ЛАБОРАТОРНАЯ РАБОТА №1 (1). Лабораторная работа 1 применение плоскопараллельных концевых мер длины цель работы
 Скачать 0.76 Mb. Скачать 0.76 Mb.
|

|
Внимание! Допускаемые отклонения ППКМД от номинального значения и от плоскопараллельности заданы в микрометрах. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ Плоскопараллельные концевые меры длины (ППКМД)предназначены для хранения и воспроизведения единицы длины в соответствии с государственной поверочной схемой, для поверки и градуировки мер и измерительных приборов, для установки приборов на нулевые деления при измерениях методом сравнения с мерой. Для непосредственных измерений наиболее точных размеров изделий, для разметки изделий, их используют также при выполнении лекальных, слесарных, сборочных и регулировочных работ. Концевые меры в настоящее время являются обязательным оборудованием не только заводских лабораторий и контрольных органов крупных предприятий, но и как специализированных ремонтных мастерских, так и ремонтных мастерских различных сельскохозяйственных предприятий. ППКМД изготавливают в форме прямоугольного параллелтпипеда (рис. 1б, стр. 10) или в виде цилиндрического стержня (рис. 1а, стр. 10). У этих мер размер между двумя точно доведенными параллельными поверхностями (g) является рабочими размерами плиток или стержней. Плитки, размеры которых не превышают 10 мм, представляют собой в сечении прямоугольники со сторонами 30 × 9 мм, а плитки с рабочими размерами более 10 мм – 35 × 9 мм. Цилиндрические стержни имеют диаметр 20 мм и применяются чаще всего для специальных целей как установочные меры для микрометров и т. п. Как меры длины они в отличие от призматических плиток не получили широкого распространения. Размер концевой меры определяется расстоянием между ее свободной измерительной поверхностью и плоскостью тела «А» (рис.2, стр. 11), к которому притерта вторая измерительная поверхность. Форма плитки не может