Лабораторная работа Измерение штангенциркулем. Штангенциркуль. Лабораторная работа 3 измерение размеров деталей штангенприборами цели работы
 Скачать 301.99 Kb. Скачать 301.99 Kb.
|

|
ЛАБОРАТОРНАЯ РАБОТА № 3 ИЗМЕРЕНИЕ РАЗМЕРОВ ДЕТАЛЕЙ ШТАНГЕНПРИБОРАМИ Цели работы Изучить конструкцию, регулировку, поверку и настройку штангенциркуля, штангенрейсмаса и штангенглубиномера. Изучить устройство нониусного отсчетного приспособления и методику отсчета показаний по шкале нониуса. Научиться методически правильно выполнять измерения с помощью штангенприборов. Научиться делать правильное заключение о соответствии измеряемой детали установленным требованиям по результатам измерений. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ Штангенприборы (штангенциркуль, штангенглубиномер, штангенрейсмас) относятся к группе показывающих измерительных приборов. С их помощью можно выполнять абсолютные измерения, то есть, можно непосредственно определить все значение измеряемой величины. Штангенприборы применяются не только для измерения, но и для разметки деталей, где не требуется высокая точность. Точность данных измерительных приборов ограничена точностью изготовления штриховых мер, то есть, точностью нанесения штриховых меток на шкале относительно друг друга и точностью размеров отдельных штриховых меток. Отличительным признаком штангенприборов (рис. 8 и 9) является наличие в них двух штриховых шкал - основная, которая находится на штанге, и дополнительная, которая закрепляется на специальной подвижной рамке. Основная шкала служит непосредственно для измерения. С этой шкалой производится сравнение измеряемого размера. Дополнительная шкала называется нониусом, и служит для повышения точности отсчета по основной шкале. При помощи шкалы нониуса можно более точно, чем на глаз, оценить долю деления основной шкалы, так как в основу отсчета заложена способность человеческого глаза более точно определить совпадение или не совпадение штрихов двух сомкнутых шкал, чем оценивать долю деления шкалы на глаз. Штангенциркули (рис. 8) предназначены для измерения наружных и внутренних размеров изделий, а также, в зависимости от типа (конструкции) позволяют выполнять разметочные работы и измерять различные глубины и высоты изделий. Штангенглубиномеры (рис. 8а) как говорит само название, предназначены для измерения глубины отверстий, высоты изделий, расстояния между буртиками и различными поверхностями. Штангенрейсмасы (рис. 8в) предназначены для измерения высот и разметки изделий. При этом инструмент и изделие, должны располагаться на специальной плите, называемой поверочной плитой. Штангенрейсмасы главным образом применяются для выполнения разметочных работ. Основные метрологические характеристики штангенприборов приведены в таблице 13. Штангенприборы являются одним из основных измерительных приборов, широко применяемых при ремонте и восстановлении деталей различной техники, а также при изготовлении новых изделий. ПРИНЦИП ПОСТРОЕНИЯ ШКАЛЫ НОНИУСА (рис. 9) Отсчетным устройством в штангенприборах является линейный нониус, который позволяет точно отсчитывать дробные доли интервала