шпора по технологии матералов. ответы. Материаловедение
 Скачать 0.74 Mb. Скачать 0.74 Mb.
|

|
Материаловедение С ростом содержания углерода в структуре стали увеличивается количество цементита, при одновременном снижении доли феррита. Изменение соотношения между составляющими приводит к уменьшению пластичности, а также к повышению прочности и твердости. Прочность повышается до содержания углерода около 0,9…1%, а затем она уменьшается, так как образуется грубая сетка цементита вторичного. Углерод влияет на вязкие свойства. Увеличение содержания углерода повышает порог хладоломкости и снижает ударную вязкость. Повышаются электросопротивление и коэрцитивная сила, снижаются магнитная проницаемость и плотность магнитной индукции. Марганец и кремний вводятся в процессе выплавки стали для раскисления, они являются технологическими примесями. Содержание фосфора в стали 0,025…0,045 %. Фосфор, растворяясь в феррите, искажает кристаллическую решетку и увеличивает предел прочности σe и предел текучести σm , но снижает пластичность и вязкость. Сера снижает механические свойства, особенно ударную вязкость аx и пластичность (δ и Ψ), а так же предел выносливости. Она ухудшает свариваемость и коррозионную стойкость. Конструкционными называют стали, применяемые для изготовления деталей машин и механизмов, конструкций и сооружений. Эти стали могут быть как углеродистыми, так и легированными. Содержание углерода в сталях этой группы не превышает 0,8 %. Конструкционная сталь должна обладать хорошими технологическими свойствами: легко обрабатываться давлением (прокатка, ковка, штамповка) и резанием, хорошо свариваться, максимально прокаливаться, иметь малую склонность к деформации и трещинообразованию при закалке и др. Углеродистые стали обыкновенного качества Углеродистые стали обыкновенного качества дешевле, чем качественные. В процессе выплавки они меньше очищаются от вредных примесей (Р, 8, 0, 14). Углеродистые стали отливают в крупные слитки, вследствие чего в них развита ликвация, они нередко содержат большое количество неметаллических включений. Из них изготовляют детали менее ответственного назначения; горячекатаный сортовой прокат: прутки, швеллеры, уголки, а также листы, трубы и поковки, работающие при относительно невысоких напряжениях. Их широко применяют для строительных, сварных, клепаных и болтовых конструкций и для малоответственных деталей машин. Группа А — стали поставляют по механическим свойствам без уточнения их химического состава в виде листов и различных профилей без последующей обработки давлением, сваркой или термической обработки, поскольку их химический состав, определяющий режим обработки, не регламентируется и может сильно колебаться. Маркировка. Углеродистые стали группы А обозначаются буквами «Ст» и цифрами: 1, 2, 3, ..., 6, например: Ст1, Ст2 и т. д. Чем больше это число, тем выше прочность и ниже пластичность. Группа Б — стали, поставляемые с гарантируемым химическим составом. Маркировка. В обозначении стали группы Б впереди ставится буква «Б», а в конце указывается степень раскисления: кп — кипящая сталь; сп — спокойная сталь; пс — полуспокойная сталь, например: БСт1кп, БСт2кп, БСтЗ, БСт4, БСт5, БСтб. Чем выше число, тем больше в стали углерода. Например, сталь марки БСтЗсп содержит 0,14—0,22 % С; марки БСт4кп — 0,18—0,27 % С; БСтбсп — 0,38—0,49 % С. В спокойной стали содержится 0,12—0,3 % кремния, в полуспокойной — 0,05—0,17 %, в кипящей — меньше 0,07 %. Группа В — стали повышенного качества. Их поставляют с гарантированным химическим составом и механическими свойствами. Маркировка. В обозначение сталей группы В ставится буква «В», например: ВСт1, ВСт2 и т. д. Состав стали соответствует аналогичной стали группы Б, а механические свойства — стали группы А (Ст1—Стб). Стали групп Б и В применяют