курсовой мдк. курс. Литература 1 Общий раздел Описание конструкции и служебного назначения детали Деталь Вилка наружней полуоси
 Скачать 0.7 Mb. Скачать 0.7 Mb.
|

 Содержание Содержание Введение 2 1 Общий раздел Описание конструкции и служебного назначения детали Технологический контроль чертежа 2 Специальный раздел 2.1 Тип производства и его характеристика 2.2 Выбор способа получения заготовки и её конструирование 2.3 Выбор технологических баз 2.4 Анализ базового технологического процесса 2.5 Разработка технологического маршрута изготовления детали 2.6 Разбивка операций на технологические переходы и рабочие ходы 2.7 Выбор режущего, вспомогательного и измерительного инструмента 2.8 Выбор смазочно-охлаждающих жидкостей на операции 2.9 Расчет ( назначение) режимов резания на три разнохарактерные операции 2.10 Расчет норм времени 2.11 Описание и расчет режущего инструмента 2.12 Описание и расчет измерительного инструмента Литература 1 Общий раздел Деталь «Вилка наружней полуоси» УРАЛ- 5557 применятся в ведущем переднем мосте на автомобиле «Урал». Предназначена для передачи крутящего момента. Функция приводного вала (полуоси) – передача крутящего момента от главной передачи и дифференциала на ведущее колесо с сохранением скорости и плавности его вращения при поворотах и наездах на неровности.  Рисунок 1 Рисунок 1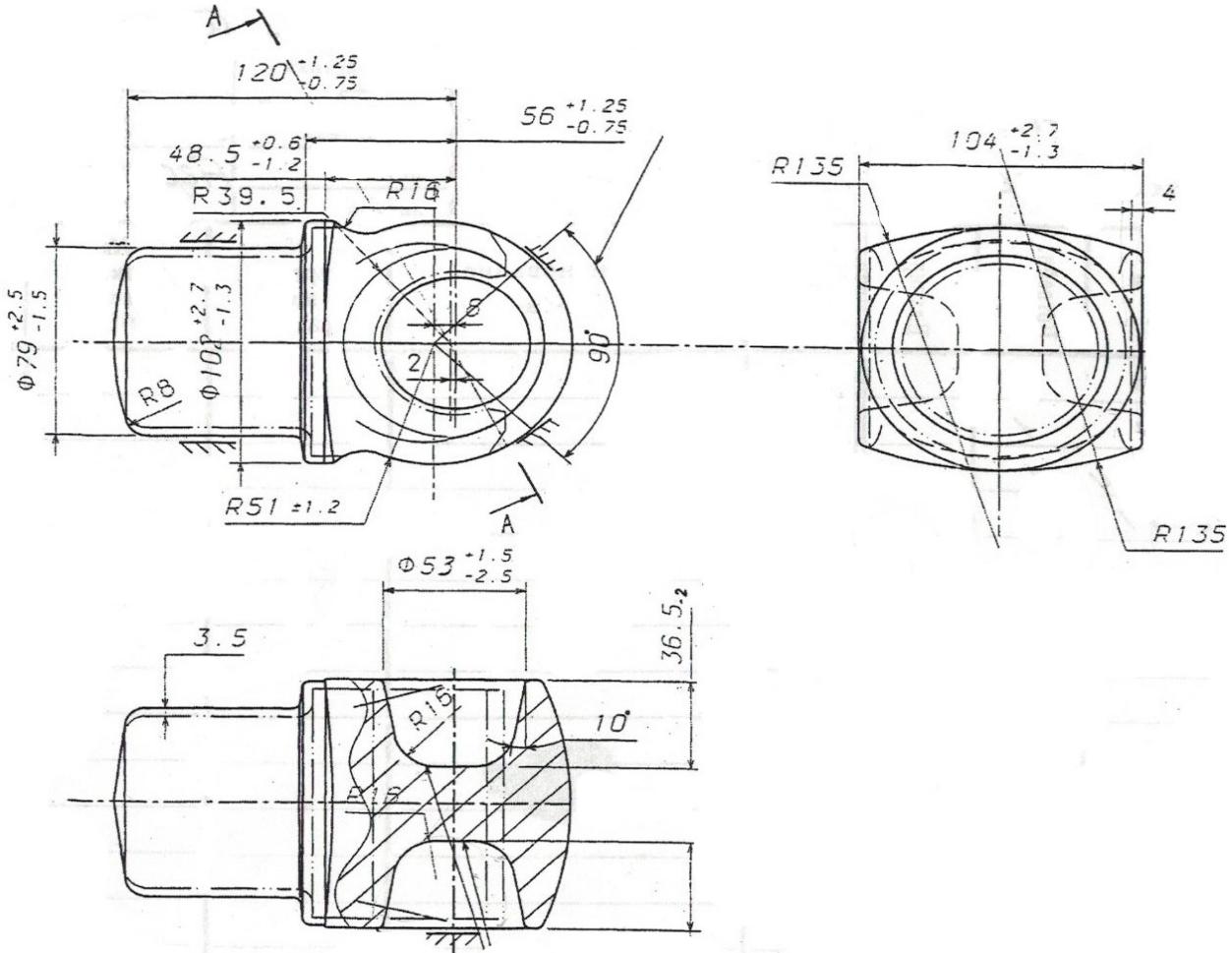 Технологический контроль чертежа Каждая деталь должна изготавливаться с минимальными трудовыми и материальными затратами . Эти затраты можно сократить в значительной степени от правильного выбора варианта технологического процесса,его оснащения, механизации и автоматизации,применения оптимальных режимов обработки и правильной подготовки производства. На трудоемкость изготовления детали оказывает её конструкция и технические требования.  При отработке на технологичность конструкции детали необходимо производить оценку в процессе её конструирования. Требования к технологичности конструкции детали следующие: -Конструкция детали состоит из стандартных и унифицированных конструктивных элементов.  -Деталь изготавливается из стандартных заготовок, полученных методом поковки. -Деталь изготавливается из стандартных заготовок, полученных методом поковки.-Размеры и поверхности детали имеют соответственно оптимальные степень точности и шероховатость. -Физико-химические и механические свойства материала, жесткость детали, её форма и размеры соответствуют требованиям технологии изготовления. -Показатели базовой поверхности (точность,шероховатость) детали обеспечивают точность установки,обработки и контроля. -Конструкция детали обеспечивает возможность применения типовых технологических процессов её изготовления. При оценке технологичности конструкции детали необходимо: -Рассчитать показатели технологичности конструкции. - Определить показатели уровня технологичности детали - Обеспечить технологичность конструкции детали.  Количественная оценка технологичности конструкции детали Количественная оценка технологичности конструкции деталиНаименование детали «Вилка наружной полуоси» Масса детали -3.2 кг. Материал - сталь 12Х22НЧА Таблица 1