деления основной шкалы штангенприбора. Принцип построения шкалы нониуса показан на рисунке 9, который заключается в следующем. На шкале нониуса откладывают отрезок длиной -"l", равный целому числу делений основной шкалы. На рисунке 9 целое число делений основной шкалы равен 9-и. Но число делений на этом отрезке "1" берется на одно деление больше (то есть, отрезок «l» делится на 10 равных делений). На рисунке 9 число делений - "n" шкалы нониуса равен 10. Таким образом, в общем виде можно записать: l = с ∙ (n - 1) = b ∙ n. . . . . . . . . . . . . . . 1 Из рисунка 10 видно, что "i" - точность отсчета по шкале нониуса: i = с - b . . . . . . . . . . . . . . . . . . . . . . . .2 где b - интервал деления шкалы нониуса. Подставив значение "b" в формулу 1 получим: с ∙ (n - 1) = (с - i) ∙ n; отсюда: i = c / n. . . . . . . . . . . . . . . . . . . . ……3 Таким образом, точность отсчета по шкале нониуса штангенприбора равна частному от деления цены деления основной шкалы - "с" на число делений - "n" шкалы нониуса (зависимость 3). Пример (рис. 10): с = 1 мм - цена деления основной шкалы; l = 9 мм - длина шкалы нониуса; n = 10 - число делений шкалы нониуса. Тогда: b = l / n = 9 / 10 = 0,9 мм - интервал деления шкалы нониуса, i = 1 мм - 0,9 мм = 0,1 мм, или i = с / n = 1 / 10 =0,1 мм, l = b ∙ n = 0,9 ∙ 10 = 9 мм - длина шкалы нониуса. Но шкала нониуса, выполненная по такому принципу, получается относительно короткой (узкой), что вызывает неудобство отсчета и быструю утомляемость оператора. Поэтому шкала нониуса выполняется растянутой, что повышает удобство отсчета. Растянутая шкала получается путем применения модуля - γ. При этом, деление шкалы нониуса принимают не приближенно равным делению основной шкалы, а в γ раз больше. В этом случае: с ∙ [(γ ∙ n) - 1] = b ∙ n. . . . . . . . . . . . . . . . . . . . . . . .4 i = (γ ∙ c) - b . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 Подставляя значение - "b" из 5-го уравнения в 3-е получим: с ∙ [(γ ∙ п) - 1] = [(γ ∙ с) - i ] ∙ n отсюда: | i = с / n| . . . . . . . . . . . . . . . . . . . . . . . ……………6 Из выражения 6 следует, что точность отсчета - i по шкале нониуса не зависит от модуля - "γ", а в любом случае зависит от цены деления - "с" основной шкалы и числа делений - "n" шкалы нониуса. Если для варианта на рисунке 10 γ = 1 и l= 9 мм, то рассмотрим, чему будет равна длина шкалы нониуса при γ = 2. Так как i = (γ ∙ с) - b, то b = ( γ ∙ с) - i = (2 ∙ 1) - 0,1=1,9 мм, l = b ∙ n = 1,9 мм ∙ 10 = 19 мм. Таким образом, при прочих равных условиях, при модуле γ = 1, длина шкалы нониуса l = 9 мм, а при γ = 2, длина шкалы нониуса l = 19 мм. Вывод. Применение модуля - γ при построении шкалы нониуса позволяет растянуть (расширить) шкалу нониуса, что повышает удобство отсчета и снижает утомляемость оператора при отсчете показаний. Для построения шкалы нониуса необходимо иметь следующие данные. с - цена деления основной шкалы, мм; i - точность отсчета по шкале нониуса, мм; γ - модуль шкалы нониуса (величина безразмерная). Шкалу нониуса, а также любую линейную шкалу можно построить, если известны: 1) b - интервал деления шкалы