Изучение особенностей станочных приспособлений и принципов их выбора. Изучение особенностей станочных приспособлений и принципов их вы. Лабораторная работа 1 Изучение особенностей станочных приспособлений и принципов их выбора Выполнил студент группы тмо417 Иванов М. И
 Скачать 51.25 Kb. Скачать 51.25 Kb.
|

|
Министерство науки и высшего образования Российской федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» Лабораторные работы по курсу «Проектирование станочных приспособлений» Лабораторная работа №1 «Изучение особенностей станочных приспособлений и принципов их выбора» Выполнил студент группы ТМО-417 Иванов М.И. Проверил: доцент Латыпов Р.Р. УФА – 2022 Цель работы. Целью данной работы является изучение особенностей конструкции систем станочных приспособлений и принцип их выбора, обработка навыков анализа конструкций, выявление их преимуществ и недостатков, формирование технических требований к технологической оснастке. Теория Классификация технологической оснастки на 6 систем приспособлений по ГОСТ 14.305-73: НСП - неразборные специальные, УБП - универсальные безналадочные, УСП - универсально-сборные (УСПО универсально сборная переналаживаемая оснастка), УНП -универсально-наладочные, CHII специализированные наладочные, СРИ – сборно-разборные приспособления. Выбор системы приспособлений заключается в оснащении операций технологической оснастки приспособлениями, которые в совокупности обеспечивают максимальную экономическую эффективность. Характеристики систем технологической оснастки: НСП - неразборное специальное приспособление. НСП используются для выполнения определенной операции при обработке конкретных заготовок. Они являются одноцелевыми. При смене объекта производства такие приспособления списывают. НСП изготавливаются в единичном производстве (поэтому они трудоемки и дороги), а применяются в крупносерийном и массовом производствах Приспособлениям этой системы характеризуются высокой точностью. жесткостью, надежностью, а для условия массового производства их приходится автоматизировать. в конструкциях применяют максимальное количество стандартных деталей и сборочных единиц, в сочетании с оригинальными деталями и узлами. УБП - универсальные безналадочные приспособления. УБП имеет постоянные регулируемые (несъёмные) установочно зажимные элементы и предназначаются для закрепления различных по форме и размерам заготовок со сравнительно простыми (типовыми) схемами базирования. Отличительная черта- УБП - неотъемлемая принадлежность станков. Этими приспособлениями станки комплектуются. Без этих приспособлений станки работать не могут. Конструкции УБП стандартизованы (более 40 государственных стандарта). УБП предназначены для единичного и мелкосерийного производства, а при малых коэффициентах загрузки (менее 0,5) одной операцией рентабельны во всех типах производства. Представители системы УБП: универсальные тиски, токарные патроны, универсальные патроны, магнитные патроны, универсальные поворотные и делительные столы, головки, цанговые приспособления, плиты, поводковые устройства, стойки кондукторные. УСП универсально-сборные приспособления (УСПО универсально сборная переналаживаемая оснастка). Комплект УСП – совокупность стандартизованных деталей, блочных и базовых сборочных единиц, связанных общим техническим замыслом, наличием унифицированных рядов типоразмеров предназначенных для сборки приспособлений. Особенность применения - каждое предприятие приобретает универсальный набор деталей и сборочных единиц, из которых компонуются та или иная оснастка для обработки конкретных заготовок. После обработки партии заготовок приспособление разбирают, а его элементы используются для агрегатирования новых компоновок оснастки. Главное преимущество УСП -возможность повышения технологической оснащенности производства, повышение производительности и обеспечение производства специальной ТО в кратчайшие сроки. Быстрота агрегатирования обеспечивается за счет: универсальности конструкций, высокой точности и взаимозаменяемости элементов. Технически и экономически обоснованный уровень оснащенности производства обеспечивается с наименьшими затратами. Цикл сборки УСПО в 40-50 раз (по времени) и 10-15 раз (по трудоемкости) меньше цикла изготовления специальной оснастки: Достижимая точность обработки в УСПО - 7- 8 квалитет. Затраты на оснащение УСПО резко возрастают при увеличении периода запуска и продолжительности времени нахождения изделия в производстве. Область применения УСПО : единичное и мелкосерийное производство. Универсально