Количественную оценку технологичности конструкции детали производят по следующим коэффициентам Коэффициент точности обработки  =1- =1- Где Аср - средний квалитет точности   А- квалитет точности обработки nj- число размеров соответствующего квалитета По таблице определяем общее число размеров -6 Число размеров с квалитетом 9-2 с квалитетом 12-4 Аср.=  =26 =26К т.о.= 1 -  =0,96 =0,96К т.о.=0,96>0,5 деталь по точности обработки относиться к технологичным. Коэффициент шероховатости К=  Б ср- средний класс шероховатости Б ср=  Б- класс шероховатости. nj- число поверхностей соответствующего класса шероховатости. По таблице определяем количество поверхностей С классом шероховатости 3 -2 С классом шероховатости 4-1 С классом шероховатости 12-3 Бср.=  = =Кш=  =0.6 =0.6Кш= 0.6<0.16 деталь не технологична Коэффициент унификации конструктивных элементов Ку= Qу.э-число унифицированных конструктивных элементов Qэ-число конструктивных элементов общее Ку=  =0.6 =0.6Ку =0,6=0,6 деталь технологична Деталь технологична по двум показателям : коэффициенту точности и коэффициенту унификации конструктивных элементов и нетехнологична по коэффициенту шероховатости. 2 Специальный раздел2.1 Тип производства и его характеристика Ориентировочно тип производства можно определить в зависимости от объема и массы изготавливаемых изделий по данным, приведённым в таблице 2. Программа выпуска N= 17000шт,масса m=8.1 Таблица 2.
Из таблицы видно, что тип производства при заданных параметрах- кропносерийное. В крупносерийном производстве выпуск изделий осуществляется крупными партиями в течении длительного периода.Крупносерийное производство является разновидностью серийного производства. Серийное производство- предусматривает одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск которой повторяется в течении продолжительного времени. Особенности крупносерийного производства:Постоянство относительно большой номенклатуры повторяющей продукции,изготавляемой в значительных количествах. Специализация рабочих мест для выполнения нескольких операций,закреплённых за конкретным рабочим Периодичность изготовления изделий сериями,обработка деталей партиями. Преобладание специального и специализированного оборудования и технологического оснащения. Наличие незначительного объема ручных сборочных и доводочных работ Преимущественная численность рабочих средней квалификации Незначительная длительность производственного цикла. Централизация оперативно - производственного планирования и руководства производством. Автоматизация контроля качества изготовляемой продукции. Применение статистических методов управления качеством продукции Унификация производства Типизация технологических процессов. 2.2Выбор способа получения заготовки и её конструирование Исходными данными для выбора способа получения заготовки является форма детали, масса детали,материалы детали, требования к точности и шероховатости поверхности детали, программа выпуска. С учетом применяемости данной детали на один автомобиль годовая программа выпуска составит 17 000 шт. Деталь «Вилка наружней полуоси» массой 3,21 кг выполненная из стали 12Х22НЧА. Согласно данным методом получения заготовки является метод обработки давлением. Для данной детали способом получения заготовки может быть машинная ковка или штамповка.  При машинной ковке нагретый металл пластически деформируется под воздействием удара падающих частей ковочного молота или давления пресса.При этом нагретую заготовку укладывают на нижней неподвижный боек, как на наковальню, а верхней подвижный блок при падении ударяет (на молоте) или нажимает на прессе на заготовку, деформирует металл,заставляет его перемещаться в требуемом напрвлении.