нониуса, мм; 2) n - число делений шкалы; 3) l - длина шкалы в мм. Пример решения. Построить шкалу нониуса штангенциркуля, если заданы: 1) с = 1 мм; 2) i = 0,05 мм; 3) γ = 2. Решение. Из зависимости 5 [i (γ ∙ с) – b] определим - "b": b = (γ ∙ с) - i = (2 ∙ 1) - 0,05 = 1,95 мм; Из зависимости 3 (i = c/n) определим - "n": n = с / i = 1 / 0,05 = 20; Длина шкалы нониуса - "l " тогда будет: l = b ∙ n = 1,95 ∙ 20 = 39 мм. Таким образом: b = 1,95 мм, n = 20, l = 39 мм. По этим данным можно построить шкалу нониуса. ПОРЯДОК ОТСЧЕТА ПОКАЗАНИЙ ШТАНГЕНПРИБОРОВ Отсчетное устройство (рис. 8) штангенприборов представляет собой штангу, с нанесенными на ней метками с интервалом деления в 1 мм и свободно перемещающуюся раму, на скосе которой (против миллиметровой шкалы штанги) закреплена вспомогательная шкала, называемая нониусом (нониус служит для отсчета дробной доли миллиметра). Таким образом, по меткам, нанесенными на штанге отсчитывают целые миллиметры, а по шкале нониуса - дробные доли миллиметра. Штангенприборы модулей 1 и 2 выпускаются с отсчетом по нониусу 0,1 и 0,05 мм. Ранее выпускались штангенприборы с отсчетом по нониусу 0,02 мм. Значение отсчета по нониусу (0,1 или 0,05 мм) указывается на нониусе. Поэтому, перед началом пользования прибором необходимо узнать значение отсчета по нониусу. На рисунке 10б показан пример отсчета по шкале штангенприбора с отсчетом по нониусу 0,1 мм и модуль шкалы нониуса γ = 2. Порядок отсчета следующий. Нулевое деление шкалы нониуса находится за второй меткой после первой цифры 4 см (40 мм) – (рис.10б). Значит, прибор показывает 42 целых миллиметра. Седьмая по порядку метка (отмеченная крестиком) шкалы нониуса совпадает с одной из меток основной шкалы на штанге. Так как отсчет по нониусу равен 0,1 мм, то 0,1 ∙ 7 (седьмая метка) = 0,7 мм. Окончательный результат будет: 42 мм + 0,7 мм = 42,7 мм. Если бы отсчет по шкале нониуса был равен 0,05 мм, то необходимо было бы 0,05 ∙ 7 (седьмая метка) = 0,35 мм и окончательный результат был бы равен 42,35 мм. Таким образом, при измерении штангенприборами для определения дробной доли миллиметра необходимо отыскать метку шкалы нониуса, совпадающую с одной из меток основной шкалы и порядковый номер данной метки шкалы нониуса умножить на значение отсчета (0,1 или 0,05 мм) по шкале нониуса. ПРИМЕРЫ УСЛОВНОГО ОБОЗНАЧЕНИЯ ШТАНГЕНПРИБОРОВ В ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ 1) Штангенциркуль ШЦ - II - 250 - 0,05 ГОСТ 166-89. Это означает штангенциркуль типа ШЦ - II (рис. 8в), пределы измерения 0 - 250 мм, отсчет по нониусу 0,05 мм. 2) Штангенциркуль ШЦ - III - 1600 - ОД ГОСТ 166-89. Это означает штангенциркуль типа ШЦ - III (рис. 8г), пределы измерения 0 – 1600 мм, отсчет по нониусу ОД мм. 3) Штангенглубиномер ШГ - 200 ГОСТ 162-90. Это означает штангенглубиномер пределом измерения 0 - 200 мм. 4) Штангенрейсмас ШР - 250 - 0,05 ГОСТ 164-80. Это означает штангенрейсмас пределом измерения 0 - 250, отсчет по нониусу 0,05 мм. ОБЩИЕ ВОПРОСЫ В ОБЛАСТИ ШТАНГЕНПРИБОРОВ При измерении внутренних размеров штангенциркулем типа ШЦ - II или ШЦ - III рис. 8 к отсчету по прибору прибавляют толщину