наладочные (УНП) и специализированные наладочные приспособления (СНП). УНП, СНП состоят из двух частей -постоянной (базовой) и меняющейся (сменные наладки). Область применения УНП и СНП охватывает все типы серийного производства в условиях групповой обработки заготовок, при мелкосерийном производстве немеханизированные, а в крупносерийном пневматическое или гидравлическое. Эти приспособления целесообразно применять не только в серийном, но и в массовом производствах, если коэффициент загрузки одной операцией не превышает 0,5. Особенности: УНП, как правило, предназначается для установки различных по конфигурации и схемам базирования заготовок. СНП для установки родственных по конфигурации заготовок с идентичными схемами базирования. Базовые агрегаты наладочных приспособлений законченные механизмы долговременного действия - предназначены для многократного использования в компоновках. В базовую часть входят: корпус с элементами для базирования и закрепления сменных наладок; зажимной механизм с ручным или механизированным приводом В качестве базовых частей универсально-наладочных приспособлений широко используются магнитные плиты и патроны. На которые устанавливаются специализированные или специальные наладки - переходники. Базовые части УНГ стандартные, изготавливаются на специализированных заводах технологической оснастки и поставляются по заказам предприятий. Несмотря на очевидные преимущества УНП и СНП не получили распространения как УСП. Причины: ограниченная универсальность необходимость проектирования и изготовления специальных сменных наладок отсутствие унификации по основным присоединительным размерам унификация только в масштабах завода или отрасли. Сборно-разборные приспособления (СРП). Область применения: серийное (крупносерийного) производство изделий, имеющих большое число модификаций, с периодом выпуска до 2,5 лет. Как и УСП, система СРП основывается на нормализации элементов. Однако здесь стандартизируются главным образом функциональные сборочные единицы (зажимные, установочные, корпусные, подвижные губки, планшайбы, оправки и патроны) и некоторые детали (неподвижные губки, немеханизированные прямоугольные и круглые плиты, подставки к опорам). Для компоновки приспособлений тискового типа на прямоугольных плитах предусматривается использование неподвижных и подвижных губок. Подвижные губки могут устанавливаться на механизированные плиты, так как приводятся в действие от гидроцилиндров с тянущим усилием до 25кН и толкающим - до 30 кН при давлении в гидросистеме 10 МПа. Для образования различных корпусов приспособлений предназначаются угольники, которые устанавливаются на плиты. Функции зажимных механизмов могут осуществляться ручными и механизированными зажимами, которые крепятся в Т-образных пазах плит. Для зажима могут использоваться гидравлические прижимные блоки. Типы и основные размеры подводимых, регулируемых, универсальных опор приводятся в стандартах (справочной литературе). Токарные СРП собираются на планшайбах. Заготовки базируются в сменных наладочных элементах, устанавливаемых на планшайбе с резьбовыми отверстиями и Т-образными пазами, и закрепляются с помощью винтовых и пневматических прижимов. В стандартах предусматриваются конструкции с фланцевыми цанговыми оправками с накидной гайкой, гладкие оправки и цанговые патроны. Особенности СРП: СРП, несмотря на определенное сходство с УСП, существенно отличаются от них. Так, СРП собирают обычно на период выпуска определенного изделия. После обработки партии заготовок приспособление снимают со станка и хранят до запуска в обработку новой партии, разбирают его только при смене объекта производства. Поэтому требования к износостойкости сборочных единиц и деталей этой системы значительно ниже, чем к износостойкости детали УСП. Твердость поверхностного слоя деталей СРП не превышает 36 HRC. Для их изготовления применяют более дешевые материалы. Так, плиты, угольники, губки; подставки выполняют из чугуна ВЧ 50-2 или сталей 45 и 20. Расчетная часть Исходные данные:  ; ; ; ; ; ; . .Определение коэффициента загрузки оборудования:  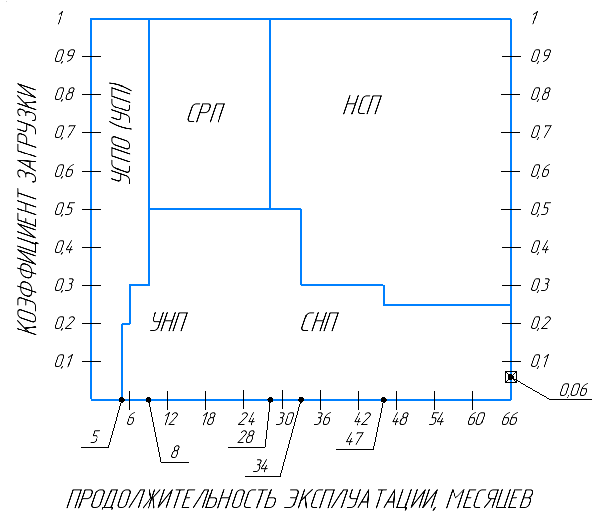 Рис.1. Зоны рентабельности систем технологической оснастки Исходя из графика, подходит УНП и СНП. Вывод: в данной лабораторной работе изучены конструкции систем станочных приспособлений и принцип их выбора. Рассчитан коэффициент загрузки оборудования (  ) и по графику подобрано станочное приспособление (УНП, СНП) ) и по графику подобрано станочное приспособление (УНП, СНП) |