Министерство образования и науки Челябинской области
ГБПОУ «Ашинский индустриальный техникум»
Курсовой проект
Разработка технологии монтажа рабочей клети
листоправильной машины в условиях Листопрокатного цеха №1
Руководитель работы
____________ Разбежкина И.Л
Согласовано
Нормоконтролер
_________ Наливайко И.И
Разработал студент
группы ЗТО–17
____________ Морозов А. Д
Аша 2020г
.
Содержание
Введение
1 Общая часть.
1.1 Описание назначения, конструкции и работы ЛМП.
1.2 Кинематическая схема ЛПМ (механизмов).
1.3 Характеристики смазки ЛМП.
2 Специальная часть.
2.1 Описание монтажа ЛПМ.
2.2 Подготовка ЛПМ к монтажу .
2.3 Наладка, испытания и пуск ЛПМ.
2.4 Технологические расчеты.
2.5 Описание приспособлений.
3 Охрана труда.
3.1 Техника безопасности при проведении ремонта машины.
3.2 Противопожарные мероприятия.
Список литературы.
|
3
4
4
9
10
13
13
13
15
16
20
21
21
23
26
|
Введение
Основной путь к повышению производительности труда на предприятиях отечественного машиностроения – это широкое внедрение новой техники и прогрессивной технологии: станков с числовым программным управлением, роторных, роторноконвейерных и других автоматических линий, автоматизированных и роботизированных комплексов, гибких производственных систем. Для этого необходимо совершенствовать ремонтное производство, обеспечивая надежную работу машин и оборудования во всех отраслях народного хозяйства. Важно развивать фирменный ремонт и обслуживание силами изготовителей сложной и особо точной механики, обеспечить потребности в запасных частях к машинам и оборудованию. Определение границ экономической целесообразности ремонта, а на этой основе – оптимальных сроков службы оборудования и путей наиболее рациональной организации ремонтных работ приобретают все большее значение.