губок - "b", который указан на губках штангенциркулей и обычно составляет 10 мм. Механизм микрометрической подачи у штангенприборов служит для плавного перемещения рамки вдоль штанги, что позволяет стабилизировать усилие измерения, так как слишком большая, так и слишком недостаточная сила измерения искажает результаты измерения. Особенность измерения штангенприбором с механизмом микрометрической подачи заключается в следующем. При отстопоренных фиксирующих винтах измерительные поверхности губок приводят в неполное (слабое) соприкосновение с поверхностями измеряемой детали. Затем при помощи стопорного винта механизма микрометрической подачи стопорят хомутик механизма микрометрической подачи и при помощи гайки микрометрической подачи осуществляют микрометрическую подачу рамку прибора до плотного соприкосновения измерительных поверхностей с поверхностью измеряемой детали. Таким образом, повышается точность измерения. При измерении линейных размеров должен соблюдаться принцип Аббе, согласно которому в процессе измерения объект измерения должен быть расположен последовательно с мерой сравнения (образец, линейная шкала, блок концевых мер и т.п.). То есть, чтобы мера и линия измерения являлись продолжением друг друга. При измерении штангенциркулем этот принцип не соблюдается, так как шкала прибора и линия измерения располагаются параллельно, а не последовательно. При измерении же с помощью штангенглубиномера принцип Аббе соблюдается, так как линия измерения и шкала прибора являются продолжением друг - друга, то есть, лежат на одной прямой. Шкала любого средства измерения представляет собой совокупность отметок и чисел, изображающих ряд последовательных значений измеряемой величины. Под классом точности средства измерения понимают их обобщенные характеристики, определяемые пределами допускаемых основной и дополнительной погрешности, а также другими свойствами средств измерений, влияющих на точность, значение которых устанавливают в стандартах на отдельные виды средств измерений. Диапазон показаний средства измерения - область значений шкалы прибора, ограниченная конечным и начальным значениями шкалы. Диапазон измерений средства измерения - область значений величины, в пределах которой нормированы допускаемые пределы погрешности средства измерений. Например, для штангенциркуля ШЦ - II диапазон показания будет область основной шкалы, ограниченная между нулевой меткой начала шкалы и последней меткой (300 мм), то есть, 1 - 300 мм. Диапазон измерений для этого же штангенциркуля будет область основной шкалы, ограниченная между нулевой меткой начала шкалы и меткой (250 мм), то есть, 1 - 250 мм. Длина деления шкалы - расстояние между осями (или центрами) двух соседних меток шкалы, измеренное вдоль воображаемой линии, проходящей через середины самих коротких отметок шкалы. Цена деления шкалы - разность значений величины, соответствующих двум соседним отметкам шкалы средства измерений. Нормативно-техническая документация 1) ГОСТ 166-89 (СТ СЭВ 704-77, СТ СЭВ 707-77, СТ СЭВ 1309-78, ИСО 3599-76). Штангенциркули. Технические условия. Взамен ГОСТ 166-80. 