в тех случаях, когда при производстве изделий используется сварка, горячая деформация или изделие необходимо упрочнять термической обработкой. Углеродистые конструкционный стали обыкновенного качества применяют для автомобильных деталей, изготовляемых с помощью сварки и работающих при небольших нагрузках. Например, стали СтО—Ст4 используются при производстве малона-груженных деталей кузовов автомобилей, крепежных деталей, гнутого профиля; Ст5, Стб — для средненагруженных осей, малоответственных болтов и гаек, клиньев, планок и т. д. Качественные углеродистые стали Качественные углеродистые стали в соответствии с ГОСТ 1050—88 выплавляют с соблюдением более строгих условий в отношении состава шихты и ведения плавки и разливки. К ним предъявляют более высокие требования по химическому составу: содержание серы должно быть меньше 0,04 %, фосфора — меньше 0,035—0,04 %, а также меньше неметаллических включений. Кроме того, регламентированы макро- и микроструктуры. Маркировка. В обозначение качественных углеродистых сталей входят цифры 08, 10, 15, 20 и т. д. до 85, которые указывают среднее содержание углерода в сотых долях процента, перед цифрами пишется слово «Сталь». Спокойные стали маркируют без индекса, полуспокойные и кипящие — с индексом: соответственно «пс» и «кп». Низкоуглеродистые стали (05кп, 08, 07кп, 10, Юкп) обладают невысокой прочностью и высокой пластичностью. Без термической обработки их применяют для малонагруженных деталей. Тонколистовую холоднокатаную низкоуглеродистую сталь используют для холодной штамповки изделий. Эти стали можно использовать в автомобилестроении для изготовления деталей сложной формы. Стали 15; 20; 25 применяют без термической обработки или в нормализованном виде. Они поступают в виде проката, поковок, труб, листов, ленты и проволоки и предназначаются для менее ответственных деталей. Низкоуглеродистые качественные стали используют и для ответственных сварных конструкций. С повышением содержания в стали углерода свариваемость ухудшается. Чем больше в стали углерода, тем выше склонность ее к образованию при сварке горячих и холодных трещин. Среднеуглеродистые стали (30, 35, 40, 45, 50) применяют после нормализации, улучшения и поверхностной закалки для различных деталей во всех отраслях машиностроения. Эти стали в нормализованном состоянии по сравнению с низкоуглеродистыми сталями имеют более высокую прочность при более низкой пластичности. Стали в отожженном состоянии достаточно хорошо обрабатываются резанием. Наиболее легко обрабатываются доэвтектоидные стали со структурой пластинчатого перлита. Высокоуглеродистые стали (60, 65, 70, 75, 80 и 85) и стали с повышенным содержание марганца (60Г, 65Г, 70Г) в основном используют для изготовления пружин, рессор, высокопрочной проволоки и других изделий с высокой упругостью и износостойкостью. Качественную конструкционную сталь, предназначенную для повышенной обрабатываемости резаньем на станках-автоматах (автоматная сталь), маркируют буквой «А» (А20, А40). Повышенная обрабатываемость резанием достигается увеличением содержания в стали серы, фосфора и свинца. Такая сталь снижает износ металлорежущего инструмента и позволяет использовать автоматическое оборудование. В автомобилестроении конструкционные качественные углеродистые стали идут на изготовление деталей кузова, двигателей и нормалей. Стали марок 08 и 10 применяют для штамповки кузовных облицовочных деталей, панелей крыши и дверей. Стали марок 15—25 хуже деформируются, но хорошо свариваются и подвергаются химико-термической обработке. Они применяются для деталей, изготовляемых штамповкой, высадкой и протяжкой (поперечины, распорки, усилители, рычаги, кронштейны, валы рулевых механизмов, тяги, шкивы, крепеж и пр.). Стали марок 30—55 идут на изготовление методом горячей штамповки