реферат на тему сварщик. Курсовая работа По специальности Сварщик На тему Печь буржуйка студент 1 курса
 Скачать 281.93 Kb. Скачать 281.93 Kb.
|

|
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ РЕСПУБЛИКА ТЫВА «Тувинский технологический техникум» Курсовая работа По специальности «Сварщик» На тему: «»Печь буржуйка Выполнил: студент 1 курса Монгуш Сергек Чойган-оолович Научный руководитель: Хомушку Марина Данзыевна Чадан 2022 Содержание Введение ……………………………………………………………………….….3 1.Технологическая часть ……………………………………………………...….6 1.1 Описание конструкции ………………………………………………………6 1.2 Выбор оборудования для резки и сварки металла ………………………....9 1.3 Выбор сварочных металлов и режимов сварки и резки металлов …….....15 1.4 Разработка технологической схемы сборки и сварки ……………………18 2. Охрана труда и окружающей среды………………………………………....22 Список литературы………………………………………………………………29 Приложение………………………………………………………………………30 печь сборка сварка оборудование Введение Сварка - технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и неметаллических материалов (стекла, керамики, пластмасс и др.). Изменяя режимы С., можно наплавлять слои металла различной толщины и различного состава. На специальном оборудовании в определенных условиях можно осуществлять процессы, противоположные по своей сущности процессу соединения, например огневую, или термическую, резку металлов. Развитие: 1802г. В.В. Петров — открыл явление электрической дуги. 1882г. Н.Н. Бенардос — открыл сварку неплавящимся электродом. 1888г. Н.Г. Славянов — сварка плавящимся электродом. 1903г. Э.Фуше — сконструировал первую газовую горелку. 1920 — 1930г. Открыты лаборатория и институт сварки. 1932г. Сварка под водой. 1934 — 1941г. академик Хренов — сварка под слоем флюса. 1952г. академик Любавский — открыл сварку в защитных газах. 1964г. Космонавты Шонин и Кубасов — выполнена сварка в космосе. Выдающийся вклад в разработку теоретических основ сварки внксли ученве: В.П.Вологдин, В.П.Никитин, К.К.Хренов, Е.О.Патон, Г.А.Николаев, Н.О.Окерблом, Н.Н.Рыкалин, К.В.Любавский, Б.Е.Патон и др. Современные достижения в области сварки позволяют соединять не только металлы, но и пластмассы, стекло, керамику и другие материалы. И Вторгаясь в смежные отрасли производства, например в металлургию, сварка преобразует их, вызывает к жизни принципиально новые технологические процессы, новые способы производства сталей, сплавов и чистых металлов. В наше время сварку классифицируют по категориям: термическая (сварочная дуга, электродуговая, газопламенная, электрошлаковая, плазменная, электронно-лучевая, лазерная); термомеханическая (точечная, стыковая, рельефная, диффузионная, кузнечная, сварка высокочастотными токами, трением) и механическая (сварка взрывом и ультразвуком). Вот некоторые из современных сварочных технологий: - Электрошлаковая сварка - наиболее прогрессивный сейчас способ сварки толстого металла. - Гибридная лазерная сварка - качество швов конструкционных сталей несоизмеримо выше; скорость сварки – 40...450 м/ч при управляемом лазерном излучении от 1,5 до 4,0 квт.; режим высокоскоростной сварки тонких листов стали. - Двухдуговая сварка - высокопроизводительная сварка крупногабаритных конструкций из толстолистовой (d> 30мм) закаливающейся стали, этот метод резко улучшает качество сварного соединения. - Сварка-пайка - сварочное соединение стали и титана, при котором на поверхность деталей наносят промежуточный сплав, а сварка производится сжатием под напряжением на точечных, рельефных или конденсаторных машинах. - Магнитоуправляемая электрошлаковая сварки - позволяет соединять крупногабаритные детали при изготовлении центропланов самолетов, кареток крыла, траверс шасси, шпангоутов и силовых переборок морских судов. Сварка осуществляется в шлаковых и металлических ваннах током до 12000А и напряжением на электродах до 36 В и обеспечивает высокое качество швов при толщине свариваемых кромок 30-600 мм, - Орбитальная аргонодуговая сварка вольфрамовым электродом (ОАСВЭ) - сложных деталей, к примеру, неповоротных стыков труб диаметром от 20 до 1440 мм. - Двухкомпонентная сварка - для бесстыковой сварки железнодорожного пути, основанная на литьевом способе сварки, что позволяет решать достаточно противоречивые задачи, т.е. обеспечить заданную пластичность металла шва при необходимой износостойкости. Применение сварки для соединения элементов различных металлических объектов, имеет ряд преимуществ перед другими видами соединения: 1. Экономию металла (до 25% по сравнению с клепкой, до 30% с литьём) 2. Сокращение сроков работ и уменьшение стоимости изготовления конструкций. 