2) ГОСТ 162-90 (СТ СЭВ 704-77, СТ СЭВ 708-77, СТ СЭВ 1309-78). Штангенглубиномеры. Технические условия. Взамен ГОСТ 162-80. 3) ГОСТ 164-90. Штангенрейсмасы. Технические условия. Взамен ГОСТ 164-80. 4) ГОСТ 8113-85. ГСИ. Штангенциркули. Методы поверки. Оборудование Штангенциркуль ШЦ - I - 125 - 0,1 - 1 шт. Штангенциркуль ШЦ - II - 250 - 0,05 - 2 шт. Штангенглубиномер ШГ -160 - 2 шт. Штангенрейсмас ШР - 250 - 0,05 - 2 шт. Набор N1 плоскопараллельных концевых мер длины. Деталь сложной формы для измерения. Карандаш, микрокалькулятор, линейка, стиральная резинка. Содержание отчета Оформить таблицы 10, 11 и 12. Результаты расчета шкалы нониуса и ее рисунок. Эскиз измеряемой детали с обозначением измеряемых размеров (рис. 7). Из теоретического раздела методических указаний в отчете законспектировать следующие основные понятия и определения: назначение штангенциркуля, штангенглубиномера и штангенрейсмаса, "цена деления шкалы", ''длина деления шкалы", "принцип Аббе", модуль шкалы нониуса, диапазон показаний и диапазон измерений, назначение шкалы нониуса штангенприбора. ПРАКТИЧЕСКАЯ ЧАСТЬ Таблица 10 Основные метрологические характеристики штангенприборов
Примечание. Основные метрологические характеристики измерительных приборов, как правило, указываются в паспорте на данный измерительный прибор. При наличии измерительного прибора на руках, метрологические характеристики можно определить, изучая сам прибор. Таблица 11 Результаты поверки штангенциркуля
Примечание. Проверяемые точки шкалы штангенприборов стандартизированы. Таблица 12 Результаты замеров размеров детали
1. Порядок заполнения таблицы №10. Используя таблицу 13 и изучив штангенприборы заполнить таблицу 10. Для определения длины деления шкалы нониуса разделить общую длину шкалы нониуса (расстояние от первой метки шкалы и до последней метки) на число интервалов шкалы. Цена деления шкалы нониуса указана на самой шкале нониуса. 2. Порядок заполнения таблицы №11. Для заполнения данной таблицы необходимо использовать блоки плоскопараллельных концевых мер длины. Поверку правильности показаний осуществлять в десяти точках по всей длине основной шкалы. Проверяемые точки стандартизированы и указаны в таблице 11 (0; 12,05; 28,50 и т.д. до 80,00 мм). Если нулевая метка не совпадает с нулем, то их можно совместить путем перемещения шкалы нониуса вдоль основной шкалы. Для этого необходимо ослабить два винта, крепящие шкалу нониуса на рамке и переместить шкалу нониуса в ту или иную сторону до совпадения нулевой метки с нулем. Закрепить с помощью двух винтов шкалу нониуса, неподвижно. Остальные точки проверять следующим образом. Составить блок концевых мер соответствующего размера (например 12,05 мм) и замерить данный блок с помощью проверяемого штангенциркуля. Если штангенциркуль в данной точке показывает правильно, то показание штангенциркуля и соответствующего блока должны совпадать (например, штангенциркуль должен показывать 12,05 мм). Показание штангенциркуля записать в колонку показания прибора против соответствующей точки. И так по всем точкам до 80,00 мм. Если показание штангенприбора в проверяемой точке и значение