Определение элементов посадок гладких цилиндрических соединений. Курсовой проект по дисциплине Метрология, стандартизация, сертификация на тему Определение элементов посадок гладких цилиндрических соединений
 Скачать 331.35 Kb. Скачать 331.35 Kb.
|

|
Санкт-Петербургский государственный морской технический университет Кафедра материаловедения и технологии материалов Курсовой проект по дисциплине «Метрология, стандартизация, сертификация» на тему «Определение элементов посадок гладких цилиндрических соединений» Выполнил: обучающийся группы \ \ Проверил: старший преподаватель \ Санкт-Петербург 2021 Индивидуальное задание. Вариант №4 Определение предельных отклонений, допусков, зазоров, натягов. 1.1. Определить при номинальном размере 112 мм предельные отклонения и предельные размеры для полей допусков g6, h6, n6, p6, G7, H7, N7, P7. Источник: ГОСТ 25346-89, ГОСТ 25347-82. 1.1.1. Указанные поля допусков имеют 6-й квалитет для валов и 7-й квалитет для отверстий. Для номинального размера 112 мм определяем величину допуска: для валов: IT6 = 0,022 мм для отверстий: IT7 = 0,035 мм 1.1.2. Определяем значения основных отклонений для вала dn=112 мм: основное отклонение g для всех квалитетов: es = – 0,012 мм основное отклонение h для всех квалитетов: es = 0 мм основное отклонение n для всех квалитетов: ei = + 0,023 мм основное отклонение p для всех квалитетов: ei = + 0,037 мм 1.1.3. Определяем вторые предельные отклонения для вала dn=112 мм: для g6: ei = es – IT = – 0,012 – 0,022 = – 0,034 мм для h6: ei = es – IT = 0 – 0,022 = – 0,022 мм для n6: es = ei + IT = + 0,023 + 0,022 = + 0,045 мм для p6: es = ei + IT = + 0,037 + 0,022 = + 0,059 мм 1.1.4. Определяем предельные размеры вала dn=112 мм: для g6: dmax = dn + es = 112 + (– 0,012) = 