быть идеальной, поэтому расстояние от притертой поверхности до точек «а», «б», «в» и «г» свободной поверхности могут быть не равны между собой из-за непараллельности и неплоскостности этих поверхностей. Обычно плитку измеряют в пяти точках – «а», «б», «в», «г» и «о» (рис.2, стр.11), расположенных не ближе 0,5 мм от ее краев, но за размер меры принимают ее срединный размер (но не средний из пяти). Срединный размер (рис.2, стр.11) равен длине перпендикуляра, опущенного из точки пересечения диагоналей свободной поверхности (точка «о») на поверхность, к которой притерта концевая мера (точка «о¹»). Плоскопараллельность концевой меры характеризируется наибольшей по абсолютной величине разностью между длиной меры в любой точке и срединной ее длиной. 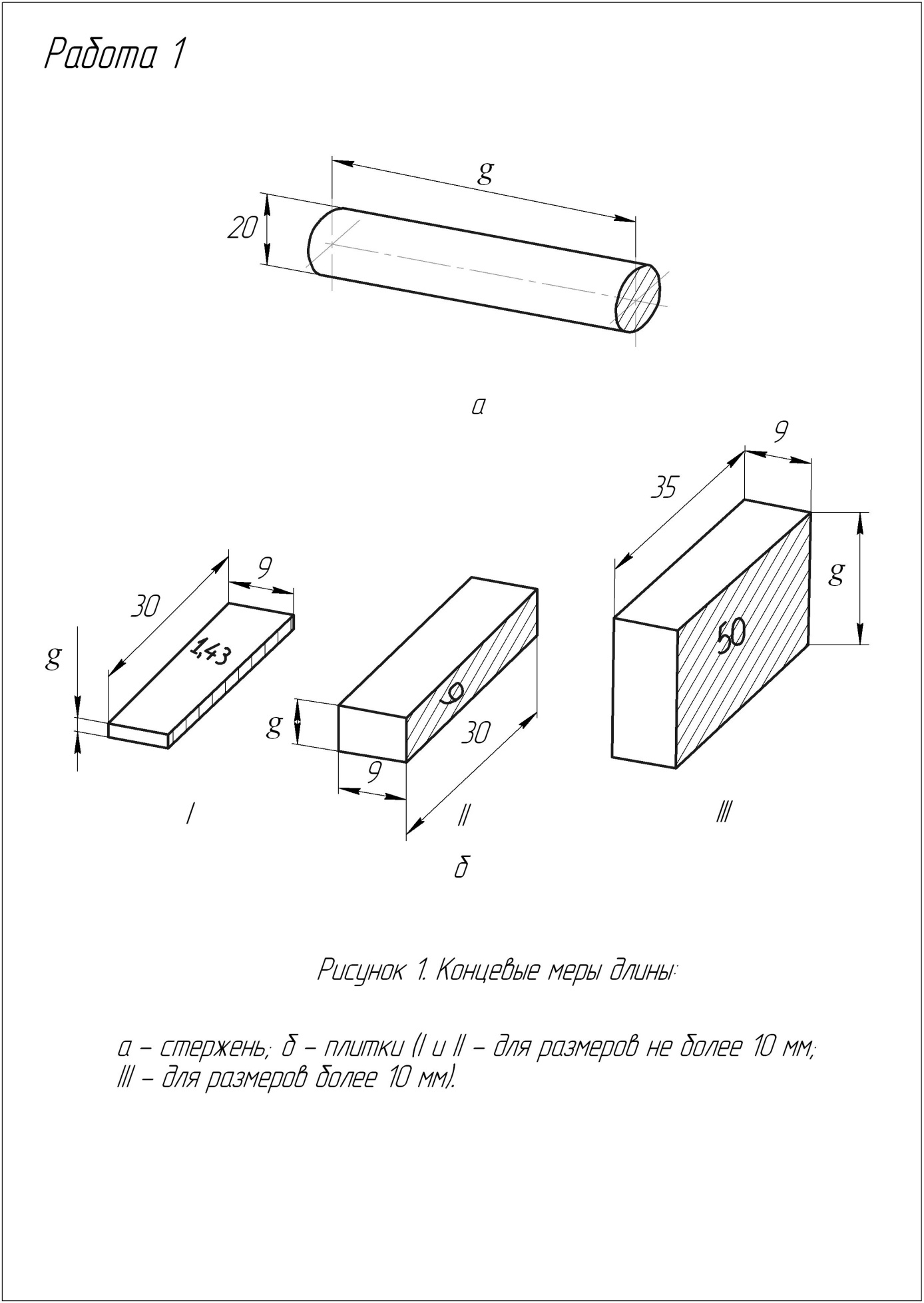 Рис. 1.1. Концевые меры длины: а - стержень;б - плитки (Iи1I - для размеров не более 10 мм;III - для размеров более 10 мм). Важнейшее свойство плиток – способность притираться друг к другу. Под притираемостью плиток понимается способность прочно сцепляться между собой при надвигании с нажиманием одной меры на другую. В отдельных случаях сила сцепления достигает 0,20 – 0,30 МПа. Явление притираемости объясняется молекулярным притяжением в присутствии тончайших слоев смазочной пленки. Нарушение этой пленки ведет к значительному уменьшению силы сцепления плиток. Притираемость позволяет составлять из нескольких концевых мер блок плиток, размер которого близок к сумме размеров отдельных плиток, входящих в этот блок. Класс точности ППКМД По точности изготовления концевые меры делятся на следующие классы: 00, 01, 0, 1, 2, 3. Кроме того, для концевых мер, находящихся в эксплуатации (в том числе и выпускаемых после ремонта) устанавливают дополнительные классы точности 4 и 5. Класс точности плиток характеризуется степенью приближения срединного размера к ее номинальному размеру. Чем меньше срединный размер отличается от номинального размера, тем выше класс точности плитки и наоборот. 