блока концевых мер не совпадают, то возникает погрешность. Разность показания штангенциркуля в проверяемой точке и блока концевых мер по модулю записать в колонку "Погрешность" против проверяемой точки. Если они совпадают, то погрешности нет, в колонке "Погрешность" ставить ноль. Пример. Проверяемая точка 12.05 мм. При проверке штангенциркуль показал 12,00 мм. Разность 12,05 - 12,00 = 0,05 мм. Значение 0,05 записать в колонку "Погрешность" против строки 12,05 мм. Если показание штангенциркуля в проверяемой точке 12,05 мм оказалось меньше чем 12,05 мм (например, только 12,00 мм), то это значит, что в данной точке при измерениях штангенциркуль показывает меньше на величину 0,05 мм. Надо вести поправку. Так как штангенциркуль при измерении в данной точке показывает меньше на 0,05 мм, чем есть на самом деле, то поправку надо вести со знаком "+". Значение поправки +0,05 мм необходимо записать в колонку "Поправка" против проверяемой точки 12,05 мм. Если показание штангенциркуля в проверяемой точке 12,05 мм оказалось больше чем 12,05 мм (например, 12,15 мм), то это значит, что в данной точке при измерениях штангенциркуль показывает больше на величину 0.10 мм. Надо вести поправку. Так как штангенциркуль при измерении в данной точке показывает больше на 0,10 мм чем есть на самом деле, то поправку надо вести со знаком "-". Значение поправки -0,10 мм необходимо записать в колонку "Поправка" против проверяемой точки 12,05 мм. Аналогично необходимо поступать и по всем проверяемым точкам основной шкалы штангенциркуля. Значение допускаемой погрешности штангенциркуля записать в колонку "Допускаемая погрешность" пользуясь приложением 1. Если имеется паспорт проверяемого штангенциркуля, то значение допускаемой погрешности можно определить и по паспорту. Заключение о годности дать по каждой проверяемой точке основной шкалы штангенциркуля. Если погрешность в данной точке не превышает допускаемого значения, или равняется ему, то в данной точке надо записать слово "годный". Если превышает допускаемое значение, то в данной точке надо записать слово "не соответствует". 3. Порядок заполнения таблицы №12. По рис. 7 изучить эскиз детали, размеры которой необходимо замерить. Эскиз детали начертить в отчете. С помощью штангенциркулей, штангенглубиномеров и штангенрейсмаса измерить все указанные на эскизе размеры и результаты занести в таблицу 12. Необходимо замерить наружные (d) и внутренние (D) диаметры и расстояния (L) между соответствующими поверхностями. Все размеры необходимо замерить в двух направлениях "А -А" и "Б - Б" в одном поперечном сечении. Внимание! При измерении диаметров, измерительные губки штангенциркуля должны лежать в плоскости поперечного сечения детали. 