнимает пакет над поверхностью штабеля груза), осторожно отъезжает от штабеля, одновременно выполняя поворот в направлении, параллельном проезду, устанавливает вилы с пакетом в транспортное положение и осуществляет транспортировку на передаточную площадку. Транспортная операция. На передаточной площадке (в зоне работы портального крана) водитель электропогрузчика устанавливает поддон на территорию причала, освобождает вилы (отъезжая назад), осуществляет разворот и подает погрузчик на склад за следующим пакетом груза. Передаточная операция. Один из портовых рабочих (всего двое рабочих) подает крановщику сигнал о направлении стрелы с грузозахватным устройством к выбранному поддону. После полного опускания балочно-траверсного захвата крановщиком, каждый из двух портовых рабочих берет свою часть захвата и осуществляет ввод балки захвата в торцевой паз поддона, после чего крановщику подается знак о натяжении канатов для фиксации пакета груза на грузозахватном устройстве. После этого портовые рабочие отходят от захваченного пакета и подают крановщику сигнал о начале подъема. После сигнала портовых рабочих, разрешающих подъем груза, крановщик осуществляет его подъем на необходимую высоту, поворот стрелы крана и подачу груза в трюм судна, где подает его к месту указанному сигнальщиком – месту установки. Фронтальная операция. После подачи крановщиком груженого захвата к указанному месту, производится разворот пакета груза при помощи багра и подача крановщику знака об окончании опускания груза. Судовая операция. После полного опускания груза каждый из двух портовых рабочих подходит к пакету груза со своей стороны и выводит балку захвата из пазов поддона, после чего крановщику подается знак о разрешении начала подъема грузозахватного устройства. После того, как крановщик уберет порожнее грузозахватное устройство из трюма судна, производится расформирование поданного пакета груза и укладка груза в штабель. Составление технологических карт на перегрузку листовой стали. Груз –сталь листовая; масса изделия 3,5 т; класс груза 1. Перегрузочные машины: портальный кран грузоподъемностью 124 тонны Захватное устройство: траверса автоматическая. Для разработки технологической карты принимаются следующие расчетные ТС: ТС-1 – вагон – электропогрузчик –склад; ТС-2 – склад – электропогрузчик – кран (спецзахват) – судно Для данного перегрузочного процесса принят следующий режим рабочего дня (за 7-часовую смену): подготовительно-заключительная работа – 20(20) мин; обслуживание рабочего места – 15(10) мин; перерывы, обусловленные технологией и организацией перегрузочного процесса – 25(20) мин; время на отдых и личные надобности – 20(20) мин; оперативная работа – 340 мин или 5,7 ч (350 мин или 5,8 ч). Определение пропускной способности портового перегрузочного комплекса и количества причалов Расчет пропускной способности перегрузочной машины Расчет пропускной способности кордонной (фронтальной) перегрузочной машины Пропускная способность прикордонного перегрузочного фронта в общем виде определяется по формуле: 
Продолжительность занятости причала обработкой одного судна определяется по формуле, сут: 
Продолжительность грузовой обработки судна, сут: 
Значения Пки tгр рассчитываются для различного числа перегрузочных машин, которое можно установить на обработке одного судна в диапазоне от  до до  . .Далее рассчитывается минимально необходимое число причалов перегрузочного комплекса для освоения заданного грузооборота исходя из условия максимально возможной концентрации перегрузочных машин (установок) на обработке расчетного типа судна:
Чтобы окончательно принять минимально необходимое число причалов и число кордонных перегрузочных машин, должно выполняться условие:  Определение необходимого количества перегрузочных машин Определение необходимого количества плавучих кранов для перегрузки заданного грузопотока производится следующим образом. При закреплении за причалом количество кранов определяется: 
В свою очередь  рассчитывается: рассчитывается:

