Владимиров. Курсовой проект Тема проекта Монтаж электрооборудования механического цеха. Выполнил студент группы мэ621 Владимиров А. А
 Скачать 0.52 Mb. Скачать 0.52 Mb.
|

|
Технические характеристики IEK ЛЛ- 12 8W G5 : Номинальная мощность 8 Вт . Световой поток 650Лм. Световая отдача 81лм/Вт. Цветовая температура 6500 К. Степень защиты IP 20 Тип цоколя G 5 Выбор и монтаж распределительных и осветительных щитов Для ввода и распределения электроэнергии между потребителями механического цеха потребуется распределительный пункт Пр1-Б 5357 с вводным автоматом с тепловой и электромагнитной защитой ВА 47-29. С вводно-распределительного устройства силовое напряжение попадает на силовой распределительный 13 групповой шкаф (ШРС) который в свою очередь также выбирают от значения номинального тока всех потребителей. Шкаф распределительный серии ЩУР2-3382-41УХЛЗ на номинальный ток 100А, преимущественно используется для приема и распределения электроэнергии в промышленных установках в закрытых помещениях с невзрывоопасной средой, не содержащей агрессивных газов, паров и пыли в недопустимых концентрациях, в сетях на номинальное напряжение до 380 В трехфазного переменного тока, частотой 50 Гц с глухозаземленной нейтралью .Исходя из справочных данных и данных полученных в процессе вычислений, можно установить, что для цеха по изготовлению щитов требуется ЩУР2-3382-41УХЛЗ, рассчитанный на номинальный ток 100А и имеющий 13 силовых групп. Для распределения электроэнергии в цехе между потребителями применим различного рода распределительные пункты ПР 1. Расположение распределительного пункта в помещении и способ его установки и крепления определяют в соответствии с рабочим чертежом. Закладные крепежные элементы для установки и навески пункта необходимо установить в период выполнения основных строительных работ, после чего его закрепляют , выверяя по уровню, при этом отклонение от вертикали не должно превышать ± 5°. После этого производят подсоединение внешних сетей. Для распределения электроэнергии и управления осветительными приборами применим осветительный щит типа ЩУРО-3302-4-41УХЛЗ с прибором учета, дифференциальным автоматом и автоматическими выключателями . Монтаж шинопроводов Открытые токопроводы или шинные магистрали монтируют в следующем порядке. На МЭЗ выполняется заготовка рулона алюминиевых шин. Шины правят, а затем сваривают между собой в рулоны длиной 50—300 м и наматывают на кассеты. Одновременно проверяют и комплектуют шинодержателями крепежные конструкции с изоляторами, подбирают изоляционные (секционные) вставки, шинные распорки, натяжные устройства. Комплект материалов открытого токопровода доставляют на место монтажа в цех. Сначала производят установку концевых и промежуточных опорных конструкций. С помощью электрической лебедки разматывают шины с кассеты и натягивают их поверх нижнего пояса ферм. Начальный конец шины прикрепляют к тяговому тросу лебедки. Во избежание повреждения шин от трения о поверхность ферм на промежуточных опорных конструкциях устанавливают раскаточные ролики. Размотку начинают со средней шины. Один конец ее закрепляют на изоляторе с помощью концевого шинодержателя, а второй конец — в натяжном устройстве, после чего производят предварительную натяжку шины в анкерном пролете. Перед размоткой и натяжкой одной из крайних шин концы натяжных конструкций укрепляют оттяжками во избежание перекоса и поломки их от больших крутящих моментов. Размотку и предварительную натяжку крайней шины производят так же, как и средней. Затем раскатывают вторую крайнюю шину. При ее раскатке и натяжке концы натяжных конструкций дополнительно раскреплять не требуется (возникновению крутящих моментов препятствует раскатанная первой и предварительно натянутая крайняя шина с другой стороны токопровода). После этого снимают раскаточные ролики и укладывают шины в шинодержатели, устанавливают шинные распорки и производят окончательное натяжение шин с помощью натяжных винтов концевых шинодержателей. В шинодержателях, установленных на промежуточных конструкциях, шины должны свободно перемещаться вдоль линии. Анкерные натяжные крепления делают по концам магистрали, а также при переходе токопровода через температурные швы здания и в местах установки секционных разъединителей. Закрытые или защищенные шинопроводы монтируют укрупненными блоками, предварительно собранными в МЭЗ. Шинопроводы вместе с конструкциями, как правило, изготовляют на заготовительном участке и в готовом виде доставляют к месту монтажа. После завершения основных строительных работ на