Машинная ковка осуществляется на кузнечно - прессовом оборудовании.Применяется в условиях мелкосерийного и единичного производства. Ковку применяют для изготовления мелких и крупных поковок простой и сложной формы , не имеющих точных размеров и достаточно качественной поверхности. При машинной ковке нагретый металл пластически деформируется под воздействием удара падающих частей ковочного молота или давления пресса.При этом нагретую заготовку укладывают на нижней неподвижный боек, как на наковальню, а верхней подвижный блок при падении ударяет (на молоте) или нажимает на прессе на заготовку, деформирует металл,заставляет его перемещаться в требуемом напрвлении.Машинная ковка осуществляется на кузнечно - прессовом оборудовании.Применяется в условиях мелкосерийного и единичного производства. Ковку применяют для изготовления мелких и крупных поковок простой и сложной формы , не имеющих точных размеров и достаточно качественной поверхности.Получение заготовки методом поковки позволяет приблизить контуры заготовки и изготовляемой детали, тем самым уменьшить затраты на материал,что увеличивает коэффициент использования материала.Метод объемной штамповки - процесс горячего деформирования, при которой течение металла ограничению полостью ручья штампа.При любом способе горячей объемной штамповки инструментом является штамп, состоящий из двух или более частей.Такой метод выгоден в условиях массового и крупносерийного производства и осуществляется в кузнечных цехах.Преимущество горячей объемной штамповки следующие : однородность и точность поковок, высокая производительность, возможность получения поковок сложной конфигурации. 2.3 Выбор технологических баз При построении технологического маршрута максимально используется принцип совмещения и единства баз.Выбор баз производиться с учетом служебного назначения детали и с учётом разрабатываемого технологического процесса. Исходными данными для выбора баз являются: чертеж детали со всеми необходимыми техническими требованиями; вид и точность заготовки; условия расположения и работы детали в машине. Эскиз детали с номерами обрабатываемых поверхностей представлен на рисунке 2. Эскиз детали с номерами обрабатываемых поверхностей На первом этапе происходит комплексная обработка базовых поверхностей. Базирование осуществляется на поверхности 1,2 с упором в торец 4. Зажим заготовки осуществляется в двухкулачковом патроне.Базирование решает задачи взаимной ориентации деталей и узлов при обработке заготовок на станках.Рисунок 2 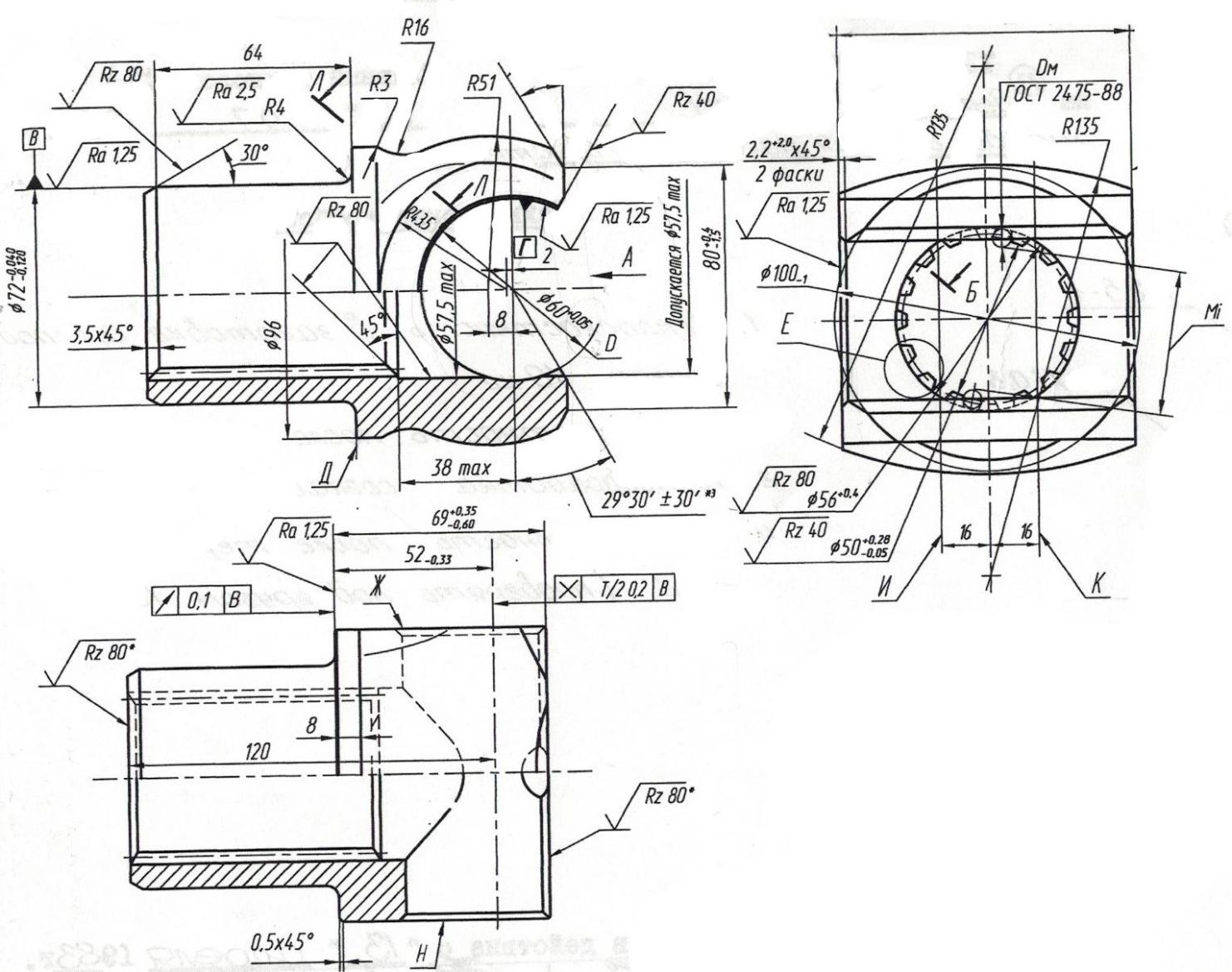 2.4 Анализ базового технологического процесса. Анализ базового технологического процесса произведен с точки зрения обеспечения заданного качества продукции. Базовый технологический процесс составлен в соответствии с требованиями ГОСТа. Метод получения заготовки — горячих объемная штамповка. Этот метод вы- годен в условиях массового и крупносерийного производства, Получение заго- товки методом поковки позволяет приблизить контуры заготовки к изготовляе- мой детали, тем самым уменьшить затраты на материалы, что увеличиваее ко- эффициент использования материала до 72% по сравнению с методом получения заготовки машинной ковкой (коэффициент использования материала — 68%). В качестве черновой базы является необработанная наружная цилиндриче- ская поверхность. В качестве чистовой базы является ось заготовки. Правиль- ность выбора черновых и чистовых баз на операциях технологического процесса является верным. Последовательность операций технологического процесса установлена верно Режимы резания соответствуют прогрессивным, Уровень автоматизации — низкий. 2.5 Разработка технологического маршрута изготовления детали