различных деталей широкого применения: валов, зубчатых колес, полуосей и т. д. Эти стали можно обрабатывать всеми видами термической обработки, значительно повышая эксплуатационные и прочностные свойства деталей. Стали марок 60—85 обладают высокой прочностью и упругостью в результате закалки и отпуска. Из них изготовляют детали, работающие при больших статических и динамических нагрузках: крестовины карданных шарниров, диски сцепления, гибкие валы. Эти стали, а также стали марок 60Г и 70Г используют для изготовления пружин, рессорных листов и торсионов. Автоматная сталь применяется для изготовления крепежных автомобильных деталей (болтов, гаек, шпилек) на автоматных станках.  Классификация по химическому составу По химическому составу классификацию проводя, подразделяя на: углеродистые и легированные стали, которые, в свою очередь, подразделяются на:
Содержание углерода не влияет на степень легирования, Если доля Mn превышает 1%, а Si- 0,9%, они также признаются легирующими добавками Классификация по структуре Структура стали, кроме ее химического состава, зависит от многих факторов, влиявших на нее на этапах отливки и термической обработки. Классификация по структуре после процедуры отжига, во время которого заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи, следующая: доэвтектоидные – с избыточными ферритовыми включениями; эвтектоидные – ферриты замещаются перлитами; заэвтектоидные – с включениями вторичных карбидов; ледебуритные – с включениями первичных карбидов; аустенитные; ферритные. После проведения процедуры нормализации, заключающейся в нагревании до температуры пластичности и остывании на открытом воздухе, классификация различает такие группы, как: перлитные; аустенитные; ферритные. Классификация по степени раскисления Процесс раскисления приводит к снижению содержания кислорода в расплаве. Классификация предусматривает такие классы, как: спокойные (сп); полуспокойные (пс); кипящие (кп). Основными раскислительными добавками служат Mn, Al, Si.  Классификация сталей по степени раскисления Классификация стали по содержанию примесей Кроме классификации по содержанию углерода и по степени раскисления, применяется классификация по качеству, определяемому методом производства и содержанием вредных примесей, прежде всего, серы и фосфора. Классификация сталей по качеству:
В некоторых классификациях особовысококачественные включают в состав высококачественных. Обыкновенного качества Большую часть рядовых сталей составляют углеродистые сплавы (С < 0,6%) Их производят мартеновским способом или конвертерным с использованием кислорода. Эти виды стали предназначены для самых массовых применений, недороги в производстве, хорошо поддаются обработке, но и не обладают особой прочностью или износостойкостью. Качественные К качественным относятся как углеродистые, так и легированные. Также производятся мартеновским или конвертерным способом с кислородным дутьем, но к составу сырья предъявляются намного более строгие требования, чем в случае рядовых. Также строже требования к соблюдению параметров плавки и розлива. Такие группы сталей стоят дороже и применяются для более ответственных деталей, работающих в условиях серьезных нагрузок.  Классификация сталей по качеству Высококачественные Эта группа производится более совершенными с точки зрения технологии способами, такими, как выплавка в электропечах. Особенности технологии производства позволяют добиться особо низкого содержания вредных примесей неметаллов и газовых включений, что гарантирует высокие механические свойства. Такие стали используются в особо ответственных узлах, а стоимость их в несколько раз выше, чем обычных. Особовысококачественные Они завершают классификацию сталей по качеству. Их производят, переплавляя электрошлаковым способом, что дает