объекте и приемки помещения под монтаж транспортируют укрупненные блоки шинопровода на место монтажа. Секции или блоки укладывают на автомашину с прицепом на специальный трейлер в один ряд опорными уголками вниз. Укладку в два ряда делают только при транспортировке в специальных контейнерах. Укладка секций или блоков навалом не допускается. Разметку оси прокладки шинопроводов и мест укладки опорных конструкций производят в соответствии с рабочими чертежами. Разметку ведут гидростатическим уровнем и отвесом или с помощью нивелира по отметкам чистого пола, перекрытий, ферм, балок и других строительных конструкций. Отметки строительной части дает строительная организация. Магистральные шинопроводы прокладывают на кронштейнах по фермам, колоннам, стенам, балкам, на стойках, устанавливаемых на полу, или подвешивают под перекрытием. Собственно монтаж начинают со сложных узлов: с вертикальных участков или присоединительных секций на подходах к КТП. Монтаж вертикальных участков начинают с нижней угловой секции и затем наращивают шинопровод вверх до отметки верхнего горизонтального участка. Горизонтальные прямые участки шинопровода, секции с компенсатором и подгоночные секции монтируют в последнюю очередь. Подъем блоков на опорные конструкции производят электролебедками или мостовым краном, а крепление их, сборку и сварку стыков и другие монтажные работы выполняют с автогидроподъемника, автовышки, самоходных подмостей или мостового крана. При подъеме блоков применяют специальную траверсу. При монтаже с автогидроподъемника к нижнему поясу ферм крепят монтажный ролик, через который пропускают трос лебедки. К концу крепят траверсу с укрепленным на ней блоком. Лебедкой управляют с пола. Концы блока удерживают от разворота с помощью веревочных оттяжек. При монтаже с мостового крана на настиле крана оборудуют монтажную площадку с ограждениями. К ферме перекрытия крепят монтажный ролик, через который пропускают трос электролебедки, устанавливаемой на мосту крана. Если шинопровод устанавливают ниже нижнего пояса ферм, то монтажный ролик крепят в узле этого пояса. Монтаж с самоходных подмостей выполняют аналогично описанному выше. При прокладке в стесненных условиях, например в подвальных помещениях машинных залов, монтаж выполняют с гидравлической платформы с электроприводом. После подъема и установки блоков на места креплений производят стыковку смежных секций. При этом опорные уголки секций, являющиеся нулевым проводом и заземляющей магистралью металлического короба, сваривают между собой, создавая тем самым непрерывную цепь заземления и зануление. По концам соединительного уголка делают вырезы, что обеспечивает удобство выполнения сварки опорных уголков. Крепление секций на горизонтальных участках выполняют прижимами, обеспечивающими возможность продольного перемещения при температурных изменениях. На вертикальных участках шинопровод закрепляют на конструкциях болтами через отверстия, просверленные в опорном уголке. Как указывалось выше, наибольшее число соединений шин стремятся делать сварными. Электроду говую сварку алюминиевых шин выполняют полуавтоматом на постоянном токе в среде защитного газа — аргона. Высококвалифицированным сварщиком сварка может выполняться угольным электродом с присадкой под слоем флюса, как на постоянном, так и на переменном токе. Соединения секций и блоков, выполненные болтовыми сжимами в помещениях с нормальной средой, изолируют с помощью изоляционных кожухов. Сварные соединения, выполненные под слоем флюса, покрывают антикоррозионной защитой и изолируют во всех случаях. Сварные соединения, выполненные в среде аргона, требуют антикоррозионной защиты и изоляции только в помещениях с химически активной средой и с токопроводящей пылью. Антикоррозионную защиту выполняют в соответствии с инструкцией. Описанный способ монтажа магистральных шинопроводов осуществим при возможности использования кранов и монтажных устройств и механизмов. Однако использование последних возможно только при готовности в цеху хотя бы чернового пола. В то же время в этот период крановое оборудование интенсивно используется для монтажа технологического оборудования цеха и использование его для электромонтажных работ связано с соблюдением очередности и большими потерями рабочего времени. Все это сильно осложняет сборку шинопровода на проектной отметке. Распределительные шинопроводы над полом, на стенах и колоннах монтируют на специальных опорных конструкциях: стойках-кронштейнах, подвесах. Опорные конструкции устанавливают заблаговременно, в период, когда