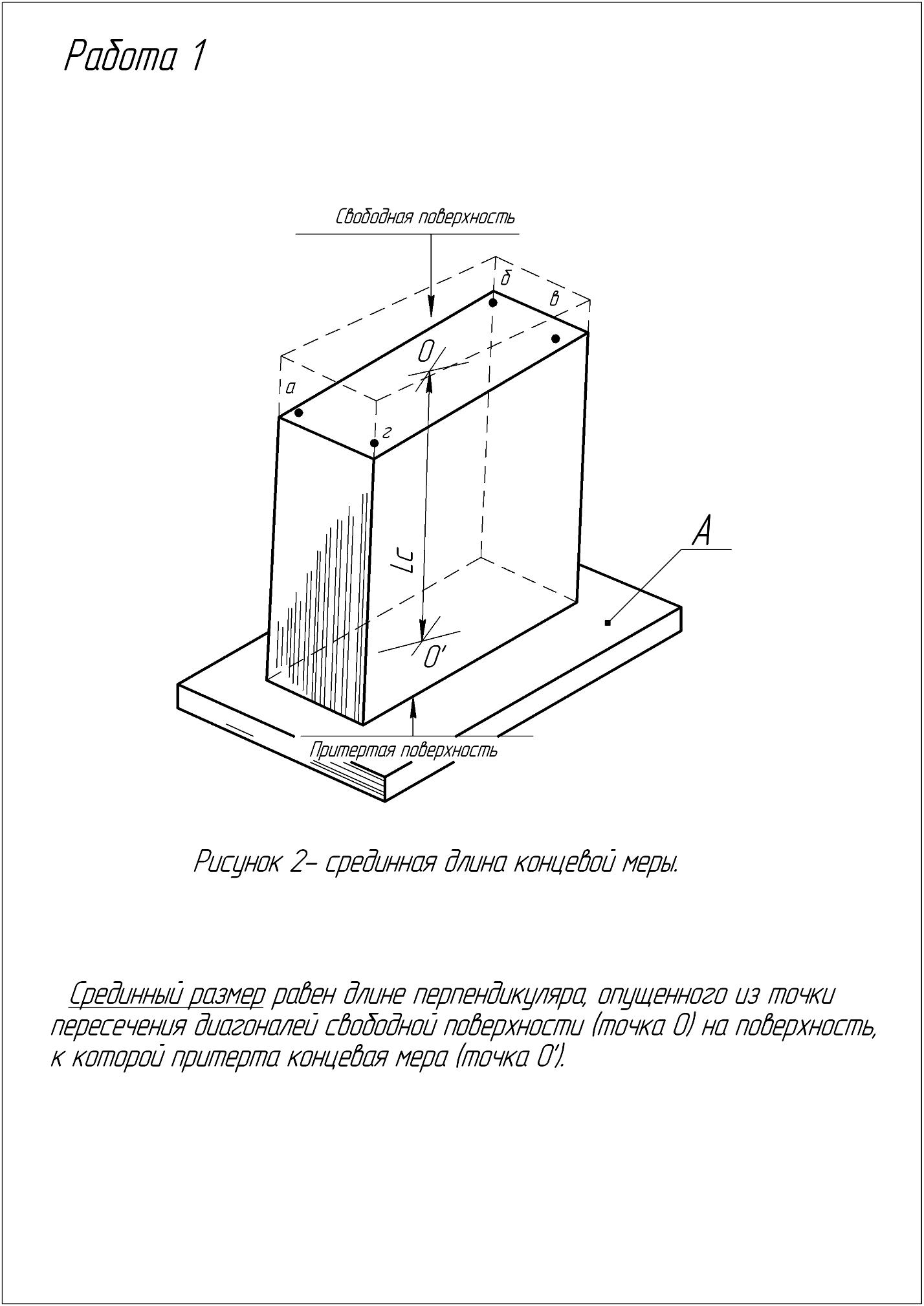 Рис. 1.2. 001 - срединная длина (срединный размер) плоскопараллельной концевой меры. Примечание: концевые меры из стали классов точности 00 и 01 и из твердого сплава класса точности 00 изготавливаются по согласованию между потребителем и изготовителем. Класс точности набора определяется низшим классом отдельной меры, входящей в набор. Концевая мера 1,005 мм, входящая в наборы 1, 2, 3, 12 и 15 3-го класса точности, должна быть не ниже 2-го класса точности. Выпускается всего 19 наборов ППКМД от 1 до 19. В зависимости от номера, в наборе имеется разное количество мер. Например, набор №3 содержит 112 мер, а в наборе №19 всего две меры. Кроме того, предусмотрены специальные наборы ППКМД начиная от 20 номера и кончая 27 номером. Специальные наборы предназначены для проверки отдельных изделий и измерительных приборов (проволочек, микрометров, штангенприборов, оптикаторов). Разряд ППКМД. По точности аттестации (по предельной погрешности определения срединной длины) концевые меры делятся на пять разрядов– 1, 2, 3, 4 и 5 (приложение 4, стр.16-17). Разрядную аттестацию обычно устанавливают для образцовых концевых мер, которые служат для передачи размера единицы длины другим концевым мерам и для поверки и градуировки измерительных приборов. Разряд плиток характеризуется предельной погрешностью того прибора, при помощи которого определялись срединная длина и предельные отклонения от плоскопараллельности изучаемой плитки. Вследствие этого, плитки более низкой точности изготовления, но хорошо изученные (это значит, что при определении срединной величины применялся прибор с малой погрешностью), показывает лучший результат, чем плитки более высокого класса точности, но менее изученные, относящиеся к низкому разряду. Действительный размер концевой меры, замеренный тем или иным методом, заносят