2.6 Разбивка операций на технологические переходы и рабочие ходы Разбивка операций на технологические переходы и рабочие ходы осуществляется в зависимости от формы поверхности обрабатываемой заготовки,требований точности и шероховатости. Для детали«Вилка наружней полуоси» выбираем поверхности для установления операций технологических переходов и рабочих ходов, определяем промежуточные и операционные припускиПоследовательность обработки наружней цилиндрической поверхности диаметром d=72 1 Заготовка TО=2,5мм 2 Точение черновое Т1=0,3мм 3 Шлифование Т2=0,095мм Определение припусков на обработку поверхности: Определение minприпуска на точение черновое ZZmin=2(Rz0+h0+  j) j) 0= 0= k*1 k=2мкм/мм к=2*96=192 k*1 k=2мкм/мм к=2*96=192  ZZmin=2(1500+6542+0)=4308мкм=4.3мм Определение min припуска на шлифование ZZmin1=2(RZ1+h1+ 1)Rz1=15мкм h1=15мкм Ку=0,05 ZZmin1=2(15+15+33)=126мкм=0.126 2.7 Выбор режущего, вспомогательного и измерительного инструмента Обработка металлов резанием является составляющей частью процесса производства большинства деталей. Правильно выбранный инструмент позволяет быстрее окупить затраты на новое оборудование, значительно повысить производительность старого оборудование и сделать работу операторов более продуктивной. В данном проекте используются станки с ЧПУ. С этой системой без труда можно собрать самые разнообразные наладки. Она полностью отвечает широкому диапазону требований при работе на старом оборудовании и на современных станках. Режущий инструмент выбирают с учетом: • требования максимального использования нормализованного и стандартного инструмента; • типа производства, метода обработки; • размеров и качества обрабатываемых поверхностей; • обрабатываемости материала; • стойкости инструмента, его режущих свойств и прочности; • стадии обработки – черновая, чистовая, отделочная Корпус фрезы для снятия фаски под углом 45 градусов. Устанавливаемая  пластина SPGT060204. пластина SPGT060204.  2.8 Выбор смазочно-охлаждающих жидкостей на операций Смазочно-охлаждающие жидкости относятся к комплексу средств, обеспечивающих эффективную эксплуатацию режущего инструмента, станка и оказывающих влияние на успешное освоение новых прогрессивных методов обработки металлов. Выбор СОЖ зависит от вида обработки (черновая или чистовая), обрабатываемого материала (сталь, чугун, цветные металлы), требований к качеству обрабатываемой поверхности, типа технологической операции (точение, сверление, развертывание, резьбонарезание). СОЖ снижает интенсивность силовых и тепловых нагрузок на режущий инструмент и обрабатываемую деталь, позволяют удалять из зоны резания стружку и продукты износа, благоприятно воздействуют на процесс резания металлов значительно уменьшается износ инструмента, наростообразование, повышается качество обработанной поверхности, снижаются затраты электроэнергии на резание.  Наиболее эффективно применение СОЖ при обработке вязких и пластичных материалов наименьший эффект дает применение СОЖ при обработке чугуна и других хрупких материалов. Наиболее эффективно применение СОЖ при обработке вязких и пластичных материалов наименьший эффект дает применение СОЖ при обработке чугуна и других хрупких материалов.