возможность в несколько раз снизить содержание примесей. Некоторые марки по цене приближаются к драгоценным металлам, и применяют такие легированные стали в уникальных случаях — в деталях атомных реакторов, криогенных установках, оборонной и аэрокосмической отрасли и некоторых других. Классификация стали по назначению Следующий вид классификации сталей — по назначению: конструкционные; инструментальные; с особыми физико-химическими характеристиками. Эта классификация в достаточной степени условна, в одной группе могут находиться десятки марок, а в другой — одна-две.  Классификация сталей по назначению К тому же многие марки по своим механическим свойствам применимы и для смежных назначений. При выборе марки для конкретной конструкции или детали дизайнеры и технологи учитывают, кроме формального назначения, еще множество факторов, таких, как цена, обрабатываемость, совместимость с другими деталями по коэффициенту теплового расширения и других. Иногда конструктор применяет марку, заведомо превосходящую по своим параметрам и стоимости простую конструкционную марку, вполне подходящую для данной детали. Это допустимо в условиях уникального производства или особо малых серий, высоких транспортных расходах, и ряде других случаев. Любое такое решение должно быть оправдано с финансовой точки зрения. Конструкционные Конструкционные стали обыкновенного качества представляют собой одну из самых обширных групп. Классификация предусматривает: строительные; холодной штамповки; цементируемые; улучшаемые; высокопрочные; пружинно-рессорные; подшипниковые; автоматные; коррозионностойкие; износостойкие; жаропрочные и жаростойкие. Смотреть в лабах Смотреть в лабах Смотреть в лабах Металургия Для производства чугуна, стали и цветных металлов используют руду, флюсы, топливо, огнеупорные материалы. Промышленная руда – горная порода, из которой целесообразно извлекать металлы и их соединения (содержание металла в руде должно быть не менее 30…60 % для железа, 3...5% для меди, 0,005…0,02 % для молибдена). Руда состоит из минералов, содержащих металл или его соединения, и пустой породы, в состав которой входят различные примеси. Называют руду по одному или нескольким металлам, входящим в их состав, например: железные, медно-никелевые. В зависимости от содержания добываемого элемента различают руды богатые и бедные. Бедные руды обогащают – удаляют часть пустой породы. Флюсы – материалы, загружаемые в плавильную печь для образования легкоплавкого соединения с пустой породой руды или концентрата и золой топлива. Такое соединение называется шлаком. Обычно шлак имеет меньшую плотность, чем металл, поэтому он располагается над металлом и может быть удален в процессе плавки. Шлак защищает металл от печных газов и воздуха. Шлак называют кислым, если в его составе преобладают кислотные оксиды (SiO2, P2O5), и основным, если в его составе больше основных оксидов (CaO, MgO, FeO). Флюсы вводят в виде агломерата и окатышей. В качестве топлива в металлургических печах используется кокс, природный газ, мазут, доменный (колошниковый) газ. Основным видом металлургического топлива является кокс. Кокс получают сухой перегонкой при температуре 1000 0С (без доступа воздуха) каменного угля коксующихся сортов в камерных печах. В коксе содержится 80…88 % углерода, 8…12 % золы, 2…5 % влаги. Куски кокса должны иметь размеры 25…60 мм. Это прочное неспекающееся топливо служит не только горючим для нагрева, но и химическим реагентом для восстановления железа из руды. Огнеупорные материалы применяют для изготовления внутреннего облицовочного слоя (футеровки) металлургических печей и ковшей для расплавленного металла. Они способны выдержать нагрузки при высоких температурах, противостоять резким изменениям температуры, химическому воздействию шлака и печных газов, обладать