в аттестат в виде отклонений от номинального размера. Таким образом, концевые меры, предназначенные для передачи размера единицы длины другим концевым мерам, для поверки и градуировки измерительных приборов, называются образцовыми, а меры, применяемые для измерения изделий, для разметочных работ, то есть, постоянно на рабочих местах – рабочими. Концевые меры подразделяются на основные и подчиненные, что носит условный характер. Основными мерами на предприятии считаются те, которые имеют высший разряд относительно всех других мер, используемых на данном предприятии. Все другие меры относятся к подчиненным. Основные меры служат для поверки подчиненных мер. Концевые меры длины для удобства комплектуют в наборы так, чтобы можно было составлять блоки из меньшего количества мер. В некоторые наборы, кроме основных мер, входят так называемые защитные меры из твердого сплава, которые притирают по концам блока. Они служат для предохранения основных плиток набора от повреждений, износа. Применять защитные плитки нужно обязательно в том случае, если блок плиток используется многократно. Защитные плитки в отличие от остальных имеют срезанные углы и дополнительную буквенную маркировку. Последовательность составления блоков Составление блоков из концевых мер для получения точных размеров производится или в соответствии с классом плиток, или, если требуется повышенная точность, в соответствии с их разрядом. Количество плиток в блоке должно быть минимальным. Установлено, что число плиток в блоке должно быть не более пяти! Последовательность составления блока и притирки концевых мер длины. 1. Определяют количество и размер концевых мер, входящих в блок. Составление блока следует начинать с микрометрических плиток, затем переходить к соточным, далее к десятичным и, наконец, к миллиметровым и сантиметровым, но так, чтобы числовое значение остатка каждый раз уменьшалось, по крайней мере, на один десятичный разряд числа. Допустим, требуется составить размер 75,426 мм из концевых мер 2-го класса точности (без защитных плиток). 