ответы. Вопрос 11. Образование соединений при стыковой сварке. Этапы, основные и сопутствующие процессы
 Скачать 5.26 Mb. Скачать 5.26 Mb.
|

|
ВОПРОС 11. Образование соединений при стыковой сварке. Этапы, основные и сопутствующие процессы. Образование соединения при стыковой сварке происходит в процессе совместной пластической деформации нагретых электрическим током торцов деталей при осадке. Стыковая сварка сопротивлением и оплавлением происходит практически по единой схеме и состоит из двух этапов — нагрева торцов деталей и осадки (рис. 2.1). Первый этап при стыковой сварке сопротивлением (рис. 2.1, а) в значительной мере аналогичен процессам, протекающим до образования расплавления в контакте деталь — деталь при точечной сварке (см. § 1.1). При стыковой сварке оплавлением (рис. 2.1, б) нагрев деталей происходит до образования на торцах слоя расплавленного металла толщиной 6Ж в результате локального расплавления и разрушения перемычек. Второй этап сопровождается деформацией нагретых поверхностей — осадкой. Условия образования межатомных связей определяются состоянием поверхностей и для методов сварки сопротивлением и оплавлением различны. При сварке сопротивлением температура торцовых поверхностей ниже температуры плавления. В общем случае поверхность покрыта оксидными пленками, и формирование металлических связей происходит в ходе пластической деформации Металла в твердом состоянии. Однако относительно малая деформация не обеспечивает полного удаления оксидов. При сварке оплавлением оксиды находятся на поверхности тонкого слоя расплавленного металла. При сближении деталей они вместе с расплавом вытесняются в грат. Формирование связей происходит в жидком и частично в твердом состоянии. Основными процессами, как и при точечной сварке, являются нагрев и охлаждение металла, пластическая деформация и удаление оксидных пленок. Основные процессы вызывают ряд сопутствующих процессов, а именно изменение структуры и свойств металла, тепловое расширение и усадку металла, массоперенос в контакте электрод — деталь. Процессы теплового расширения металла и массоперенос в контакте электрод — деталь, как правило, не оказывают существенного влияния на качество соединений. Взаимодействие основных процессов при стыковой сварке представлено на наиболее характерных циклограммах. Циклограмма на рис. 2.2, б объединяет два варианта стыковой сварки оплавлением; сварку непрерывным оплавлением и оплавлением с подогревом. В первом варианте отсутствует подогрев Деталей перед оплавлением, во втором — применяют предварительный подогрев деталей за счет, например, возвратно-поступательного перемещения подвижной плиты машины. При сближении деталей цепь замыкается накоротко, и создается некоторое давление. Электрический ток подогревает детали. Нагрев отдельными импульсами £имп способствует более равномерному нагреву торцов деталей. 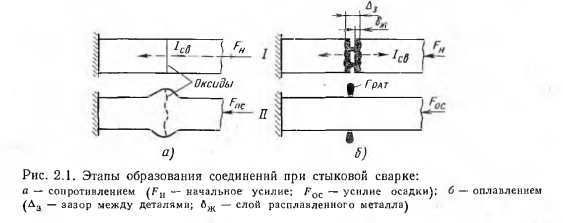 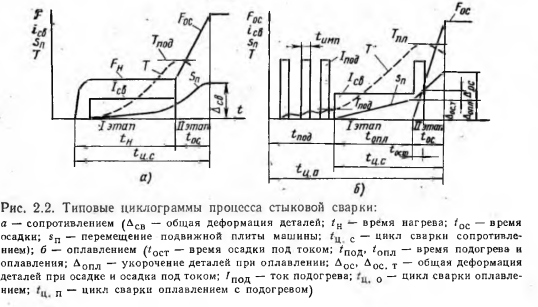 ВОПРОС 12. Процессы нагрева стыковой сварки сопротивлением.     ВОПРОС 25. Особенности точечной сварки легированных сталей и сплавов. Выбор режимов сварки.         ВОПРОС 26. Особенности точечной сварки титановых сплавов. Выбор режимов сварки.   ВОПРОС 48. Внешние характеристики машин контактной сварки.     ВОПРОС 49. Электрические силовые цепи однофазных машин переменного тока для контактной сварки .         ВОПРОС 50. Электрические силовые цепи низкочастотных машин.       ВОПРОС 51. Электрические силовые цепи машин постоянного тока.      ВОПРОС 52. Электрические силовые цепи машин конденсаторной сварки.         |