Целью курсового проекта является технология монтажа клети листоправильной машины горячей правки (ЛПМ).
Из выше поставленной цели были определены следующие задачи:
– проанализировать назначение, конструкцию, кинематическую схему и систему смазки ЛПМ горячей правки;
– составить документацию на монтаж клети ЛПМ горячей правки и произвести расчеты грузоподъемных механизмов и фундамента;
– произвести расчеты на материальные затраты при монтаже клети ЛПМ горячей правки и заработной платы.
1.Общая часть
1.1.Описание назначения, конструкции работы ЛПМ горячей правки
Механическое оборудование машины листоправильной (далее ЛПМ) предназначено для качественной правки горячекатаных полос в горячем состоянии из углеродистых, низколегированных и легированных марок сталей, реализуемой при температурах металла от 500°С до 850°С. ЛПМ устанавливается в линии стана после рольганга. Общий вид конструкции ЛПМ приведен на рисунке 1.
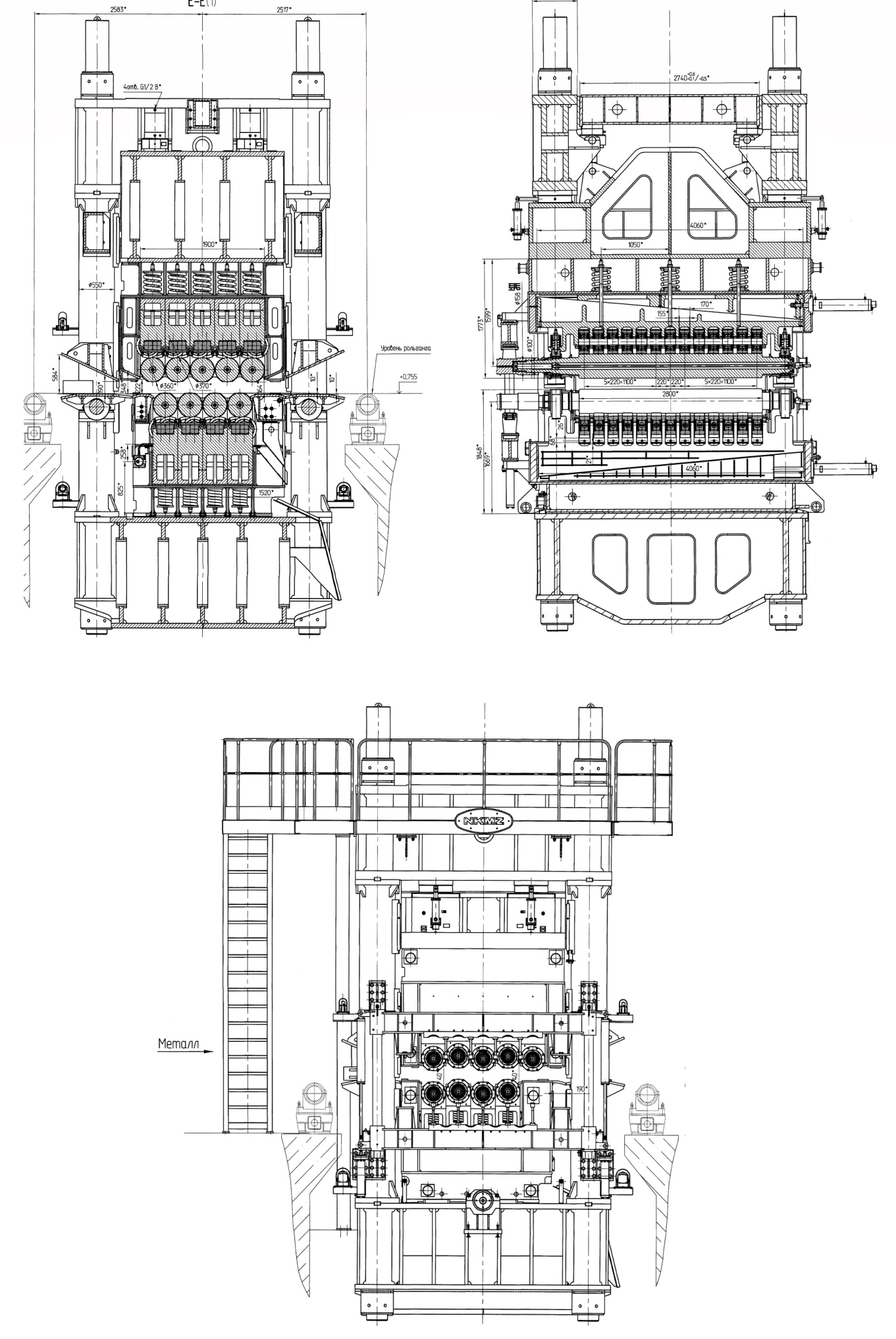
Рисунок 1- Общий вид конструкции ЛПМ.
Основные механизмы и узлы машины приведены в таблице 1.
Таблица 1- Основные узлы машины.
№ п/п
|
Наименование
|
Количество, штук
|
1
|
2
|
3
|
|
Клеть рабочая:
|
1
|
1.1
|
Узел станин
|
1
|
1.2
|
Кассета верхняя
|
1
|
|
Продолжение таблицы 1
|
1
|
2
|
3
|
1.3
|
Кассета нижняя
|
1
|
1.4
|
Устройство шпиндельное
|
1
|
1.5
|
Плитные настилы и ограждения
|
1
|
|
Привод листоправильной машины:
|
1
|
2.1
|
Электродвигатель K22F355M4
|
2
|
2.2
|
Редуктор Ц2–560 u=21,96
|
2
|
2.3
|
Редуктор раздаточный
|
1
|
2.4
|
Рама
|
1
|
|
Устройство выкатки кассет
|
1
|
3.1
|
Цилиндр гидравлический
|
1
|
3.2
|
Рама
|
1
|
3.3
|
Ролик в сборе
|
4
|
Технические характеристики машины приведены в таблице 2.
Таблица 2- Технические характеристики листоправильной машины.