1-я плитка (микрометровая) -1,006 мм, остаток… 74,420 мм 2-я плитка (соточная) -1,420 мм, остаток… 73,000 мм 3-я плитка (миллиметровая) -3,000 мм, остаток… 70,000 мм 4-я плитка (сантиметровая) -70,000 мм, остаток… 0,000 - - - - - - - - - - - - - - - - - - - - - - - - - - Сумма …………………75,426 мм Из приложения №2 (стр.7) находим, что предельная погрешность отобранных плиток для 2-го класса точности будет: плитки 1,006 мм……  ; ;плитки 1,420 мм……  ; ;плитки 3,000 мм……  ; ;плитки 70,000 мм…..  . .Предельная же погрешность блока плиток может быть установлена квадратичным сложением погрешностей отдельных плиток по следующей зависимости:  При этом, как уже отмечалось, должно быть n ≤ 5. В приведенном примере будем иметь:  2. Отобранные концевые меры следует очистить ватой от смазки и промыть в авиационном бензине. Вытереть их насухо чистым полотняным полотенцем. Промытые и высушенные меры не следует брать руками за измерительные поверхности. 3. Составление блока. Последовательность этой операции может быть следующей. Сначала к одной из защитных плиток притирают самую малую концевую меру, затем к собранному блоку притирают вторую по размеру плитку, затем третью и так далее, пока не будет притерта к блоку последняя концевая мера. Последней мерой снова должна быть защитная плитка. Защитные плитки всегда притирают одной и той же стороной (немаркированной). Притирку осуществляют следующим образом. Взяв концевую меру за боковые поверхности, как показано на рис. 3а (стр.7), накладывают ее на притираемую плитку или блок так, чтобы измерительные плоскости совмещались на половину их длины. Затем, слегка надавливая на верхнюю плитку, надвигают ее на нижнюю до полного совмещения измерительных поверхностей. Если после этого концевые меры не разъединяются, плитки считаются притертыми. Концевые меры или блок концевых мер размером более 5,5 мм можно притирать и так, как показано на рис.3б (стр.7). Притираемые меры накладывают друг на друга крестообразно и с небольшим надавливанием поворачивают одну относительно другой до тех пор, пока измерительные плоскости не совпадут. 