3. Возможность изготовления изделий сложных форм и конфигураций. 4.Удешевление технологического оборудования. Сварочное оборудование сравнительно несложно, относительно дешево и весьма высокопроизводительно. 5. Облегчение, комплексной механизации массового производства однотипных сварных изделий, возможность создания поточного производства со 100%-ной механизацией и автоматизацией. 6. Облегчение изготовления микроминиатюрных узлов и деталей в производстве некоторых видов изделий. 7. Возможность широкого использования сварки, наплавки и резки при ремонте. 8. Герметичность и надежность сварных соединений. 9. Уменьшение производственного шума и улучшение условий труда в цехах. 1.Технологическая часть. 1.1 Описание конструкции Тема моей письменной экзаменационной работы: « Разработка технологического процесса сборки и сварки печь каменка банная». Данная конструкция изготавливается из листового металла. Она представляет собой листовую конструкцию, которая имеет внизу поддувальную камеру, а над ней - топочную. Сверху в неё встроен бак, который заполняется камнями. Внутри печи установлены несколько пластин, которые создают дымовые каналы. Горячие газы, проходя по этим каналам, нагревают бак с камнями и выходят в дымовую трубу. В моём случае металлический бак для нагрева воды приваривается к печи, а в центре ёмкости проходит дымовой канал за счет чего вода нагревается быстро. Внизу бака встроен кран. 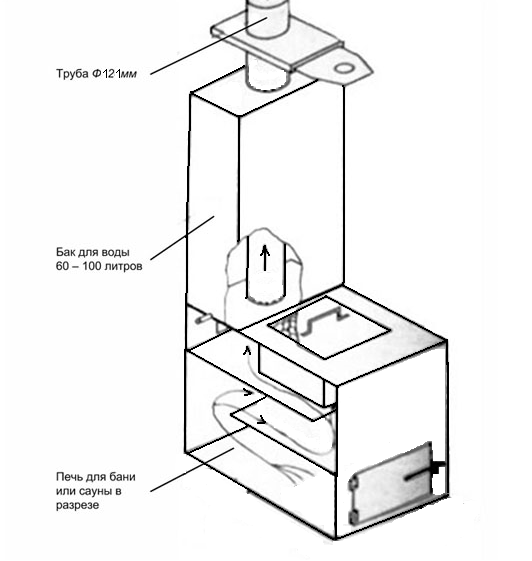 Рисунок 1- Эскиз «Печи каменки» Данная печь-каменка предназначена для установки в помещение бани в целях создания необходимого температурно-влажностного режима, для обогрева бани, парильного помещения. Банная печь данного типа обладает такими немаловажными качествами, как надежность, практичность и полная готовность к эксплуатации. Данная конструкция может использоваться как в русской бане так и в для финской сауне. Печь-каменка работает на всех видах твердого топлива: дерево, древесные отходы, картон, торфяные брикеты и т.д. Установку печи и монтаж дымохода необходимо проводить с соблюдением норм и правил пожарной безопасности. Устанавливать печь рекомендуется не ближе 1 м. от стен и горючих поверхностей (дерево, обои и т.д.), а свободное расстояние перед топкой должно быть не менее 500 мм. Расстояние до горючих поверхностей может быть сокращено до 200 мм, если горючие материалы покрыть штукатуркой толщиной 25 мм или металлическим листом поверх слоя теплоизоляционного материала. Перед топкой для обеспечения пожарной безопасности должен находиться металлический лист размерами 500x700 мм, расположенный широкой стороной к печи. Рекомендуемая высота дымохода для печи-каменки составляет не менее 3 метров от выхода из печи. Металлическая труба дымохода должна крепиться внутри перекрытия во избежание давления массы трубы на печь. Труба дымохода должна всегда быть выше конька крыши. Если крыша плоская, труба должна подниматься на 0,5м над ней. В чердачных помещениях не допускается устройство очистных отверстий в дымовых трубах. Установка дополнительных задвижек (вьюшек, заслонок) в дымовой трубе не рекомендуется. Данная конструкция во время эксплуатации будет испытывать большие нагрузки, а именно: вес самой конструкции, нагрузки груза (вода, камни), сжатие и расширение металла под воздействием высоких температур, высокая влажность (возможность коррозии). Для изготовления используются следующие материалы: труба Ø 121мм с толщиной стенки 2мм. изготовлена из стали Сталь20. листовой металл толщиной 4мм. Сталь Ст3пс. крепежные детали заводского исполнения. кран заводского исполнения(2шт) стальной пруток диаметром 8мм. Сталь20. Все свариваемые материалы содержат углерода не более 0,25%. А значит, данные стали являются низкоуглеродистыми конструкционными и обладают хорошей свариваемостью. Кроме углерода данные стали содержат небольшое количество Mn, Si, S и P. 1.2 Выбор и обоснование способа сварки и оборудования Способы сварки, которые могут быть использованы для выполнения сварочных работ при изготовлении данной конструкции: ручная дуговая сварка покрытым электродом полуавтоматическая сварка в защитных газах газовая сварка Для изготовления данной работы я выбрал ручную дуговую сварку покрытым электродом, так как этот способ обеспечивает: хорошую производительность; невысокую трудоёмкость; отличается невысокой вредностью; возможность сварки во всех пространственных положениях; сварочный пост легок в обслуживании и передвижении; возможность сварки практически всех металлов; сварка металлов толщиной 1-200мм. В пост для данного способа входит следующее оборудование и инструменты: Источник питания Пусковой включатель