111,988 мм dmin = dn + ei = 112 + (– 0,034) = 111,966 мм для h6: dmax = dn + es = 112 + 0 = 112,000 мм dmin = dn + ei = 112 + (– 0,022) = 111,978 мм для n6: dmax = dn + es = 112 + (+ 0,045) = 112,045 мм dmin = dn + ei = 112 + (+ 0,023) = 112,023 мм для p6: dmax = dn + es = 112 + (+ 0,059) = 112,059мм dmin = dn + ei = 112 + (+ 0,037) = 112,037 мм 1.1.5. Определяем значения основных отклонений для отверстия Dn=112 мм: основное отклонение G для всех квалитетов: EI = + 0,012 мм основное отклонение H для всех квалитетов: EI = 0 мм основное отклонение N для 7-го квалитета: ES = – 0,010 мм основное отклонение P для всех квалитетов: ES = – 0,037 мм 1.1.6. Определяем вторые предельные отклонения для отверстия Dn=112 мм: для G7: ES = EI + IT = + 0,012 + 0,035 = + 0,047 мм для H7: ES = EI + IT = 0 + 0,035 = + 0,035 мм для N7: EI = ES – IT = – 0,010 – 0,035 = – 0,045 мм для P7: EI = ES – IT = – 0,037 – 0,035 = – 0,072 мм 1.1.7. Определяем предельные размеры отверстия Dn=112 мм: для G7: Dmax = Dn + ES = 112 + (+ 0,047) = 112,047 мм Dmin = Dn + EI = 112 + (+ 0,012) = 112,012 мм для H7: Dmax = Dn + ES = 112 + (+ 0,035) = 112,035 мм Dmin = Dn + EI = 112 + 0 = 112,000 мм для N7: Dmax = Dn + ES = 112 + (– 0,010) = 111,990 мм Dmin = Dn + EI = 112 + (– 0,045) = 111,955 мм для P7: Dmax = Dn + ES = 112 + (– 0,037) = 111,963 мм Dmin = Dn + EI = 112 + (– 0,072) = 111,928 мм 1.2. Построить схемы расположения указанных полей допусков вала и отверстия, на схемах указать номинальный размер, предельные отклонения с соответствующим знаком («+» или «–»), предельные размеры. 1.3. Сочетанием полей допусков образовать рекомендуемые (в т.