№ п/п
|
Наименование параметра
|
Норма
|
1
|
2
|
3
|
1
|
Параметры обрабатываемых полос:
|
|
1.1
|
Толщина выправляемой полосы:
|
|
1.1.1
|
В девятивалковом режиме, мм.
|
от 5 до 25
|
1.1.2
|
В пятивалковом режиме, мм
|
от 25 до 70
|
1.2
|
Ширина выправляемой полосы, мм
|
от 1600 до 2700
|
1.3
|
Ширина транспортируемой полосы, мм
|
до 2800
|
1.4
|
Температура подката, °С
|
от 500 до 850
|
2
|
Характеристика материала обрабатываемых листов в горячем состоянии
|
|
2.1
|
Предел текучести, МПа
|
не более 580
|
3
|
Скорость правки, м/с
|
от 0,1 до 2,5
|
4
|
Скорость транспортировки, м/с
|
до 2,5
|
5
|
Усилие правки, МПа
|
не более 25
|
6
|
Параметры рабочих валков
|
|
6.1
|
Диаметр, мм
|
360/350
|
6.2
|
Длина бочки, мм
|
2800
|
6.3
|
Количество (верхних/нижних) валков в девятивалковом режиме, шт
|
9 (5/4)
|
7
|
Параметры опорных роликов
|
|
7.1
|
Диаметр, мм
|
370.
|
7.2
|
Длина бочки, мм
|
155
|
Продолжение таблицы 2
1
|
2
|
3
|
7.3
|
Количество роликов (верхних и нижних), шт
|
109 (57+52)
|
8
|
Расстояние между осями рабочих валков, мм
|
380
|
9
|
Установленная мощность главного привода, кВт
|
355х2
|
10
|
Величина неплоскостности после правки, мм
|
От 2 до 5
|
11
|
Годовой фонд рабочего времени, часа
|
6984
|
12
|
Гидрооборудование:
|
|
12.1
|
Гидроцилиндр перемещения траверсы, шт
|
4
|
12.1.1
|
Диаметр плунжера, мм
|
520
|
12.1.2
|
Ход рабочий/полный, мм
|
170/190
|
12.1.3
|
Давление в поршневой полости, МПа
|
32
|
12.2
|
Гидроцилиндр уравновешивания, шт
|
4
|
12.2.1
|
Диаметр поршня/штока, мм
|
270/125
|
12.2.2
|
Ход рабочий полный, мм
|
170/190
|
12.2.3
|
Давление в штоковой полости, МПа
|
16
|
12.3
|
Гидроцилиндр горизонтального перемещения
|
4
|
12.3.1
|
Диаметр поршня/штока, мм
|
120/80
|
12.3.2
|
Ход рабочий полный, мм
|
190/240
|
12.3.3
|
Рабочее давление, МПа
|
16
|
12.4
|
Гидроцилиндр устройства регулирования положения рабочих валков кассеты верхней/нижней, шт
|
5/4
|
12.4.1
|
Диаметр поршня штока, мм
|
125/60
|
12.4.2
|
Ход, мм
|
630
|
12.4.3
|
точность отработки заданного хода, мм
|
0,5
|
12.4.4
|
Скорость перемещения поршня, мм/сек
|
20
|
12.4.5
|
Давление жидкости в гидроцилиндрах
|
16
|
12.5
|
Гидроцилиндры привода шпиндельного устройства
|
|
12.5.1
|
Гидроцилиндры перемещения траверз, шт
|
2
|
12.5.1.1
|
Диаметр поршня/штока, мм
|
80/40
|
12.5.1.2
|
Ход, мм
|
778
|
12.5.1.3
|
Скорость перемещения поршня, мм/сек
|
50
|
12.5.1.4
|
Давление жидкости в гидроцилиндрах, МПа
|
16
|
12.5.2
|
Гидроцилиндры установки нижней траверзы, шт
|
2
|
12.5.2.1
|
Диаметр поршня/штока, мм
|
80/40
|
12.5.2.2
|
Ход, мм
|
415
|
12.5.2.3
|
Скорость перемещения поршня, мм/сек
|
50
|
12.5.2.4
|
Давление жидкости в гидроцилиндрах, МПа
|
16
|
12.6
|
Гидроцилиндр устройства смены кассет, шт
|
1
|
Продолжение таблицы 2
1
|
2
|
3
|
12.6.1
|
Диаметр поршня/штока, мм
|
240/125
|
12.6.2
|
Ход, мм
|
5000
|
12.6.3
|
Скорость перемещения поршня, мм/сек
|
50
|
12.6.4
|
Давление жидкости в гидроцилиндре, МПа
|
16
|
12.7
|
Гайка гидрораспорная, шт
|
1
|
12.7.1
|
Развиваемое усилие, Н
|
8022304
|
12.7.2
|
Максимальный ход, мм
|
25
|
12.7.3
|
Рабочее давление, МПа
|
32
|
12.7.4
|
Скорость перемещения, мм/мин
|
5
|
13
|
Электрооборудование, установленное на механизмах:
|
|
13.1
|
Электродвигатель асинхронный трехфазный типа K22F355M4 (фирма «VEM», Германия), шт
|
2
|
13.1.1
|
Мощность, Квт
|
355
|
13.1.2
|
Частота вращения, об/мин
|
1490
|
13.2
|
Выключатель бесконтактный индуктивный ВБИ–М30–91К–2113-3, шт
|
7
|
13.3
|
Датчик линейного перемещения BTL5-8162-M0200-K-SR32, шт
|
4
|
13.4
|
Лазерный барьер LT200M 24 VDC, Ф.MODULOC, шт
|
4
|
13.5
|
Отражатель REF–2HTW, Ф.MODULOC, шт
|
4
|
13.6
|
Датчик линейных перемещений BTL5-8162-MO650-K-SR32, “BALLUFF” (Германия), (механизм управления положением правильных валков кассеты верхней и нижней), шт
|
9
|
14
|
Редуктор цилиндрический Ц2–560, шт
|
2
|
14.1
|
Крутящий момент на тихоходном валу, кНм
|
77,5
|
14.2
|
Частота вращения быстроходного вала, об/мин
|
1490
|
14.3
|
Передаточное число, Uф
|
21,96
|
15
|
Клеть шестеренная, шт
|
1
|
15.1
|
Суммарный крутящий момент на выходных валах шестеренной клети, кНм
|
155
|
15.2
|
Частота вращения, об/мин
|
68
|
15.3
|
Максимальный крутящий момент на приводном шестеренном валке, кНм
|
122
|
15.4
|
Передаточное число, Uф
|
1
|
Продолжение таблицы 2
1
|
2
|
3
|
16
|
Расчетный крутящий момент муфты предохранительной с разрушающимся элементом, кНм
|
90
|
17
|
Обдув электрооборудования
|
|
17.1
|
Лазерный барьер, отражатель
|
Сжатым воздухом
|
17.1.1
|
Расход сжатого воздуха, л/мин
|
141
|
18
|
Охлаждение лазерного барьера и отражателя
|
Вода
|
18.1
|
Расход воды, л/мин
|
От 0,2 до 0,3
|
|
|
|
1.2 Устройство и работа ЛПМ
На листоправильной машине предусмотрены следующие режимы работы механического оборудования:
Режим правки.
Данный режим является основным рабочим режимом
работы ЛПМ. В данном режиме обрабатываемый металл подвергается правке методом многократного знакопеременного изгиба между девятью или пятью правильными валками, установленными в верхней и нижней кассетах. Валки расположены в шахматном порядке. При этом имеется возможность регулировать как положение верхней кассеты относительно нижней, так и положение каждого из валков кассет.
2.Режим перевалки.
Используется в случае, когда требуется произвести
замену комплекта кассет по причине износа рабочих валков или опорных роликов. Замена комплекта кассет осуществляется в ручном режиме управления с использованием средств автоматизации и механизации.
3.Режим калибровки.
После перевалки комплекта кассет требуется
произвести калибровку датчиков системы управления ЛПМ.
4.Режим аварийного раскрытия.
В случае аварийной остановки или забуривания металла в ЛПМ может быть использован режим аварийного раскрытия. Данный режим позволяет вручную осуществить раскрытие машины на максимальный зазор между валками за счет гидравлического аккумулятора.
1.3.Кинематическая схема ЛПМ
Кинематическая схема – это такая схема, на которой показана последовательность передачи движения от двигателя через передаточный механизм к рабочим органам и их взаимосвязь. На кинематических схемах изображают только те элементы машины или механизма, которые принимают участие в передаче движения без соблюдения размеров и пропорций.
На рисунке 2 показана кинематическая схема передачи крутящего момента от двигателей к рабочим валкам верхней и нижней кассет ЛПР.
|
 Скачать 1.85 Mb.
Скачать 1.85 Mb.