Сварочные кабели Электрододержатель Инструменты для сборки и сварки В качестве источника питания сварочной дуги я выбрал аппарат сварочный выпрямитель инвертор ВЕКТОР ARC-200. Сварочный инвертор это - электронный сварочный аппарат с совершенно новыми свойствами и возможностями. Технические возможности. • Отключение напряжения на дуге при коротком замыкании (КЗ) электрода на свариваемую деталь (функция "anti sticking"). Срабатывает, через 0,5 сек. после начала КЗ. Прилипания, или как еще говорят "примораживания" электрода и нагрева аппарата не происходит. • А вот при правильном возбуждении дуги - легким касанием ("чирканьем") электрода о деталь, инвертор генерирует дополнительный импульс тока (функция "hot start"). Возбуждение дуги существенно облегчается. • При неизбежных небольших местных КЗ в процессе сварки, инвертор генерирует серию коротких, но мощных импульсов тока, которые разрушают образующиеся перемычки из жидкого металла (функция "arc force"). Я выбрал инверторную сварку по следующим причинам: - Потребление электроэнергии сварочным инвертором, при той же интенсивности и продолжительности сварки - почти в 2 раза меньше, чем у обычных сварочных трансформаторов или выпрямителей. - Вес сварочного инвертора - в 5-10 раз меньше. Аппарат (сварочный инвертор) на плечо и забыли о его существовании. Только в проводах не запутаться. - У сварочного инвертора стабильный постоянный ток. - Плавная и глубокая регулировка тока, вплоть до 10-15А. Даже электродом диаметром 1,6мм сварочный инвертор варит очень качественно. стабильный постоянный ток, не зависящий от скачков входного напряжения. - Очень незначительное разбрызгивание металла при сварке. - Вырабатываемый инвертором постоянный ток имеет идеально подходящие для сварки внешние вольт -амперные характеристики, которые, легко регулируются для каждого конкретного вида сварки и типа сварного соединения. - КПД сварочного инвертора превышает 90%, а значение соs φ приближается к 1, поэтому почти вся потребляемая этим аппаратом электроэнергия высвобождается на дуге.  Рисунок 2- Сварочный выпрямитель инвертор ВЕКТОР ARC-200. Таблица 1- Технические характеристики ARC-200 Вектор:
После вырезки заготовок, для получения качественных швов зачищаю кромки заготовок угловой шлифовальной машиной Bosch GWS 11-125 CIV.  Рисунок 3- УШМ Bosch GWS 11-125 CIV Угловая шлифмашина Bosch GWS 11-125 CIV компактная, с защитой от обратного удара, имеет систему KickBack Stop для выключения при заклинивание диска, применяется для резки, шлифовки бетона, камня и металла. Шлифмашина, оснащена электронным оборудованием для поддержания постоянного числа оборотов даже при большой нагрузке, имеет защиту от перегрузки, плавный пуск и ограничение пускового тока. Есть функция автоматического выключения при заклинивании диска. Шлифмашина имеет прямое охлаждение электродвигателя для защиты от перегрева и увеличения срока службы. Оснащена фиксируемым защитным кожухом, который быстро и просто закрепляется, надежно защищает. Имеет возможность выбора рабочего положения за счет головки редуктора, которая может поворачиваться по отношению к корпусу инструмента с шагом в 90°. Благодаря этому можно выбрать оптимально комфортную позицию для работы. Шлифмашина удобна в обращении благодаря эргономичной форме корпуса, имеет возможность крепления дополнительной рукоятки как с левой, так и с правой стороны. Дополнительная рукоятка с системой гашения вибрации Vibration Control снижает уровень вибрации на 70%, уменьшает нагрузку на суставы. Инструмент можно использовать вместе с быстрозажимной гайкой SDS-Click. Таблица 2- Технические характеристики УШС Bosch GWS 11-125 CIV:
Для резки листового металла я применяю гильотинные ножницы, механические НГ 4,5х2500. Данные ножницы используются для резки листового и профильного металла толщиной до 4,5мм при ширине листа 2,5метра.  Рисунок 4- Гильотинные ножницы механические НГ 4,5х2500. Ножницы марки НГ обладают небольшими габаритами и сравнительно небольшим весом, что гарантирует удобность и маневренность работы, гильотина не нуждается в подводе воздуха и гидравлике. Гильотины НГ считаются так же очень энергоэкономичным инструментом, так как оборудование потребляет электроэнергию только на полном ходу. Таблица 3- Технические характеристики гильотинных ножниц НГ 4,5х2500:
Электрододержатель - один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда. Электрододержатель выбранной мной марки ЭД-315 «Сатурн» способен выдерживать силу тока до 300А., с пружинным зажимным устройством. Он удовлетворяют следующим требованиям: небольшой вес; удобен в обращении; имеет надёжную изоляцию; не нагревается при работе; обеспечивает наиболее полное расплавление электрода; обеспечивать быстрое и надёжное закрепление электрода в удобном для сварки положении; его зажимное устройство действует без больших усилий как при закрепление электрода, так и при его смене; присоединение сварочного провода к стержню держателя прочное и обеспечивает надёжный контакт. Сварочные провода. Сечение сварочного кабеля, присоединяющего источник питания к электрододержателю, подбирают в зависимости от наибольшей величины сварочного тока, я использую ток до 240А а для данного тока используется сечение кабеля 25 мм. Так как используемое мной напряжение не превышает 220В я использую гибкий(медный) провод. Общая длина сварочного кабеля должна быть не более 30-40м, так как при более длинном кабеле ухудшается процесс сварки из-за падения напряжения в сварочной цепи. Я использую кабели марки ПРГД. Щитки и маски применяются для предохранения глаз и кожи лица сварщика от вредного влияния ультрафиолетовых лучей и брызг расплавленного металла. За процессом сварки наблюдают через специальные стёкла. Тёмные стёкла - светофильтры, бывают нескольких марок которые, выбираются в зависимости от величины используемого тока. Я использую силу тока до 200А и поэтому выбираю светофильтр марки С - 6. Для предохранения от брызг металла светофильтры закрывают прозрачным стеклом. В процессе работы я пользуюсь инструментами для зачистки кромок от ржавчины и других загрязнений, а также для вырубки дефектов и зачистки швов от шлака. Для этого применяю металлическую проволочную щётку, зубило, молоток, пассатижи, комбинированное зубило с рукояткой, имеющее один заострённый конец, а другой конец в виде обычного зубила. В спецодежду, которую я использую, входят куртка, брюки, а также рукавицы, изготовленные из плотного брезента. Брюки носят навыпуск, а куртку - не заправляют в брюки. Чтобы избежать попадания расплавленного металла, карманы куртки должны закрываться, куртка должна застёгиваться на все пуговицы. 1. 3 Выбор сварочных материалов и режимов сварки и резки металлов Все сварочные работы выполняются при помощи ручной дуговой сварки покрытыми электродами. Сварочный электрод - это устройство, предназначенное для подвода тока к месту сварки. Такие электроды могут использоваться при выполнении ручной дуговой сварки. Покрытия электродов создают при сварке защиту от кислорода и азота воздуха расплавленного металла в процессе переноса его и в самой сварочной ванне, а также стабилизируют горение дуги, очищают металл сварочной ванны от вредных примесей и легируют металл шва для улучшения его свойств. Качество сварного шва зависит от правильно выбранных показателей режимов сварки, силы сварочного тока и угла наклона электрода. Угол наклона электрода сварщик регулирует за счет формирования шва, а сила сварочного тока выбирается от диаметра электрода и пространственного положения шва. Используемые мной материалы хорошо свариваемы без образования закалочных структур и трещин электродами марки ОЗС-12, они имеют рутиловое покрытие. В состав данного покрытия входят: природные минералы рутила, карбонат кальция, ферромарганец и магний. Эта группа электродов мало склонны к образованию пор. Электродами с рутиловым покрытием можно варить во всех пространственных положениях, как переменным, так и постоянным током. Данный вид покрытия меньше всего наносит вред дыхательным путям сварщика. В процессе сварки рутиловое покрытие обеспечивает устойчивое горение дуги, хорошее формирование шва, а также минимальное, разбрызгивание металла. Металл, направленный электродами с рутиловым покрытием, содержит до 0,12% С; 0,4—0,7% Мn; 0,1-0,3% Si; 0,04% S и Р каждого. Э46-ОЗС-12-4-УД / И-432-Р 26 ГОСТ 9466-75 ГОСТ 9467-75 ГОСТ 59224-75 346 - тип электрода ОЗС-12- марка электрода 4 - диаметр электрода У - для сварки углеродистых, низкоуглеродистых сталей временным сопротивлением 600 МПа Д- особо толстое покрытие Е-432 - указывает характеристику наплавки металла Р - рутиловое покрытие 2 - швы выполняются во всех пространственных положениях 6 - для сварки на переменном и постоянном токе обратной полярности. Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки и получения качественных сварочных швов. Показатели режима сварки делятся на две группы: Основные: - Диаметр электрода - Сила сварочного тока - Напряжение дуги, зависит от длины дуги - Скорость сварки. Дополнительные: - Угол наклона электрода - Колебательные движения - Тип и марка сварочных материалов - Вылет электрода. Выбор режима ручной дуговой сварки обычно сводится к определению диаметра электрода и силы сварочного тока. Напряжение на дуге, скорость сварки и угол наклона электрода выбираются самим сварщиком, это зависит от вида сварного соединения, марки стали и от положения швов в пространстве. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения. При сварке металла толщиной до 4 мм диаметр электрода берется, равным толщине свариваемой стали. При сварке стали большей толщины, применяют электроды диаметром 4-6 мм при условии провара металла соединяемых деталей и правильного формирования шва но используется многослойная сварка. Сварку печи-каменки буду производить электродами d 3_4 мм т.к. толщина стенок заготовок 4мм. Электроды d 3 мм использую для проварки корня шва. Сила сварочного тока выбирается по следующим формулам: J=(6d+20)хdЭл где J-сила тока (А), d-диаметр электрода (мм). Выбираем силу тока для сварки данной конструкции: J= (6х4+20) х4=176А J= (6х3+20) х3=114А По данным формулам мы выбираем силу сварочного тока для швов в нижнем положении. Для вертикальных швов уменьшаем её на 10%. Для горизонтальных и потолочных уменьшаем на 15-20%, для того что бы жидкий металл не вытекал из сварочной ванны. J= (176А-10%) =158,4А. J= (114А-15%) =95,9А. Относительно малый сварочный ток ведет к неустойчивому горению дуги, не провару и малой производительности. Чрезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и не провару, повышенному разбрызгиванию электродного материала и ухудшению формирования шва. 1.4 Разработка технологической схемы сборки и сварки При разработке данной схемы произвожу деление конструкции на сварочные узлы и подузлы: Бак для воды. Заслонка трубы. - корпус заслонки - заслонка Ёмкости для камней. - ящик для камней - крышка ящика Лицевая стенка. Корпус печи. Изготовление Печи - каменки я начинаю с вырезки заготовок. Из листового металла толщиной 3-4мм с помощью гильотинных ножниц механических - НГ 4,5х2500 и угловой шлиф машины Bosch GWS 11-125 CIV вырезаю: - 2 прямоугольника для боковых стенок бака 800х300мм - 2 прямоугольника для передней и задней стенок бака 800х500мм - 2 прямоугольника для днища и верха бака 500х300мм с вырезанными в центре отверстиями диаметром 121мм. - трубу диаметром 121мм и длиной 900мм. - 2 прямоугольника для верхней и нижней стенки заслонки 300х150мм с вырезанными в них отверстиями диаметром 121мм. - 2 полосы 300х5мм для боковых стенок заслонки. - полоса 150х5мм для задней стенки заслонки. - прямоугольник 300х145мм для задвижки заслонки. - 2 прямоугольника для боковых стенок ящика 500х150мм. - 2 прямоугольника для передней и задней стенки ящика 150х400мм. - прямоугольник 500х400мм для днища ящика. - прямоугольник 502х402мм для крышки ящика. - прямоугольник 700х500мм для плиты печи - прямоугольник 750х500мм для верхнего дымохода. - прямоугольник 700х500мм для нижнего дымохода. - прямоугольник 800х500мм для задней стенки печи. - 2 прямоугольника 1000х800мм для боковых стенок печи. - прямоугольник 800х500мм для лицевой стенки печи-каменки. С выпиленным отверстием 200х350мм в 30мм от низа и в 75мм от краев (дверца печи). - полоса 25х400мм для ручки ящика. - полоса 20х200мм для защелки. - полоса 20х40мм для крючка. Бак для воды: К отверстию в днище бака привариваем трубу, которая создает естественную тягу, благодаря которой из топочной камеры выводятся продукты сгорания твердого топлива. Тем самым обеспечивается достаточный приток воздуха в топочную камеру, который необходим для горения. Далее с помощью прихваток присоединяем к днищу встык и под углом 90о боковые стенки бака, а потом таким же образом его переднюю и заднюю стенки. Скрепляем их все между собой на прихватки. Верхнюю часть бака одеваем на трубу и прихватываем с внутренней стороны к боковым стенкам. Привариваем трубу к верхней части. Предварительно зачистив прихваточные швы, обвариваем бак со всех сторон для удобства сварки печь подвергается кантованию. Очищаем швы от шлака и загрязнений и зачищаем их с помощью угловой шлифовальной машиной Bosch GWS 11-125 CIV(таким же образом зачищаем швы во всех последующих случаях). 2)Заслонка трубы: Нижнюю и верхнюю части заслонки соединяю с помощью металлических полос боковых и задней, которые с помощью прихваток присоединяю сначала к нижней, а затем к верхней части. Предварительно зачистив, провариваем швы и зачищаем. У листа для задвижки с одной стороны шириной 145ммобрезаем углы на 30 градусов и вырезаем с той же стороны отверстие диаметром 40мм в 5мм от края. Задвижка будет устанавливаться внутри заслонки. 