на УГШ производят подготовку и комплектование секций. Расстояние между соседними опорными конструкциями принимают не более 3 м. Секции шинопровода в МЭЗ тщательно осматривают с целью выявления возможных повреждений, удаляют консервирующую смазку с контактных поверхностей токоведущих шин и с контактных поверхностей коробов секций и корпусов вводных и ответвительных коробок в местах заземления. После доставки секций на место установки и подъема на опорные конструкции их закрепляют нажимными болтами. При этом нулевая шина должна располагаться сверху. Соединение шин секций производят с помощью болтовых контактов (рис. 4 а) Короба смежных секций соединяют винтами и соединительными планками. Соединительные планки 7 приваривают к лапкам 6, как показано на рис. 4а. Этим самым обеспечивается непрерывность цепи заземления. Проводники заземления 5 приваривают к соединительной планке 7. После того как секции соединены, монтажные окна закрывают крышками и закрепляют имеющими¬ ся на них прижимами. Вводные коробки устанавливают только в местах со¬ единений секций или в конце шинопроводов (рис. 46). Стальную трубу с проводами питающей линии вводят в коробку через отверстие в ее съемном дне или верхней крышке. Корпус коробки крепят к коробу шинопровода винтами. Между съемным дном и корпусом коробки обеспечивают надежный контакт и корпус коробки заземляют перемычкой на проводнике заземления. Присоединительные элементы вводной коробки располагают снизу соединение шин. Ответвительные коробки и коробки с указателем напряжения присоединяют через штепсельные окна. Заглушки, закрывающие окна в местах установки коробок, снимают, а крепящие их винты используют для крепления коробок. Перед установкой к коробке подсоединяют провода. При этом участок проводки длиной 0,5 м выполняют гибким проводом для обеспечения возможности снятия коробки без отсоединения проводов (рис. 4в). Для ввода проводов сечением более 36 мм2 предварительно увеличивают до необходимого размера отверстие в задней стенке короба. Провода или оболочку защищенных проводов крепят к коробке специальными скобами 17. Для надежного закрепления металлической оболочки проводов ее зажимают болтом М8 15 между двумя швеллерообразными элементами 16, один из которых приварен к коробке. К этому же болту 15 подсоединяют заземляющий проводник 5 электроприемника, питаемого через данное ответвление от шинопровода. Постоянное заземление коробки осуществляют через контакт 23. До того как контактные стойки коробки соединятся с шинами, заземление корпуса коробки осуществляется через контакт 24. После включения коробки ее корпус крепят к кожуху шинопровода винтами снятой заглушки, которые и осуществляют надежный контакт корпуса коробки с магистралью заземления — кожухом. Затем лапки коробки прикрепляют винтами к вилкам, снятым с заглушки и вставленным в подштамповки короба. Ответвительные коробки снимают и устанавливают на шинопровод, а также включают и отключают их только при отключенном электроприемнике. Ко-робки с автоматическим выключателем снимают и устанавливают при включенном положении автоматического выключателя. После окончания монтажа перед включением шинопровода под напряжением проверяют наличие крышек не на занятых коробками монтажных я штепсельных окнах, наличие торцевых крышек на концах шинопровода, надежность всех контактов в цепи заземления от электроприемника до корпуса и самого корпуса шинопровода с заземляющей сетью электроустановки. В цехах с расстояниями между колоннами 6 м применяют способ прокладки распределительных шинопроводов ШРА (и коробов), показанный на рис. 5а, вместо прокладки на подвесках, изображенной на рис.5. При этом способе на колоннах устанавливают по два кронштейна У20 81 На нулевой отметке собирают трехметровые секции шинопровода в плети длиной 9 м. Лебедкой поднимают плети на кронштейны и соединяют их между собой. Нагрузку от массы шинопровода несет корпус шинопровода, и болтовые соединения шин полностью освобождаются от нагрузки. Кроме того, при этом способе отпадает необходимость натягивать трос с промежуточными подвесками У2080 по способу, показанному на рис.56. Способ сокращает сроки монтажа, дает экономию материалов (троса и подвесок) и улучшает эстетический вид помещения цеха. Осветительные шинопроводы крепят к металлоконструкциям здания на подвесах самостоятельно (рис. 4) или совместно с распределительным шинопроводом. 