При использовании плавучих кранов в нескольких местах необходимое количество определится:  где λ – коэффициент использования плавучих кранов на перегрузочных работах и подготовке к работе (перестановке). Величина λ рассчитывается следующим образом: 
Значения tпр, tпер и Σt принимаются по данным порта или справочников по использованию перегрузочных машин. Определение пропускной способности склада Пропускная способность складов причала не должна лимитировать пропускную способность прикордонного фронта, т.е. должна удовлетворять условию:
где Пскл – пропускная способность склада, т/сут,  где  - грузовместимость оперативного склада каждого причала, т; - грузовместимость оперативного склада каждого причала, т;tхр - средний срок хранения, зависящий от рода груза, типа склада и его режима функционирования, сут; Окончательно пропускная способность причала перегрузочного комплекса принимается по наименьшему значению условия:   Склад не является лимитирующим объектом пропускной способности причала т. к выполняется условие 5070 ≥ 128,81*1. Разработка технологической документации Технологическая документация - комплекс графических и текстовых документов, определяющих технологический процесс получения продукции, изготовления (ремонта) изделия и т. п., которые содержат данные для организации производственного процесса. Основные технологические документы бывают: Общего назначения Титульный лист - заглавный лист издания, на котором помещают выходные сведения (заглавие, фамилии авторов, наименование издающих организаций, место и год издания и др.) Карта эскизов (КЭ) — основной графический документ, дающий наглядную информацию о выполняемой технологической операции. Технологическая инструкция – технологический документ Единой системы конструкторской документации. Специального назначения различные карты (маршрутная, технологическая, типового или группового процесса, операционная, наладки, комплектовочная и др.) ведомости (оснастки, оборудования, материалов и др.). ЗаключениеВ данной работе был рассмотрен груз – сталь листовая и особенности её перегрузки в порту. Были подобраны индивидуальные транспортные средства под каждую операцию с учетом характеристик груза и особенностей его перегрузки. Кроме крана и Были рассчитаны пропускная способность портового перегрузочного комплекса и количества причалов. А также составлена схема механизации перегрузки груза и разработана технологическая схема перегрузочного процесса. Список используемой литературыГОСТ 7566-94. "Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение" (введен в действие постановлением Госстандарта РФ от 21 мая 1997 г. N 185). Кодекс безопасной практики размещения и крепления груза (Кодекс РКГ).Изд. офиц. Введ. с 01.07.2006. - М.: Изд-во ИПК стандартов, 2007 Бабурин В. А., Бабурин Н. В., Булов А. С., Буянова Л. Н. Технико-технологическое нормирование на водном транспорте: Учебное пособие 2-е изд., доп. – СПб.: Издательский дом «Мiръ», 2013. – 100 с. Беляев В.В., Доманов В.Н., Клейнерман А.Л., Позднеев Г.В. – Учебник «Грузоведение» под редакцией О.П. Гуджояна, Тула, 2016 – 123с. Зачесов В. П., Филоненко В. Г. Технология и организация перевозок на речном транспорте: Учебное пособие для вузов/ Новосибирск: Сибирское соглашение, 2018. – 24 с. Колобов А.А., Омельченко И.Н. Основы промышленной логистики: Учеб. пособие. - М.: МГТУ, 2011. - 116 с. Интернет – ресурсы Порт Котка [Электронный ресурс] Режим доступа http://e-finland.ru/travel/city/port-kotki.html Порт Антверпен https://belgium-art.org/antwerp/port Теплоход «Сибирский» пр.0225 [Электронный ресурс] Режим доступа http://russrivership.ru/public/files/doc308.pdf Укладка и крепление грузов [Электронный ресурс] Режим доступа: http://xreferat.com/96/914-3-syurveiyerskoe-obsluzhivanie-pri-perevozke-trub-na-sudah-smeshannogo-reka-more-plavaniya.html Управление складским хозяйством [Электронный ресурс] Режим доступа:https://studme.org/74910/logistika/upravlenie_skladskim_hozyaystvom | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||










 ,
,