2.9 Назначение режимов резания на две разнохарактерные операции 1)Определение режимов резания на операцию 015 Токарная: 1.1)Глубина резания t=2.2мм 1.2)Подача s=0.5мм/об [2, c. 266, т. 11] 1.3)Скорость резания u U=  *Ku *KuCu - постоянный коэффициент T – стойкость инструмента m, x, y – показатели степени Сu =340 [2, c. 269, т. 17] T=360 мин m=0.2; x=0.15; y=0.45 [2, c. 269, т. 17] Ku – поправочный коэффициент Ku=Kмu KПu Kиu KTи KTc Kφu Кмu - поправочный коэффициент, учитывающий влияние физико-химических свойств обрабатываемого материала на скорость резания; Kпu - поправочный коэффициент, учитывающим влияние состояния поверхности заготовки на скорость резания; Kиu – поправочный коэффициент, учитывающий влияние инструментального состояния поверхности заготовки из скорости резания; Kти – коэффициент изменения стойкости в зависимости от числа одновременно работающих инструментов при средней по равномерности их загрузке; Ктс – коэффициент изменения периода стойкости в зависимости от числа одновременно обслуживаемых станков; Kφu – поправочный коэффициент, учитывающий влияние угла в плане резца. Kмu = Kr(750/qB)nu Kr – коэффициент, характеризующий группу стали по обрабатываемости; nu – показатели степени.Kr = 0.8 [2, c. 262, т. 2] nu = 1 [2, c. 262, т. 2] Kмu = 0.8(750/69)1=8.7 Kпu = 0.8 [2, c. 263, т. 5] Kиu = 0.65 [2, c. 263, т. 5] Kти = 1 [2, c. 264, т. 7] Ктс = 1 [2, c. 264, т. 8] Kφu = 1 [2, c. 2671, т. 18] Ku = 8.7*0.8*0.65*1*1*1=4.5 u=340/3600.2*2.20.15*0.50.45*4.5=573м/мин 1.4) Сила резания Px Pz = 10CptxSyunKp Cp – постоянный коэффициент; x, y, n – показатели степени; Kp – поправочный коэффициент, учитывающий фактическое условия резания; Сp =300 [2, c. 273, т. 22] x=1; y=0.75; n=-0,15 [2, c. 273, т. 22] Kp=KмpKφPKypKℽpKrp Kмp – поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости; KφP – поправочный коэффициент, учитывающий влияние главного угла в плане;Kyp – поправочный коэффициент, учитывающий влияние переднего угла; Kℽp - поправочный коэффициент, учитывающий влияние угла наклона главного лезвия; Krp - поправочный коэффициент, учитывающий влияние радиуса при вершине; Kмp =(qB/750)n n – показатели степени n=0.75 [2, c. 264, т. 9] Kмp = (69/750)0.75=0.164 KφP=1 [2, c. 275, т. 23] Kyp=1.4 [2, c. 275, т. 23] Kℽp=1.07 [2, c. 275, т. 23] Krp=1 [2, c. 275, т. 23] KP=0.167*1*1.4*1.07*1=0.25 Pz=10*300*2.21*0.50.75*1/5730.15*0.25=381 H 1.5) Мощность резания N N=Pxu/1020*60 N=381*573/1020*60=3.6 кВТ Nэлюдв.>N*n 6.5>3.6*0.9 6.5>3.24 1.6)Частота вращение шпинделя n n= 1000u/ℼD D – диаметр обрабатываемой поверхности n=1000*573/3.14*60=3 041 об/мин 1.7)Коррекция n по паспорту станка NMPC=1800 об/мин 1.8) Основные(машинное) время T0 T0 = Lpx/ns Lpx – длина рабочего хода T0 = 103/1800*0.5=0.114 мин 2) Определение режимов резания на операцию 020 Вертикально – протяжная Сверлить два взаимно перпендикулярных отверстия. 2.1.1)Глубина резания t t= 0.5D t= 0.5*6.3=3.15 2.1.2)Подача s=0.2 мм/об [2, c. 277, т. 25] 2.1.3)Скорость резания u u= /CuDq/TmSy*Ku Cu – постоянный коэффициент T – стойкость инструмента q, m, y – показатели степени Cu =7 [2, c. 278, т. 28] T=25 мин [2, c. 279, т. 30] q=0.4; m=0.2’ y=0.7 [2, c. 278, т. 28] Ku – поправочный коэффициент, учитывающий фактические условия резания. Ku= Kмu KиuKlu Kмu – поправочный коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания; Kиu - поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания; Klu - поправочный коэффициент, учитывающий глубину резания обрабатываемого материала. Kмu – определяем по формуле 1. Kr = 0.7 [2, c. 262, т. 2] Nu=0.9 [2, c. 262, т. 2] Kмu=0.7(750/69)0.9=6.06 Kиu=1 [2, c. 263, т. 6] Klu =0.75 [2, c. 280, т. 31] Ku=6.06*1*0.75=4.55 u=7*6.30.4/250.2*0.20.7*4.55=108 м/мин 2.1.4) Крутящий момент Mкр Mкр = 10СмDqSyKp См – постоянный коэффициент q, y – показатели степени См =0.0345 [2, c. 281, т. 