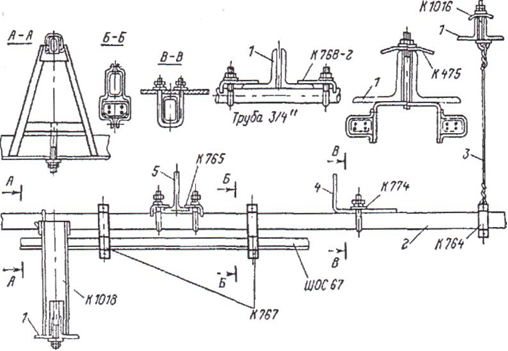 Рис. 4. Пример применения конструкций для крепления ШОС: 1 — нижний пояс фермы; 2— труба 60X30X3 мм; 3— проволока диаметром 4— 6 мм; 4 — стальной лист; 5 — двутавровая балка Соединение смежных секций и подсоединение светильников выполняют штепсельным контактом. Светильники подвешивают с помощью хомута с крючком или крепят к строительным конструкциям. Модульные (подпольные) шинопроводы. В тех случаях, когда нельзя применить распределительные шинопроводы или открытые магистрали, применяют подпольные шинопроводы, прокладываемые в трубопроводах. Электро-приемники подсоединяют с помощью выводных колонок, устанавливаемых между рядами станков. Подпольные шинопроводы не обладают той «гибкостью», которая свойственна напольным и подвесным шинопроводам, — лег-костью перестановки в случае изменения расположения станков в цеху. Однако при этом способе выполнения внутрицеховой распределительной сети пространство цеха не загромождается распределительными шинопроводами и спусками от них к электроприёмникам. Это способствует улучшению эстетического вида помещения, а также обеспечивает свободу действия для кранового оборудования. Все электромонтажные работы по блокам покрытий выполняют на конвейере таким образом, что одновременно со строительной готовностью блока покрытий заканчивают и все работы по монтажу силовых и осветительных сетей, включая установку и подключение светильников. На рис. 8 показана технологическая карта выполнения ЭМР в блоках покрытия, собираемых на конвейере. Производительность труда электромонтажников при выполнении ЭМР в блоках покрытия зданий на стоянках конвейера возросла в 2—2,5 раза по сравнению с выполнением работ на высоте в блоках покрытий, установленных на место. При выполнении ЭМР на стоянке конвейера возрастает степень механизации работ, условия труда электромонтажников приближаются к условиям работы в МЭЗ, улучшаются организация и комплектация монтажа, надежность контроля качества работ, условия безопасности труда при одновременном сокращении среднего разряда электромонтажников Блоки троллеев с троллейными конструкциями, изоляторами, крепежными деталями, отрихтованными троллеями и шинами подпитки доставляют на место монтажа. Блоки раскладывают вдоль трассы троллейной линии. Затем их поднимают, крепят к подкрановым балкам и стыкуют с троллеями смежных блоков. Поднимают укрупненные блоки троллеев с помощью мостового крана, электролебедок или других подъемных средств. Крепят кронштейны к металлическим балкам электросваркой, а к железобетонным — с помощью шпилек Работы выполняют с монтажных люлек, подвешенных к мостовому крану или передвижным подмостям. Если обеспечена возможность передвижения по полу вдоль подкрановых путей, то работы выполняют с самоходных выдвижных подмостей или с автогидроподъемника. Расстояние между осями крепления кронштейнов не должно быть более 3 м. После окончательной выверки сваривают троллеи смежных блоков, приваривают температурные компенсаторы и подсоединяют питающие линии. При монтаже троллеев соблюдают следующее: расстояние между токоведущими и неизолированными конструкциями должно быть не менее 50 мм, отклонения троллеев от основных осей по горизонтали — не более 10 мм и по вертикали — не более 20 мм; зазор между торцами троллеев у температурных швов здания — не менее 50 мм; кромки торцов троллеев на стыках запиливают так, чтобы был обеспечен свободный переход токосъемника; троллеи каждого участка между компенсаторами закрепляют жестко в средней точке, а в остальных местах креплений должна быть обеспечена возможность про-дольного перемещения троллеев при температурных изменениях; между торцами троллеев ремонтного участка оставляется воздушный зазор не менее 50 мм, при этом по обе стороны стыка устанавливают троллеедержатели. Способ монтажа троллейных линий «с колес» обеспечивает сокращение трудозатрат на транспортирование по трассе и подъем кронштейнов и секций на подкрановые балки, особенно в цехах, насыщенных коммуникациями и оборудованием со сложными фундаментами; исключает необходимость использования гидроподъемника, обеспечивает удобство хранения кронштейнов и секций, сокращение объема погрузо-разгрузочных работ, выполняемых вручную. Троллейные шинопроводы монтируют так же, как магистральные. Шинопро-вод крепят к подкрановым балкам на кронштейнах и промежуточных подвесках или прокладывают на стойках, установленных на полу цеха. Секции соединяют с помощью соединительных муфт. Шинопровод крепят через 3 м в местах установки соединительных муфт. Токосъемные каретки в короб вводят через специальные муфты. Питание к троллеям подводят через присоединительные зажимы кабелем или проводами, проложенными в трубе. |