постоянством объема при изменении температуры. Огнеупорные материалы применяются в виде кирпичей, стаканов, втулок и других фасонных изделий, а также в порошкообразном виде. По химическим свойствам огнеупорные материалы разделяют на группы: кислые (кварцевый песок, динасовый кирпич), основные (магнезитовый кирпич, магнезитохромитовый кирпич), нейтральные (шамотный кирпич, выдерживающий нагрев до 1750 оС). Взаимодействие основных огнеупорных материалов и кислых шлаков, и наоборот, может привести к разрушению печи. Углеродистый кирпич и блоки содержат до 92 % углерода в виде графита, обладают повышенной огнеупорностью. Применяются для кладки лещади доменных печей, электролизных ванн при получении алюминия, тиглей для плавки и разливки медных сплавов.  Сущность процесса и область применения Что же такое электрошлаковая сварка? Нагрев металла в шлаковой массе, разогреваемой электрической дугой переменного тока. Она возникает между электродом и деталью. Другого не дано. Шлаковая ванна выполняет роль защитной атмосферы. С обеих сторон от расползания он сдерживается двумя параллельно расположенными бегунами. Они ограничивают площадь разогрева деталей. Электрод или присадочную проволоку опускают во флюс. При прохождении тока он плавится, образуя с металлом ванну расплава. В сущности, электрошлаковая сварка – это бездуговая вертикальная сварка, в процессе задействован температурный потенциал разогреваемого током шлака. Он остается в зоне шва благодаря ползунам. Фокус заключается в том, что вертикальным способом можно за один проход проварить толстый слой сплава. В процессе разогрева жидкий металл за счет большой плотности оседает вниз, заполняя зазор, а легкие шлаковые образования всплывают, захватывая с собой пузырьки воздуха из расплава. Ванна расплава четко разграничена на две фракции: металл/неметалл благодаря высоте сварочной зоны. Область использования метода ЭШС ограничена: не применяется для тонкостенных элементов, они под шлаком расплавятся полностью; не образует разнонаправленных швов; размер деталей не должен выходить за рамки возможностей установки ползунов. Метод удобен для сварки массивных элементов из различных стальных сплавов от чугуна до высоколегированных. Виды электрошлаковой сварки Разновидности ЭШС по виду присадки, способу ее подачи: С использованием проволоки. Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами. С использованием пластин и токоподающих электродов круглой или прямоугольной формы. Пластины опускаются к зазору по мере необходимости образования расплава. В отличие от проволоки одномоментно образуют большой объем расплава. С использованием мундштука. По сути, это унификация первых двух способов. Токоподающие пластины фиксируются в определённом положении, флюс быстро прогревается. А к зазору по направляющему мундштуку подается проволока. Этот метод разработан для криволинейных швов. 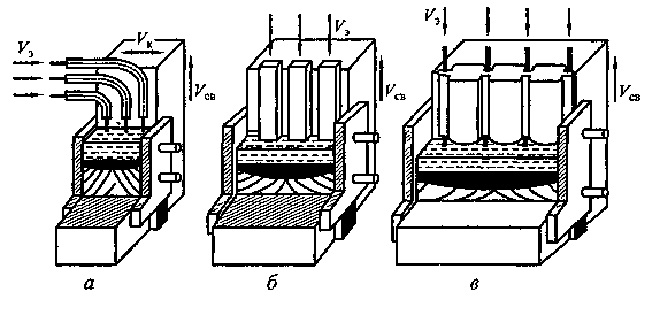 Способы электрошлаковой сварки: а) с использованием проволоки; б) с использованием пластин и токоподающих электродов; в) с использованием мундштука. Технология электрошлаковой сварки Две свариваемые детали располагаются рядом с небольшим зазором, с торцов плотно фиксируются медными бегунами. От возбуждения электродуги слой флюса расплавляется, образуя горячий шлак. Он заполняет все ограниченное пространство. За счет хорошей электропроводности шлака дуга угасает, но движение тока при этом не прекращается, выделяется тепло, шлаковые частицы прогреваются до температуры плавления присадки и мягкости сплава. Расплав заполняет зазор, образуется однородный шов. Он защищен шлаковой ванной, разогретой свыше 1500°С. Во флюс можно одновременно опустить параллельно несколько присадок, все они будут равномерно разогреваться горячим шлаком. Подаются они всегда сверху вниз. При искусственном охлаждении ползунов (к ним подводится вода) нижние диффузионные слои твердеют постепенно и равномерно. Виды сварных швов, образуемых методом ЭШС: стыковые прямой, криволинейной формы; тавровые, двутавровые; угловые односторонние, двухсторонние; вертикальные переменного сечения.  