32] q=2; y=0.8 [2, c. 281, т. 32] Kp – поправочный коэффициент, учитывающий фактичекские условия обработкиKP=Kмр Kмр – определяли по формуле 2 n=0.75 [2, c. 281, т. 32] Kмр = (69/750)0.75=0.164 Mкр =10*0.0345*6.32*0.20.8*0.164=0.62 HM 2.1.5) Осевая сила P0 P0=10СpDqSyKp Сp – постоянный коэффициент; q, y – показатели степени Сp =68 [2, c. 281, т. 32] q=1; y=0.7 [2, c. 281, т. 32] Kp = Kмр=0.164 P0=10*68*6.31*0.20.7*0.164=227.6 H 2.1.6) Частота вращения шпинделя n (определяется по формуле 3) D – диаметр обрабатываемого отверстия n=1000*108/3.14*6.3=5 460 об/мин Коррекция n по паспорту станка nMPC=1000 об/мин 2.1.7) Мощность резания N N=Mкрn/9750=0.06 кВт Nэл.дв.>N*ή 4.5>0.048 2.1.8) Основное (машинное) время T0 (определяем по формуле 4) T0=33/1000*0.2=0.165 мин T0=0.165 мин – на одно отверстие. Переход 2. Снять фаски на четырех отверстиях 2.2.1) Глубина резания t t=0.5(D-d) t=0.5*(12-6.3)=2.85 мм 2.2.2) Подача s s=0.28 мм/об [2, c. 277, т. 25] 2.2.3) Скорость резания u u=Dq/Tmtxsy*Ku Cu – постоянный коэффициент q, m, x, y – показатель степени T – стойкость инструмента Cu=16.2 [2, c. 278, т. 28] T=45 мин [2, c. 279, т. 30] q=0.4; m=0.2; x=0.2; y=0.7 [2, c. 278, т. 28] Ku – поправочный коэффициент, учитывающие фактические условия резания. Ku – определяется по формуле 5. Kмu – определяем по формуле 1. Kr=0.7 [2, c. 262, т. 2] nu=0.9 [2, c. 262, т. 2] Kмu=0.7(750/69)0.9=6.06 Kиu=1 [2, c. 263, т. 6] Klu=1 [2, c. 280, т. 31] Ku=6.06*1*1=6.06 u=16.2*120.4/450.2*2.850.2*0.280.7*6.06=193 м/мин 2.2.4) Крутящий момент Mкр Mкр=10Cм DqtxsyKpcм – постоянный коэффициент q, y – показатели степен Cм=0.09 [2, c. 281, т. 32] q=1; x=0.9; y=0.8 [2, c. 281, т. 32] Kp - поправочный коэффициент, учитывающие фактические условия обработки. Kp= Kмp=0.164 Mкр=10*0.09*121*2.850.9*0.250.8*0.164=1.6 Hм 2.2.5) Осевая сила P0=10Cp DqtxsyKp Cp – постоянный коэффициент q, x, y – показатель степени Cp=67 [2, c. 281, т. 32] x=1.2; y=0.65 [2, c. 281, т. 32] Kp= Kмp=0.164 P0=10*67*2.851.2*0.280.65*0.164=160 H 2.2.6) Частота вращения шпинделя n (определяем по формуле 3) n=1000*193/3.14*12=5 122 об/мин Коррекция n по паспорту станка nMPC=1000 об/мин 2.2.7) Мощность резания N N= Mкрn/9750 N=1.6*1000/9750=0.16 кВт Nэл.дв.>N*ή 4.5>0.13 2.2.8) Основное (машинное) время T0 (определяем по формуле 4) T0=2/1000*0.28=0.007 мин T0=0.007 мин – на одно отверстие. T0=0.007*4=0.028 мин – на 4 отверстия. 3) Определение режимов резания на операцию 020 Токарная с ЧПУ 3.1) Группа применяемого станка – II 3.2) Подача s0 s0 таб.=2.4 об/мин s0= s0 табKмsKFs Kмs – поправочный коэффициент, учитывающий марку материала; KFs - поправочный коэффициент, учитывающий направление подачи; Kмs=0.9 [3, c. 238, т. 3.5] KFs=1 [3, c. 239, т. 3.5] s0=2.4*0.9*1=2.16 мм/об Коррекция s0 по паспорту станка s0MPC=2 об/мин 3.3) Величина нормативной стойкости T Tтабл=600 мин [3, c. 237, т. 3.3] Величина износа инструмента h h3=30 м/мин [3, c. 237, т. 3.3] 3.4) Скорость резания uтабл=30 м/мин u=uтаблKмuKφuKZuKиuKΔuKuKTu Kмu – поправочный коэффициент, учитывающий марку материала; Kφu - поправочный коэффициент, учитывающий профиль зуба фрезы; KZu - поправочный коэффициент, учитывающий число шлицов вала; Kиu – поправочный коэффициент, учитывающий материала фрезы; KΔu – поправочный коэффициент, учитывающий класс точности фрезы; Ku – поправочный коэффициент, учитывающий число проход при вырезании шлицев; KTu – поправочный коэффициент, учитывающий стойкость инструмента. Кмu=0.8 [3, c. 238, карта 3.5] Kφu =1 [3, c. 239, карта 3.5] KZu =1.4 [3, c. 239, карта 3.5] Kиu =1 [3, c. 239, карта 3.5] KΔu =1.05 [3, c. 239, карта 3.5] Ku = 1 [3, c. 239, карта 3.5] KTu = 1 [3, c. 239, карта 3.5] u=30*0.8*1*1.4*1.05*1*1=35.28 м/мин 3.5) Частота вращения фрезы n (определяем по формуле 3) D – диаметр фрезы n=1000*3528/3.14*90=125 об/мин 3.6) Величина и число осевых