3)Ящик для камней: К дну ящика прихватываем его боковые и заднюю с передней стенки, соединяя их между собой прихваточными швами, далее обвариваем и зачищаем. В плите печи вырезаем отверстие 500х400 в 50мм от заднего края и в 150мм от переднего и с отступом от боков 50мм. В отверстие плиты ввариваем ящик. Из полосы выгибаем ручку для ящика высотой 50мм и длиной 200мм концы загибаем по 50мм с обеих сторон. Привариваем её в центре крышки ящика. Зачищаем швы. 4)Лицевая стенка: К дверце с левой стороны привариваем шарниры в 10мм от верха и низа, а потом привариваем их к левой кромке отверстия лицевой стенки печи, таким образом, устанавливая дверцу в нужное положение. В 150мм от правого края и 115мм от низа дверцы прожигаем отверстие, в которое вставляется болт, который проходит через защелку, с внутренней стороны печи на болт накручиваем гайку. В 30мм от дверцы и в 150мм от низа лицевой стенки привариваем загнутый пруток 20х20мм диаметром 8мм, на который будет одеваться защелка, предотвращая самооткрывание дверцы печи. 5)Корпус печи: К задней стенке корпуса печи прихватываем боковые, а к ним лицевую стенки. Обвариваем и зачищаем. Ввариваем нижний дымоход внутрь к лицевой и боковым стенкам на расстоянии 300мм от дна печи, между краем дымохода и задней стенкой печи остается расстояние в 300мм предназначенное для свободного прохождения дыма. Далее ввариваем верхний дымоход, но уже к боковым и задней стенкам печи в 250мм от нижнего, между ним и лицевой стенкой остается расстояние 250мм. Зачищаем все швы. Производим полную сборка печи: Привариваем бак для воды к корпусу печи, к её задней и боковым стенкам, так что бы между свариваемыми деталями ни оставалось зазоров. В трубу, выходящую из бака, ввариваем заслонку по диаметру вырезанного в ней отверстия. Заслонку привариваем так, что бы передняя часть задвижки была направлена к лицевой стенке печи. Далее сверху привариваем плиту с ящиком для камней к лицевой и боковым стенкам печи и к передней стенке бака. Провариваем и зачищаем все швы. После изготовления печь протапливается, бак предварительно заполняется водой. После того как она протопиться проверяем конструкцию на герметичность. Бак осматриваем на предмет появления течи, а печь выхода дыма наружу через сварные швы. Если не имеется ни тех, ни других, то печь полностью готова к эксплуатации. 2. Охрана труда и окружающей среды 1. В процессе производства работ работники обязаны выполнять требования настоящей инструкции, а также требования инструкций по эксплуатации применяемых в процессе работ машин, средств защиты, инструмента 2. В процессе производственной деятельности работодатель обязан обеспечить защиту работников от опасных и вредных производственных факторов, в том числе: а) защиты работников от падения с высоты. б) защиты работников и др. лиц от падения предметов с высоты. в) обеспечения электробезопасности. г) обеспечения пожаровзрывобезопасности. е) защиты работников и др. лиц от воздействия движущихся машин и механизмов. ж) защиты работников и др. лиц от воздействия вредных веществ, шума и вибрации. з) защиты работников от вредных климатических воздействий. 3. В случае обнаружения на рабочих местах нарушений требований безопасности работ, и возникновения угрозы личной безопасности или здоровью, работники должны обратиться к мастеру или начальнику службы 4. Работники, имеющие профессиональные навыки и не имеющие противопоказаний по возрасту или полу, согласно имеющейся профессии, перед допуском к работе должны пройти: а) медицинское освидетельствование; б) обучение и проверку знаний безопасных методов работ, подтверждаемых соответствующим удостоверением; в) вводный инструктаж по охране труда; г) первичный инструктаж на рабочем месте. 5. Находясь на участках работ и рабочих местах, работники обязаны выполнять правила внутреннего трудового распорядка, относящиеся к охране труда 6. Работники должны выполнять работы согласно имеющейся квалификации. 7. Работники обязаны поддерживать порядок на рабочем месте в процессе выполнения работ. 8. Применяемые в процессе работы средства защиты, механизированный инструмент, оборудование и технологическая оснастка должны быть использованы по назначению, в соответствии с инструкциями заводов-изготовителей по их эксплуатации и в порядке, установленном проектами производства работ, технологическими картами или др. технологическими документами. 9.Согласно Отраслевых норм бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты работникам, занятым на сварочных работах должны выдаваться: а) костюм брезентовый или костюм для сварщика; б) ботинки кожаные; в) рукавицы брезентовые. Требования безопасности перед началом работы. 1. Перед началом работы электросварщик обязан: а) иметь при себе удостоверение о проверке знаний безопасных методов работ; б) надеть спецодежду, специальную обувь установленного образца; в) получить задание на выполнение работы у мастера. 