Технология электрошлаковой сварки Оборудования и материалы для ЭШС Технология предполагает использование ограничительных ползунов из чистых медных сплавов и шлакообразующих флюсов. Их химический состав зависит от марки стали. На флюсе типа АН-8, АН-22 или АН-47, содержащим до 40% кремния, 20% марганца и 15% алюминия, производится сварка низколегированных углеродистых сталей. Шлаковую ванну для высоколегированных сплавов, чугуна создают путем расплавления фторидных флюсов АНФ-1, АНФ-9 с оксидом титана. Для нержавеющего нужен состав АН-45 с зерном до 1,6 мм. Безмарганцевые флюсы применяют для бронированных сплавов. 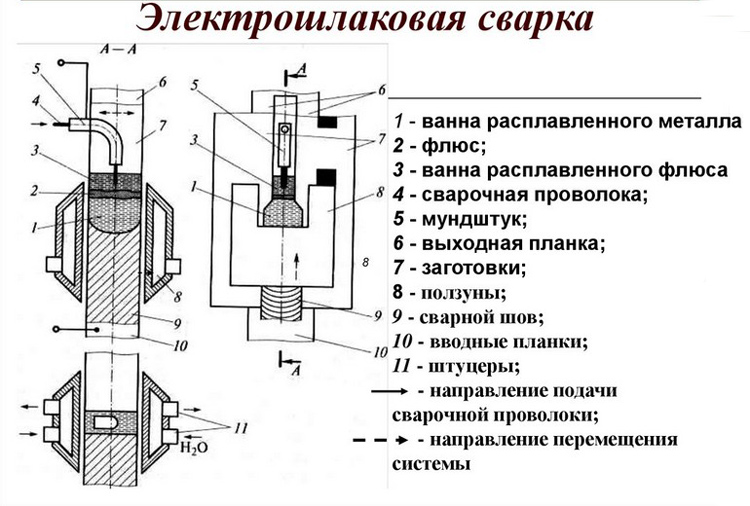 Преимущества и недостатки Логичнее начать с достоинств ЭШС: Металл не окисляется под слоем шлаковой ванны, не нужно использовать газовое оборудование для создания безопасной атмосферы. Соединяемые детали равномерно разогреваются и медленнее остывают. Нагрев начинается на уровне флюса. Благодаря «шубе» сохраняется стабильная температура в процессе образования шва. Это благотворно сказывается на качестве соединения. Параметры токовой нагрузки меньше влияют на процесс образования шва, прогрев происходит за счет разогретого шлака. При прерывании подачи электричества процесс не прерывается. За один проход проваривается металл толщиной до 200 мм, не нужно делать много проходов, сокращается время сварки. При двух электродах допустимо соединять металл толщиной свыше 200 мм. Минимизируются затраты на расходные материалы, объем шлака составляет не более 5% от объема металла, затраты на электроэнергию небольшие, нет потерь, свойственных сварке на постоянном токе. Высокий коэффициент полезного действия. При минусе временных и денежных затрат – большой объем работ хорошего качества. Минимизируется человеческий фактор: автоматически выдерживается заданное расстояние электрода до детали. Сокращается время подготовительного этапа, разделки кромок не требуется. Заплавляется зазор между деталями. Несколько минусов, которые нельзя скидывать со счетов: Вариативность швов уменьшается, методом ЭШС выполняют только вертикальные или сильно приближенные к ним швы. Процесс непрерывный, нельзя остановиться на середине шва, пострадает качество соединения. Высокая зернистость диффузионного слоя, при минусовых соединениях пластичность металла существенно снижается, шов приобретает хрупкость. В промышленных масштабах электрошлаковая сварка экономически целесообразна при соединении толстых элементов. Для тонкостенных деталей расходы на оборудование окажутся слишком большими. Если кратко, то холодная сварка — это специальный клей с высокой пластичностью. Изготавливается состав на основе эпоксидной смолы, получается, что это специальные эпоксидный клей. Холодная сварка бывает: однокомпонентной. Используется сразу, так как после открытия упаковки состав пропадает, не хранится; двухкомпонентной. Может храниться указанный производителем срок без потери своих качеств. Обычно такой клеевой состав продаётся в трубках, похожих на колбаски. Снаружи идёт слой отвердителя, а внутри — эпоксидная смола, которую смешивают с металлической пылью с целью обеспечения прочного, долговечного соединения. В качестве добавок многие производители используют модификаторы, повышающие качество холодной сварки, улучшающие её характеристики. Причём из таких добавок точно известно только о сере, остальные скрываются производителями как коммерческая тайна. Где применяется холодная сварка: в ремонте автомобилей; ремонте сантехнических