ч. предпочтительные) посадки в системе отверстия и в системе вала. Построить схемы расположения полей допусков этих посадок, на схемах указать номинальный размер, предельные отклонения с соответствующим знаком («+» или «–»), предельные размеры, предельные зазоры или натяги, условные обозначения посадок. Описать назначение полученных посадок и рассчитать их параметры. В системе отверстия можно составить посадки: H7/g6, H7/p6, H7/n6, H7/h6 из них рекомендуемыми являются: H7/g6, H7/p6, H7/n6, H7/h6 из них предпочтительными являются: H7/g6, H7/p6, H7/n6, H7/h6 В системе вала можно составить посадки: G7/h6, N7/h6, P7/h6, H7/h6 из них рекомендуемыми являются: G7/h6, N7/h6, P7/h6, H7/h6 из них предпочтительными являются: N7/h6, P7/h6, H7/h6 Описание и расчет параметров посадок: H/g (G/h) – посадка c зазором «движения». Обеспечивает центрирование и герметичность для подвижных соединений. Пример: золотники, клапаны, плунжеры. H7/g6: Smin = Dmin – dmax = EI – es = 112,000 – 111,988 = 0 – (–0,012) = 0,012 мм Smax = Dmax – dmin = ES – ei = 112,035 – 111,966 = 0,035 – (–0,034) = 0,069 мм G7/h6: Smin = Dmin – dmax = EI – es =112,012 –112,000= 0,012 – 0 = 0,012 мм Smax = Dmax – dmin = ES – ei =112,047 – 111,978 = 0,047 – (–0,022) = 0,069 мм Допуск посадки TS = TD + Td = Smax – Smin = 0,022 + 0,035= 0,069 – 0,012 = 0,057 мм H/h – посадка с зазором «скользящая». Обеспечивает наилучшее центрирование для малоподвижных или неподвижных часто разбираемых соединений. Не применяется для скоростного вращения, т.к. вал может нагреться и заклинить в отверстии. Пример: сменные шестерни, фрезы на оправках, пиноль задней бабки токарного станка, корпуса для подшипников качения. H7/h6: Smin = Dmin – dmax = EI – es =112,000 – 112,000 = 0 – 0 = 0 мм Smax = Dmax – dmin = ES – ei =112,035 – 111,978 = 0,035 – (–0,022) = 0,057 мм Допуск посадки TS = TD + Td = Smax – Smin = 0,022 + 0,035= 