2. После получения задания у мастера электросварщик обязан: а) подготовить необходимые средства индивидуальной защиты; б) проверить рабочее место и подходы к нему на соответствие требованиям безопасности; в) подготовить инструмент, оборудование и технологическую оснастку, необходимые при выполнении работ, проверить их исправность. г) проверить выполнение требований пожаро и взрывобезопасности и вентиляции в зоне работы. 3. Электросварщик не должен приступать к работе при следующих нарушениях требований безопасности: а) отсутствии или неисправности защитного щитка, сварочных проводов, электродержателя, а также средств индивидуальной защиты; б) отсутствии или неисправности заземления корпуса сварочного трансформатораинвертора. в) недостаточной освещенности рабочих мест и подходов к ним; г) отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним; д) пожаровзрывоопасных условиях; е) отсутствии вытяжной вентиляции в случае работы в закрытых помещениях. Требования безопасности во время работы. 1.Электросварщик обязан выполнять работы при соблюдении следующих требований безопасности: а) место производства работ, а также нижерасположенные места должны быть освобождены от горючих материалов в радиусе не менее 5м, а от взрывоопасных материалов и установок — 10м; б) Сварка должна осуществляться с применением двух проводов, один присоединяется к электродержателю, а другой (обратный) - к свариваемой детали. Запрещается использовать в качестве обратного провода сети заземления металлические конструкции зданий, технологическое оборудование, и др. в) Места соединений должны быть заизолированы; соединение сварочных проводов методом скрутки не допускается; 2. Перед сваркой электросварщик должен убедиться, что кромки свариваемого изделия и прилегающая к ним зона (20-30 мм) очищены от ржавчины, шлака и т.п. Свариваемые детали до начала сварки должны быть надежно закреплены 3. Во время перерывов в работе электросварщику запрещается оставлять на рабочем месте электродержатель, находящийся под напряжением, сварочный аппарат необходимо отключать, а электродержатель закреплять на специальной подставке или подвеске Требования безопасности в аварийных ситуациях. 1. При обнаружении в процессе работы загораний необходимо работу приостановить и принять меры к их тушению. 2. В случае возникновения неисправности сварочного инвертора, сварочных проводов, электродержателей, защитного щитка или шлема-маски необходимо прекратить работу и сообщить об этом мастеру. Возобновить работу можно только после устранения всех неисправностей соответствующим персоналом. 3. В случае возникновения загазованности помещений при отсутствии вытяжной вентиляции работы необходимо приостановить и проветрить помещение. Требования безопасности по окончании работы. 1. По окончании работы электросварщик обязан: а) отключить электросварочный аппарат; б) привести в порядок рабочее место, собрать инструмент, смотать в бухты сварочные провода и убрать в отведенные для их хранения места; в) убедиться в отсутствии очагов загорания, при их наличии залить водой; г) обо всех нарушениях требований безопасности, имевших место в процессе выполнения работы, сообщить мастеру. Техника безопасности при работе с гильотинными пресс - ножницами. 1. Перед началом работы на пресс - ножницах работник обязан: Надеть спецодежду, предусмотренную нормами, утвержденными директором. Получить от руководителя работ устное или письменное задание, инструктаж о безопасных методах и приемах работы; Привести в порядок рабочее место, убрав посторонние предметы; Проверить исправность концевых выключателей, пусковых кнопок, ограждения; Проверить заземление станины пресс-ножниц; Проверить исправную работу пресс-ножниц в холостом режиме. 2. При работе на сортовой секции отрезки фасонного профиля, сортового, листового и полосового проката необходимо: Ввести в гнездо инструмента прокат и выставить его либо по разметке, либо установить в упор для отрезки мерных заготовок и только после этого произвести рез; Запрещается отрезать полосу, имеющую на своей поверхности масляные пятна; 3. Запрещается на пресс - ножницах: Пробивать отверстия размером более 13 мм; Работать при снятых ограждениях; Производить наладку, обслуживание и смазку при включенном двигателе; Подавать материал в пресс ножницы со стороны противоположной пультам управления; Производить чистку и обтирку на ходу, работать при неисправных блокировках. 4. Отключение цепи управления производить всякий раз при перерывах в работе. 