передвижек Bтабл=7.4 мм [3, c. 242, карта 3.6] B= BтаблKsB KsB - поправочный коэффициент, учитывающий, величину подачи на осевые передвижки. KsB=1 [3, c. 242, карта 3.6а] B=7.4*1=7.4 мм 3.7) Основное (машинное) время T0 T0 = Lpxz/ns Lpx – длина рабочего хода z – число шлицев. T0=93*16/125*2=5.952 мин  2.10 Расчет норм времени Рассчитываем вспомогательное Тв и штучное время Тшт на операции: 005 Карусельно-фрезерная, 010 Вертикально-сверлильная, 020 Токарная с ЧПУ Tв=(Туст+Твер+Тпер+Тизм)*Кt Туст – Вспомогательное время на установку и снятие детали Твер – Вспомогательное время связанное с переходом Тпер – Вспомогательное время связанное с переходом на приемы не вошедшие в комплексы Тизм – Вспомогательное время на контрольные измерения Кt – Поправочный коэффициент на вспомогательное время в зависимости от размеров партии обрабатываемых деталей Тшт=(Т0+ТВ)(1+(Зобс+Зотл)/100) Зобс – Время на обслуживание рабочего места в процентах от оперативного времени Зотл – Время перерывов на отдых и личные надобности в процентах от оперативного времени Расчет норм времени на операцию 005 Туст= 0.30 мин [4, с 190, т 47] Тпер= 0.10 мин [4, с 191, т 48] Тизм= -0.23 мин [4, с 194, т 53] Кt= 1.07 [4, с 194, т 54] ТВ=(0.30+0.10+0.07-0.23)*1.07= 0.849 Зобс= 3.5 [4, с 192, т 50] Зотл= 4 [4, с 192, т 50] Тшт=(0.13+0.749)*(1+(3.5+4)/100)=0.945 мин  Расчет норм времени на операцию 010 Tуст = 0.2 мин [4, с 210, т 72] TВер = 0.07 мин [4, с 213, т 74] Т1Вер=0.22 мин [4, с 214, т 75] Тизм = 0 мин Кt = 1.07 [4, с 194, т 54] ТВ =(0.2+0.07+0.22)*1.07=0.524 мин Зобс= 3.5 [4, с 215, т 77] Зотл= 4 [4, с 215, т 77] Тшт=(0.362+0.524)*(1+(3.5+4)/100)= 0.95 мин Расчет норм времени на операцию 020 Вспомогательное время на операцию Та=0.31 мин [4, с 233, т 98] Кт= 0.87 [4, с 194, т 54] Тв= 0.31*0.87=0.27 мин Зобс= 4 [4, с 235, т 100] Зотл= 4 [4, с 235, т 100] Тшт=(5.952+0.27)*(1+(5+4)/100)=6.72 мин  2.11 Описание режущего инструмента Резцы делят на три основные группы: токарные строгальные и долбежные. Первые используют на токарных станках для получения различных деталей и заготовок методом вращения заготовки и перемещения резца. Это наиболее распостраненный и простой вид режущего инструмента. Резец из головки и державки для закрепления инструмента на станке. Резцы могут быть оснащены напайными или сменными твердосплавными пластинами. Резцы с механическим креплением пластин применяются для наружного точения и подрезки резцов для чистовой или получистовой обработки. Долговечность державок экономичность и удобство замены обработанной пластины являются преймуществом такой конструкции резца. Кроме того при напайке пластин могут образовываться микротрещены которые снижают прочность пластин и сокращают их срок службы. В последнее время для изготовления режущих инструментов применяются минерало-керамические сплавы, обладающие высокими режущими качествами и дешевизной. Основой этих сплавов служит глинозем, спекаемый с различными добавками. В целях экономии материалов из твердых сплавов и минералокерамики изготовляются пластинки, которые припаиваются к телу резца или другого инструмента. Токарные резцы, в зависимости от их назначения, делятся на проходные —для наружной обработки поверхностей тел вращения; подрезные — для обработки торцовых поверхностей; отрезные — для разрезания заготовок и отрезания изделия от заготовки; расточные —для обработки отверстий; резьбовые — для нарезания резьбы.