0,057 – 0 = 0,057 мм H/n (N/h) – глухая посадка. Применяют для наиболее прочных соединений, работающих под нагрузками, ударами и вибрациями, требующих разборки только при капитальном ремонте. Сборка производится под прессом. H7/n6: Smax = Dmax – dmin = ES – ei = 112,035 – 112,023 = 0,035 – 0,023 = 0,012 мм Nmax = dmax – Dmin = es – EI = 112,045 – 112,000 = 0,045 – 0 = 0,045 мм Допуск посадки TS(N) = TD + Td = Smax + Nmax = 0,022 + 0,035= 0,012 + 0,045 = 0,057 мм N7/h6: Smax = Dmax – dmin = ES – ei = 111,990 – 111,978 = -0,010 – (-0,022) = 0,012 мм Nmax = dmax – Dmin = es – EI = 112,000 – 111,955 = 0 –(– 0,045) = 0,045 мм Допуск посадки TS(N) = TD + Td = Smax + Nmax = 0,022 + 0,035 = 0,012 + 0,045 = 0,057 мм H/p (P/h) – легко прессовая посадка. Применяют для прочных соединений без сильной запрессовки из-за малой прочности материала или опасности деформировать детали. H7/p6: Nmin = dmin – Dmax = ei – ES = 112,037 – 112,035 = 0,037 – 0,035 = 0,002 мм Nmax = dmax – Dmin = es – EI = 112,059 – 112,000 = 0,059 – 0 = 0,059 мм P7/h6: Nmin = dmin – Dmax = ei – ES = 111,978 – 111,963 = – 0,022 – (–0,037) = 0,015 мм * Nmax = dmax – Dmin = es – EI = 112,000 – 111,928 = 0 – (–0,072) = 0,072 мм * * Если допуск отверстия больше допуска вала, то посадка в системе вала дает более высокие значения натягов. Допуск посадки TN = TD + Td = Nmax – Nmin TN = 0,022 + 0,035 = 0,072 – 0,015 (или 0,059 – 0,002) = 0,057 мм 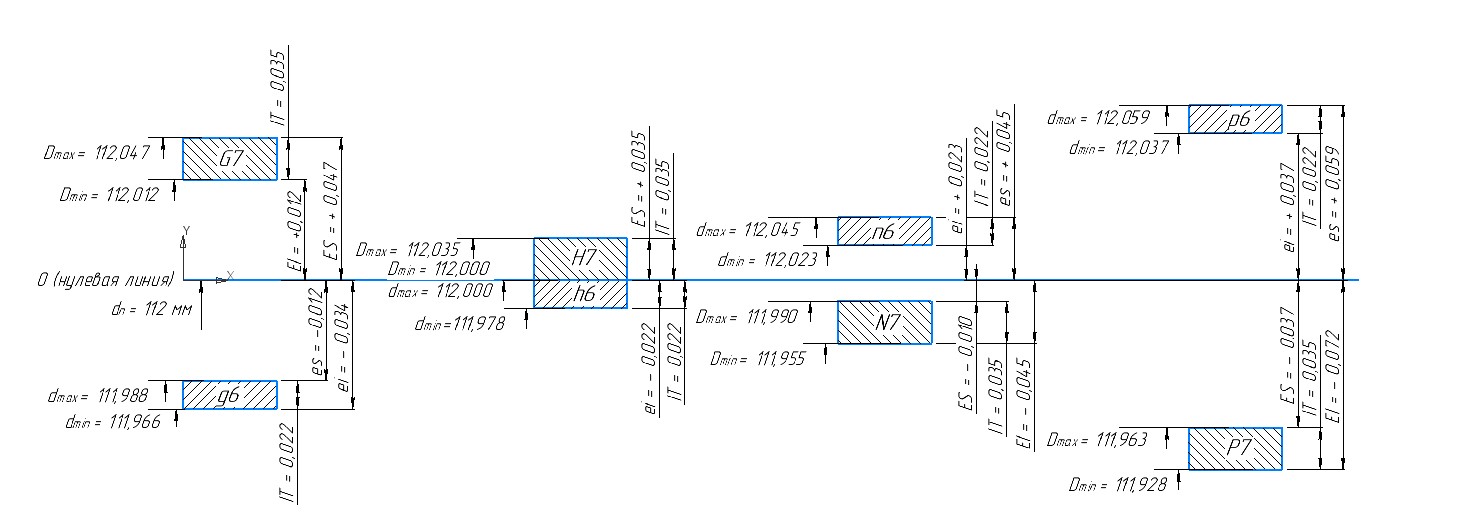 Рис.1. Схемы полей допусков g6, h6, n6, p6, G7, H7, N7, P7 при номинальном размере 112 мм. 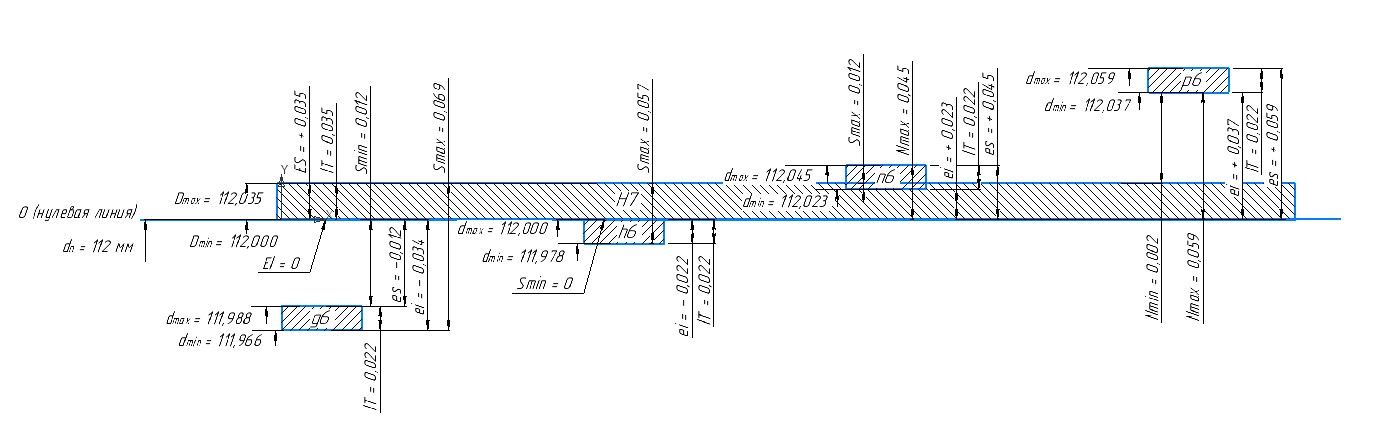 Рис.2. Посадки в системе отверстия: H7/g6; H7/h6; H7/n6; H7/p6 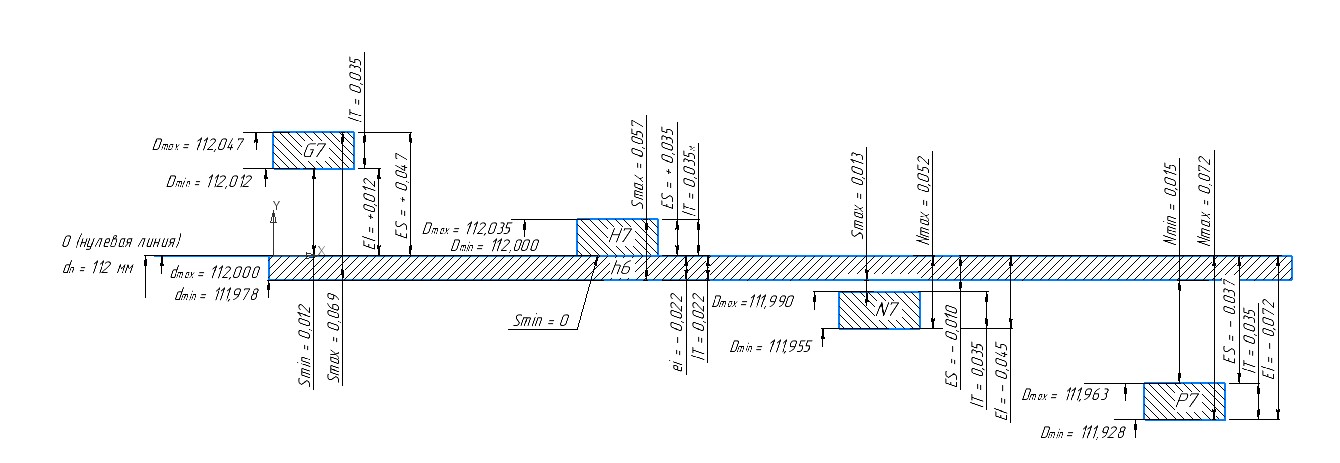 Рис.3. Посадки в системе вала: G7/h6; H7/h6; N7/h6; P7/h6 |