деталей, в том числе труб отопления, водопроводных коммуникаций, как пластиковых, так и металлических; при укладке линолеума. Об этом методе укладки линолеума и особенностях клеящего состава для него мы подробно писали, поэтому останавливаться больше не будем; в электротехнической промышленности; на производстве, например, бытовых приборов; для соединения алюминиевых и медных проводов. К преимуществам использования холодной сварки относятся: возможность работать без специальных инструментов, зачастую просто руками, с помощью обычного ножа и самых простых приспособлений; отсутствие отходов; нет затрат энергии и топлива; шов получается аккуратным, достаточно надёжным, ровным; отсутствие взрывоопасных веществ, технологий, связанных с риском для здоровья; возможность соединять детали даже под водой, ремонтировать мокрые трубы; экологическая безопасность состава и самого процесса использования. Вся холодная сварка делится в зависимости от сферы применения: для металла. Важно понимать, что клеящий состав для алюминия и чугуна, например, разный. Поэтому выбирайте холодную сварку именно для нержавейки, чтобы получить надёжный шов или соединение; для пластика. Специфический вид клеевого состава, который применяется не только для ремонта пластиковых труб, но и для починки, например, пластиковых корпусов бытовых приборов, которые нередко трескаются; для укладки, соединения линолеума, а также жёстких резиновых изделий. Есть эпоксидные клеевые составы для керамики и древесины, а также универсальные. Кроме того, есть холодные сварки, которые отличаются по цветам. Особенно это важно при ремонте кузова автомобиля. В зависимости от способа нанесения и соединения холодная сварка может быть: точечной. Закрывается отдельное отверстие, например, в трубе отопления, ставится пломба; шовной. Закрывается трещина, из клеевой массы делается шов по всей её длине; стыковой. Соединяются две разных детали. Сварка трением представляет собой разновидность сварки давлением, при которой нагрев металла происходит путем трения одной из соединяемых частей изделия. Окончательное соединение происходит в конце процесса, когда применяется проковочное усилие. Этот вид сварки используется в авиастроении, автомобилестроении. Сварка металла трением — это уникальный процесс соединения двух металлов, при котором механическая энергия трения или вращения одной из заготовок превращается в тепловую, где генерирование теплоты происходит именно в месте нужного соединения. В процессе нагрева детали прижимаются с постоянным давлением или нарастающим. После необходимого нагрева, расплава металла, соединения путем давления сварка завершается осадкой и резким прекращением вращения. При сварке металла трением в зоне соединения в результате давления происходит разрушение жировых пленок и окислов, которые мешают прочному соединению. Сильно разогретый металл, до температуры плавления, при сильном сжатии побуждает атомы металлов врастать друг в друга, что вызывает монолитность изделия. Таким образом, сварка металла трением включает в себя процесс: прочное закрепление деталей, при котором одна из них подвижная, а другая нет; разогрев металла механическим путем до пластичного состояния, плавления; процесс разрушения окислов, жировых пленок, мешающих прочности сварного шва; кромки горячего металла устанавливают металлические связи на атомном уровне; прекращение вращательных движений, давления, режим застывания деталей. Ключевые критерии сварки трением металлов с перемешиванием: скорость сварки; частота вращательных движений; сила прижимания инструмента, его перемещение, с учетом свариваемого металла, его толщины; размеры такого инструмента и угол его наклона. Достоинства такой сварки: не нужна большая мощность; локальная зона разогрева, точность разогрева; быстрота