Лабораторная_работа_№1_к_теме_3.1. Лабораторная работа 1 Тема Расчт, настройка и наладка универсального токарновинторезного станка на нарезание резьбы резцом и обработку конусов одним из способов
 Скачать 158.4 Kb. Скачать 158.4 Kb.
|

|
Лабораторная работа №1 Тема: Расчѐт, настройка и наладка универсального токарно-винторезного станка на нарезание резьбы резцом и обработку конусов одним из способов. Цель: Научиться настраивать токарно-винторезный станок 16К20 для нарезания резьбы и точения конуса. Оборудование: Токарно-винторезный станок 16К20 Задание. Настройка и наладка универсального токарно-винторезного станка на нарезание резьбы резцом и обработку конусов разными методами, согласно варианта (см таблицу 1). Таблица1 Задание по вариантам
Порядок выполнения работы: 1. Изучить назначение рукояток на передней бабке станка. Настроить станок на нарезание не табличной резьбы с шагом Pi (см. табл.1) Обработать деталь по эскизу:  3.1Проточить участок под резьбу М20хР на длине см. (табл.1) 3.2Проточить канавку Ø16мм. 3.3Нарезать резьбу М20хР. 3.4Проточить конус одним из имеющихся способов. 3.5Выполнить эскиз настройки. Методические указания. Вопрос 2. 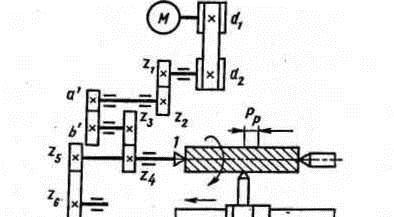 Упрощенная кинематическая схема токарно-винторезного станка для нарезания резьбы Не табличный шаг Pi а) для настройки берѐтся рядом стоящий табличный шаг табл., и устанавливаются рукоятки 13 и 15 на станке в положении (АБСД),( I , I I , I I I , I V ) б) подбор сменных колес К/L*M/N=5/8Рнар/Ртабл; Сменные колѐса (из паспорта станка): Z=36, 40(2), 44, 48, 56, 60, 64, 75, 80или рекомендуемые колѐса (Чернов стр. 107) Вопрос 2а, указать все возможные варианты положения рукояток. Таблица подач и шагов нарезаемой резьбы станка 16к20 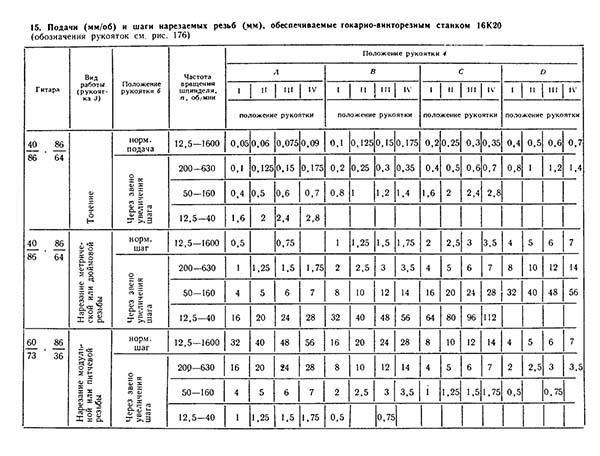 Вопрос 3.4. – Конусы на токарных станках обрабатывают поперечным смещением задней бабки, одновременным включением двух движений подач, поворотом средней части суппорта, с помощью конусной или копировальной линейки Способ точения конусов смещением задней бабки применяют при точении пологих конусов (рис. 2, а) на деталях, закрепленных в центрах. Необходимая величина смещения задней бабки h = L sinа. 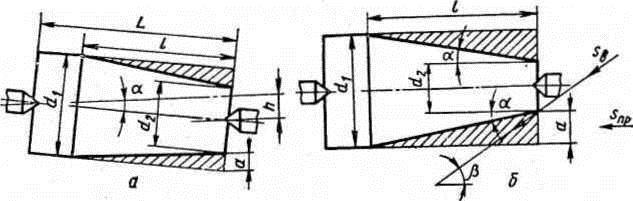 Рис. 2 Способы обработки конуса Обтачивание конусов с одновременным включением двух движений подачи производят на станках, у которых резцовая каретка (верхние салазки) имеет механическую подачу (рис. 2, б). В этом случае резцовую каретку поворачивают на расчетный угол и при одновременном включении продольной подачи 5пр каретки (нижних салазок) и резцовой каретки обрабатывают конус. а) Способ смещения задней бабки: h = Ltgx = L(d–d1)/2L1(ММ,) где:L - длина детали. L1 - длина конической части детали, и d1 - см. эскиз. Эскизы для п.3.4. – рис 2а |