В зависимости от направления резания различают правые и левые резцы. На сегодняшний день получили широкое применение трех четырех и пяти сменные пластины из твердого сплава предназначенные для обработки стали и чугуна. Резец имеет державку 1 с закрепленной на ней с помошью винта трехгранную пластину из твердого сплава. Многогранные пластины не перетачивают. После изнашивания одной режущей кромки пластину поворачивают и в работу вступает следующая кромка. После изнашивания режущих кромок пластину заменяют новой. Выбираем по стандарту конструкцию резца с механическим креплением многогранной пластины. Для обеспечения главного угла и заданных режимов резания выбираем резец проходной правый с трехгранной пластиной 2.12 Описание измерительного инструмента Исполнительным размером пробки является размер поставленный на чертеже так, чтобы допуск был направлен в тело пробки. Для пробки - наибольший предельный размер с отрицательным отклонением. Калибры для контроля вала скоба (ГОСТ 14810, 14815). Проходная сторона (ПР) пробки имеет размер, равный наибольшему предельному размеру вала, а непроходная сторона (НЕ) - наименьшему размеру вала. Калибр-пробка состоит из двух частей: корпуса и ручки - накладки. Корпус сделан из материала У8, а ручка - накладка из фенопласта марки 03-010-02 ГОСТ 5689. Фенопласты представляют собой формовочные материалы, полученные в результате совместной обработки фенольной смолы, органического наполнителя, отверждающих, красящих веществ и других специальных добавок. При проектировании контрольных предельных калибров производят расчет исполнительных размеров и строят схему взаимного расположения полей допусков измеряемого изделия. Определяем размеры калибр-пробки для вала и60±0,01 мм с полем допуска По ГОСТ 25347-82 находим предельные отклонения вала, они равны +10 и -10 мкм. Следовательно: dмax=60.01 мм и dмin=59.99 мм По ГОСТ 24853-81 находим допуски и другие данные для расчета калибра и контркалибра; H1=4 мкм; z1=3 мкм; y1=2 мкм. Наименьший размер проходной новой калибр-пробки: ПРmin=dmax-z1-H1/2 ПРmin=60.01-0.004-0.005/2=60.0035 мм Выводы В курсовом проекте определен тип производства и дана характеристика типу производства; выбран способ получения заготовки; выбраны технологические базы; разбиты операции на технологические и рабочие переходы; рассчитаны припуски; выбрана смазочно-охлаждающая жидкость; проанализирован базовый технологический процесс; выбран режущий и измерительный инструмент, рассчитаны нормы времени  Проанализировав базовый технологический процесс было принято решение на операциях 010, 015 заменить станок на более эффективный и производительный. Это позволит снизить основное (машинное) и штучное время. Измененные показатели подтверждают эффективность и актуальность проведенной работ Список литературы Справочник технолога – машиностроителя TI под ред. A.Г. Косиловой, Р.К. Мещерекова. М.:”Машиностроение”,1985г. Справочник технолога – машиностроителя T2 под ред. A.Г. Косиловой, Р.К. Мещерекова. М.:”Машиностроение”,1985г. Общемашиностроительные нормативы режимов резания T2 под ред. А.Д. Локтев, И.Ф.Гущин. М.:”Машиностроение”,1991г. В.С. Стародубцева “Сборник задач по техническому нормированию в машиностроении”, М.:”Машиностроение”,1974г. Н.А. Нефедов, А.К. Осипов “Сборник задач по резанию металлов и режущему инструменту” М.:”Машиностроение”,1984г. Классификатор технологических операций. Паспортные данные металлорежущих станков. Ильянков, А.И. Технология машиностроения; учебник для пудентов учреждений сред. проф. образования / А.И. Ильянков. - Москва: Академия, 2018. - 349 с. -( Профессиональное образование). Котков, В.М. Трак юры и автомобили: учебник для пудентов учреждений сред. проф. образования / В.М. Котиков, А.В. Ерхов. - Москва: Академия, 201 7. - 415 с. -( Профессиональное образование). Дополнительная литература: Аверьянов, О.И., Аверьянова, Г.И. и др. Компомовкн- металлорежугцих станков М.: Изд-во МГИУ, 2007.168.Арзамасов, Б.Н. Конструкционные материалы: справочник М.: Машиностроение, 1990. 688с. Клепников, В.В., Бодров, А.Н. Технология машиностроения: Учеб учебник М.: ФОРУМ: ИНФРАМ-М, 2004. 860 с. Черпаков, Б.И. Технологическая оснастка. M.: Издательский центр “Академи”,2005. 288 с. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