5. По окончании работы отключить цепи управления, привести в порядок рабочее место, очистить ножницы от пыли и грязи, вытереть и смазать трущиеся части , закрыть пусковую аппаратуру Техника безопасности при работе с УШМ. Очень важно соблюдать все правила безопасной работы с устройством, потому как скорость, с которой вращается диск, достигает 15000 оборотов в минуту. Вот они: Использовать защитный кожух для защиты от осколков при разрушении диска. Диски должны полностью соответствовать типу УШМ относительно диаметра, толщине и частоте оборотов · Наряду с болгарками применяются легкие абразивные диски, которые не способны нанести поражение человеку, даже при разрыве. Но во время использования УШМ необходимо сводить риск к минимуму. Крепко держите машину, так как при заклинивании диска возможен отскок устройства из рук. Когда диск был уронен либо ударен, он не должен применяться, потому, как может повлечь его разрыв. Во время работы необходимо надевать очки, чтобы избежать попадания мелких частей или иного материала, который подвергается обработке. Также использовать необходимо и респиратор, чтобы на легких не оседали мелкие частицы. При работе с устройством необходимо носить соответствующую одежду, чтобы избежать возможных ожогов. Машина во время обработки должна быть под одним углом. Если скорость очень высока, тогда происходит деформирование диска и теряется его прочность. Если произойдет отклонение диска во время работы, он может лопнуть, а частицы могут порезать и нанести другие повреждения. Использовать защитные наушники, особенно, если работать приходится в закрытых помещениях. Мероприятия по защите окружающей среды При сварочных работах воздушная среда производственных помещений загрязняется сварочными аэрозолями, в состав которых могут входить оксиды марганца, хрома, цинка и кремния, фтористые и другие соединения, а также газы (оксиды углерода и азота, озон и др.). Эти вещества оказывают неблагоприятное воздействие на окружающую среду. Особое место среди загрязнителей занимают радионуклиды, которые опасны тем, что убивают всё живое, а природа не может от них самоочищаться, так как периоды полураспада нуклидов длятся годы и десятилетия. В воздух и водную среду выбрасывается колоссальное количество золы, пыли, оксидов, а также много фосфора, фтора, мышьяка, ртути, селена, бора и др., причём речь идёт не только о сварке, но и о других, более вредных для окружающей среды отраслям современной промышленности. Защита окружающей среды – это комплексная проблема, требующая усилий специалистов многих специальностей. Наиболее эффективной формой защиты окружающей среды от вредного воздействия выбросов промышленных предприятий является полный переход к безотходным и малоотходным технологиям. Методы очистки газовых выбросов и сточных вод классифицируются следующим образом: По виду загрязнения – от пылевыноса, тумана, брызг; очистка сточных вод от твёрдых частиц, маслопродуктов (отстаивание, процеживание); По процессу очистки – механические (фильтры, циклоны, пылеуловители) и физико-химические (абсорберы, печи, катализаторы); сточные воды очищаются гидромеханическим (процеживание и отстаивание), химическим (нейтрализация) и термическим (выпаривание и сжигание) путём. Важным направлением экологизации промышленного производства следует считать: совершенствование технологических процессов и разработку нового оборудования с меньшим уровнем выбросов, примесей и отходов в окружающую среду; экологическую экспертизу всех видов производства и промышленной продукции; замену токсичных отходов на нетоксичные; широкое применение дополнительных методов и средств защиты. В качестве дополнительных методов средств защиты применяют: аппараты для очистки газовых выбросов, сточных вод от примесей; глушители шума при выбросе газов в атмосферу. Эти средства защиты постоянно совершенствуются и широко внедряются в технологические и эксплуатационные циклы во всех отраслях народного хозяйства. Список литературы: И.С. Вышнепольский «Техническое черчение» М.: Высшая школа, 1984 – 208 с. А.А. Николаев, А.И. Герасименко «Электрогазосварщик» Ростов – на – Дону.: Феникс, 2005 – 383 с. В.М. Рыбаков «Дуговая и газовая сварка», М.: Высшая школа, 1986-207с. И.И. Соколов «Газовая сварка и резка металлов» М.: Высшая школа, 1986 – 304 с. В.В. Степанов «Справочник сварщик», М.: Машиностроение, 1982 – 560 с. Г.Г. Чернышов «Сварочное дело. Сварка и резка металлов», М.: Проф Обр Издат, 2002 – 494 с. Л.П. Шебеко «Оборудование и технология дуговой автоматической и механизированной сварки», М.: Высшая школа, 1986 – 208 с. Приложение  Печь буржуйка  Технологическая карта сварки печи | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||