4. Расчет и построение шкалы нониуса. Выполнить расчет параметров шкалы нониуса и по ним начертить шкалу нониуса. Из таблицы вариантов заданий выписать исходные данные: с - цена деления основной шкалы, мм; i - точность отсчета по шкале нониуса, мм; γ - модуль шкалы нониуса (безразмерная величина). Для построения любой линейной и равномерной шкалы необходимо иметь (рассчитать) следующие параметры: b - интервал деления шкалы в мм; n - число делений (интервалов) шкалы; l - длина шкалы в мм. Из зависимости: i = γ ∙ c – bопределить значение – b; Из зависимости: i = c / nопределить значение – n: По зависимости: l = b ∙ nопределить длину шкалы – l. Построить шкалу нониуса в масштабе. Варианты заданий для построения шкалы нониуса № вар-та с, мм i , мм γ 1 1 0,1 1 2 1 0,1 2 3 1 0,1 3 4 1 0,1 4 5 1 0,1 5 6 1 0,05 1 7 1 0,05 2 8 1 0,05 3 9 1 0,05 4 10 1 0,05 5  Рис. 7 Эскиз детали, размеры которой необходимо замерить штангенприборами. «d» - наружные диаметры; «D» - внутренние диаметры; «L» - расстояния между поверхностями; А - А, Б - Б – направления замеров; «С» - место нанесения номера детали. Таблица 13 Метрологические характеристики штангенприборов
Продолжение таблицы 13
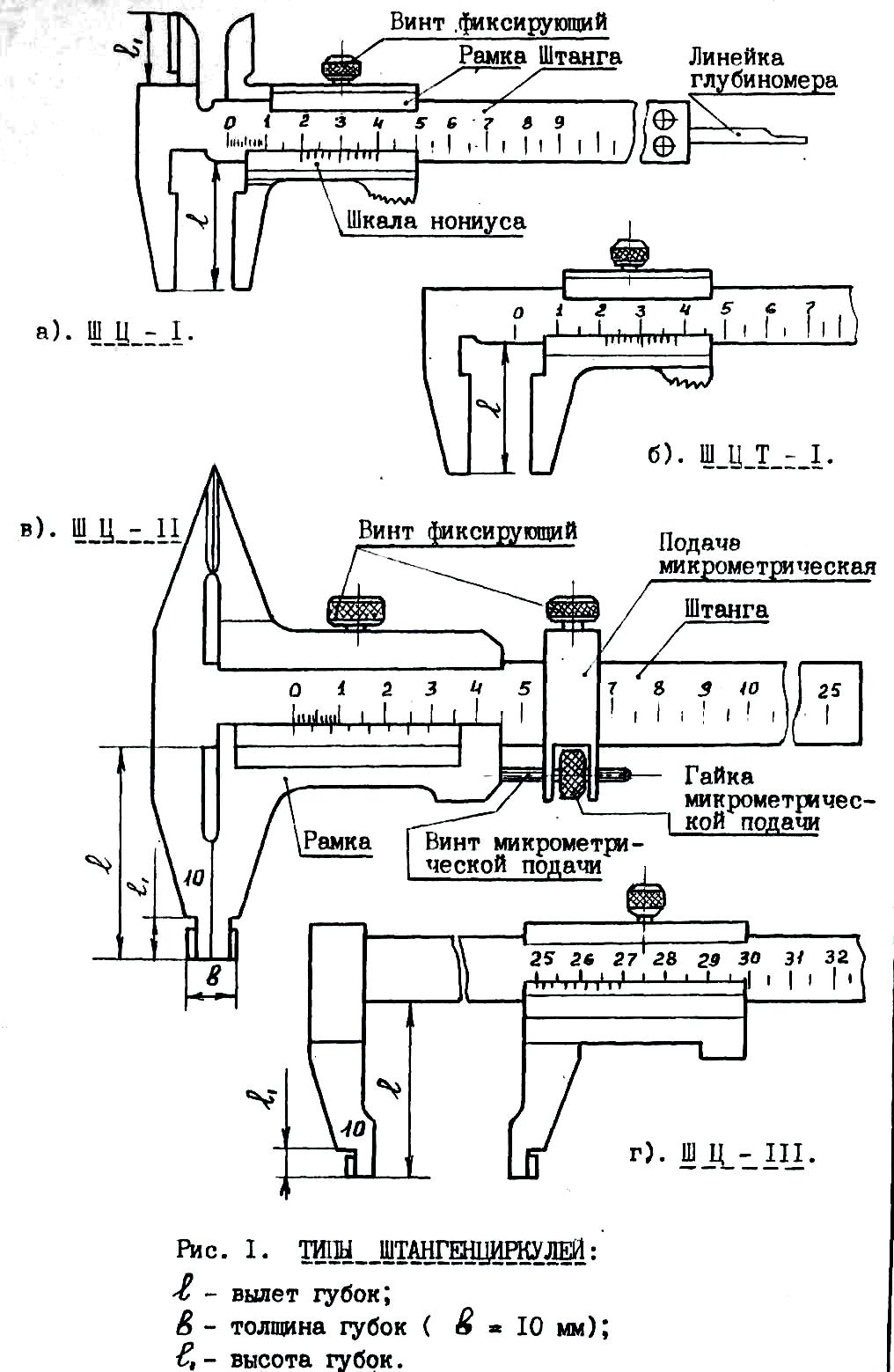 Рис. 8 Типы штангенциркулей. l – вылет губок; b – толщина губок (b – 10 мм); l1 – высота губок.  Рис. 9 Принцип построения шкалы нониуса штангенинструментов. С - цена деления основной шкалы в мм; n - число делений основной шкалы (n = 9); l - длина участка основной шкалы, соответствующая (n = 9) в мм. b - интервал шкалы нониуса в мм; i - точность отсчета по шкале нониуса в мм; n - число делений шкалы нониуса (n = 10); l - длина шкалы нониуса в мм. 0, 1, 2 .... 13 - порядковые номера меток основной шкалы, нанесенные интервалом в 1 мм, 0, 1 . . . 10 - порядковые номера меток шкалы нониуса, нанесенные интервалом, равным - b.  Рис. 10 Порядок отсчета по шкалам штангенинструментов с отсчетом по нониусу 0,1 мм. а) - шкала нониуса модулем (γ = 1); б) - пример отсчета по шкале штангенинструмента модулем (γ = 2). Вопросы для самоподготовки Назначение штангенциркуля, штангенрейсмаса и штангенглубиномера. Перечислить основные конструктивные элементы штангенприборов. Как называется дополнительная шкала штангенприборов? Назначение шкалы нониуса штангенприборов. 5. Чему равняется (по какой формуле определяется) точность отсчета по шкале нониуса? 6. Принцип построения шкалы нониуса. 7. Что такое длина (интервал) деления шкалы и как ее можно определить? 8. Что такое цена деления шкалы? 9. Как можно проверить правильность настройки и показания штангенприборов? 10. Модуль шкалы нониуса, зачем он нужен? 11. Назначение механизма микрометрической подачи штангенприборов. 12. Что характеризует класс точности измерительного прибора? 13. Показать на штангенприборах указатель. 14. Чему равняется цена деления основной шкалы штангенприборов? 15. С какой ценой деления шкалы нониуса выпускаются штангенприборы в настоящее время промышленностью? 16. Указать на штангенприборах диапазон показаний. Что такое диапазон показаний? 17. Указать на штангенприборах диапазон измерений. Что такое диапазон измерений? 18. Дать определение понятия "шкала измерительного прибора". 19. Что такое "принцип Аббе"? 20. Привести пример условного обозначения штангенприборов. 21. Какие общие элементы имеют штангенприборы? 22. По какой формуле определяется точность отсчета по шкале нониуса штангенприборов? 23. Чем ограничивается точность штангенприборов? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||