4. После использования блок плиток и каждую концевую меру промазывают в чистом бензине, тщательно протирают, наносят тонкий слой технического вазелина и укладывают на свое место в ящике набора. С течением времени концевые меры изнашиваются и постепенно изменяют свои размеры. К эксплуатации допускаются лишь те плитки, у которых отклонения от срединной длины и плоскопараллельности, не выходят за пределы, указанные в ГОСТ 9038-90 (приложение 2, стр.5). Такие концевые меры могут быть аттестованы только по 4-му и 5-му классам (приложение 3, стр.8) при условии их притираемости. Параметры шероховатости измерительных поверхностей концевых мер: Rz≤ 0,063 мкм по ГОСТ 2789. Параметры шероховатости нерабочих поверхностей концевых мер: Rz≤ 0,63 мкм по ГОСТ 2789. Критерием предельного состояния является несоответствие требованиям, указанным в приложении №2 (стр.7). Для концевых мер 3-го класса точности. Примеры условного обозначения набора ППКМД и отдельной концевой меры: Набор №2 концевых мер из стали класса точности 1: Концевые меры 1 – Н2 ГОСТ 9038-90; Набор №3 концевых мер из твердого сплава класса точности 2: Концевые меры 2 – Н3 ГОСТ 9038-90; Концевая мера длиной 1,50 мм из стали класса 3: Концевая мера 3 – 1,50 ГОСТ 9039 – 90. 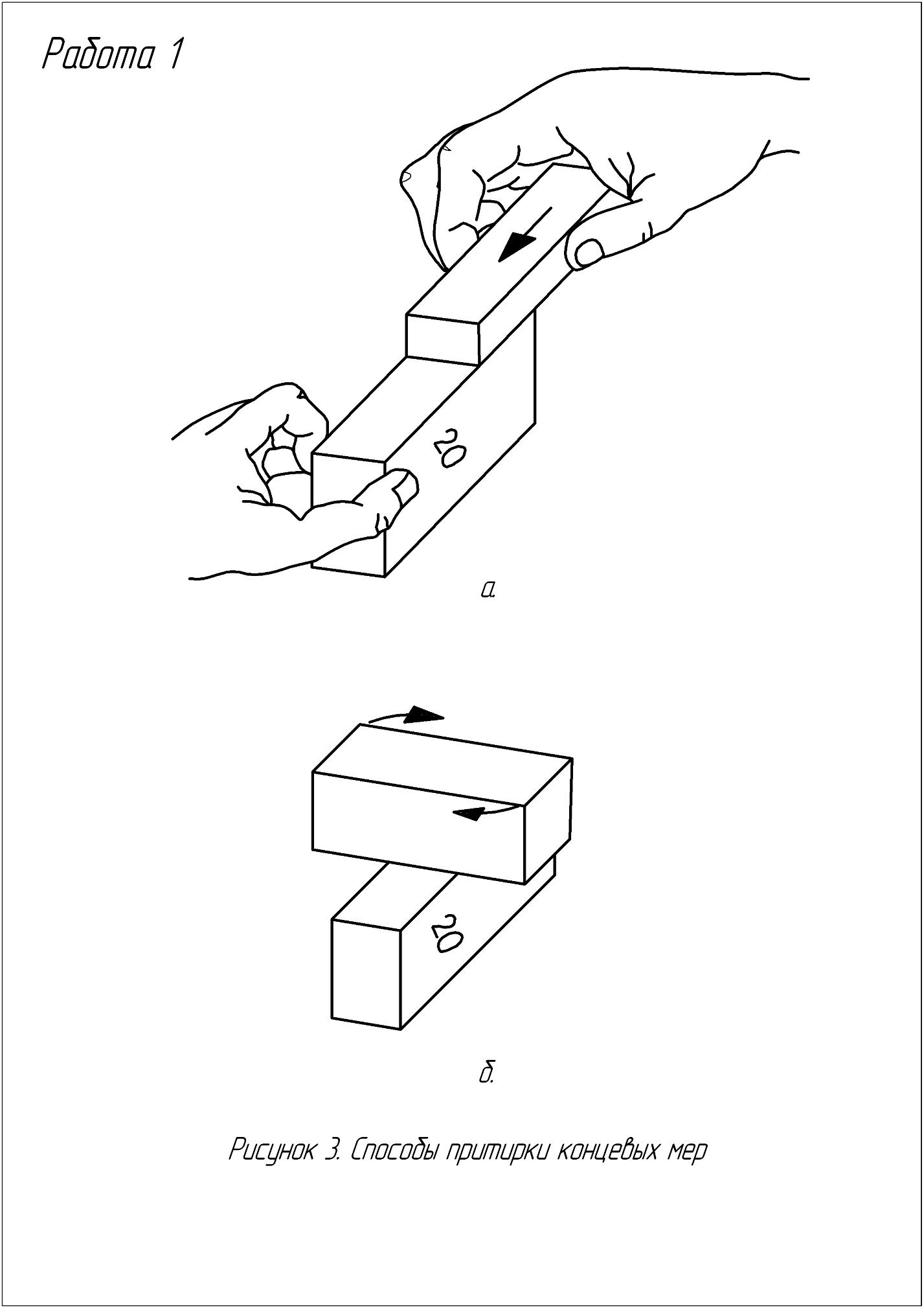 Рис. 1.3. Способы притирки концевых мер длины. (Важнейшее свойство плиток - способность притираться друг к другу) Приложение 4 Пределы доверительной погрешности (мкм) измерений длины образцовых мер 1-5 разрядов и допускаемые отклонения от плоскопараллельности (МИ 1604-87)
Продолжение приложения 4
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||