сварки; точность соединения; отсутствие брызг. Сварка трением оборудование 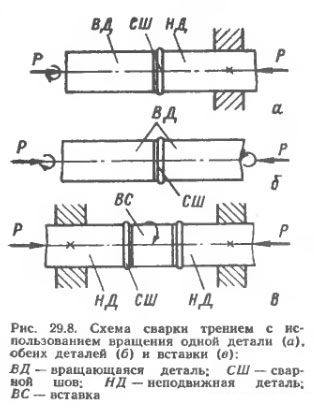 Сварка трением оборудование предназначено для выполнения высокоточной задачи по соединению двух металлов. Одним из передовых станков является ПСТ-80. Он оборудован гидравлическими зажимами, сенсорным экраном для контроля, управления и программирования цикла сварки, гидростанцией и станцией смазки. Может сваривать металл из жаропрочной стали, конструкционной, шов сечения состоит из мелкозернистой структуры. Сварка трением оборудование модели МАСТ-10 предназначена для стыковой сварки черных металлов, цветных, их сплавов. Машина полуавтоматическая, автоматизированные операции, кроме загрузки деталей. Модели ПСТ-12, ПСТ-20, ПСТ-50 замечательно выполняют свою работу сваривания, образуют качественный шов, быстрота работы. Электронно-лучевая сварка (она же электроннолучевая, электронно лучевая сварка, ЭЛС) — это довольно быстро развивающийся вид сварки. С его помощью можно сварить практически все: и сплавы высокой прочности, и химически активные металлы, и тугоплавкие материалы. Словом, сфера применения очень большая. лектронно-лучевая сварка — метод сварки, в основе которого лежит применение луча. Луч выделяет тепло, которое формируется в результате столкновения пучка заряженных частиц. Технология непростая, но в ней все же лучше разобраться. Поскольку ЭЛС сварка получила широкое распространение во многих сферах, начиная от микроэлектроники заканчивая оптикой.  Данная технология просто не могла ни появиться. Существовала потребность сварки тугоплавких металлов, а добиться хорошего качества швов просто не получалось. Классические сварочные технологии просто не могли обеспечить должный уровень качества. Для решения этой проблемы была изобретена электронно-лучевая сварка, которая концентрирует тепло в одной точке, при этом сварочная зона остается защищенной. ТЕХНОЛОГИЯПерейдем к описанию технологии ЭЛС сварки. Итак, ключевой элемент — это луч, который генерирует электронная пушка. Плотность энергии в таком луче высока, но ее недостаточно для качественной сварки. Чтобы исправить эту проблему электроны нужно сконцентрировать в магнитной линзе. На рисунке ниже линза обозначена цифрой 6. Далее электроны, находясь в подвижном состоянии, фокусируются в плотный световой пучок и ударяются о деталь (на картинке обозначена цифрой 1). За счет столкновения электроны тормозятся, и их энергия превращается в тепло. Тепло, в свою очередь, настолько мощное, что быстро нагревает металл до высокой температуры. 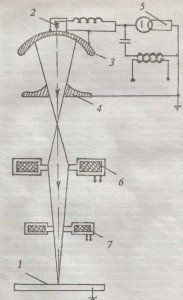 В конструкции предусмотрена магнитная отклоняющая система (обозначена цифрой 7). С ее помощью удается контролировать перемещение электронного луча по детали. Таким образом удается добиться точного положения луча, а значит сформировать шов в том месте, где это необходимо. Когда электроны сталкиваются с молекулами кислорода, теряется огромное количество кинетической энергии. К тому же катод нуждается в дополнительной тепловой защите. Чтобы решить эти задачи в пушке создают вакуум. В результате энергия луча концентрируется строго в одной точке, а площадь нагрева минимальная. Из-за этого металл не деформируется при сварке. Это очень важно при сварке тонких металлов, особенно если деталь маленького размера. Технология электронно лучевой сварки не простая, но важно понимать ее сущность. Чтобы четко осознавать, какой результат вы хотите получить. Ведь вам придется самому настраивать оборудование, фокусировку и мощность луча. ОСОБЕННОСТИПоскольку технология не самая простая, ее сопровождают некоторые нюансы, которые нужно учесть для полного понимания сути. Первый нюанс заключается в том, что вся сварка происходит в среде вакуума. От этого поверхность деталей идеально чистая. И второй нюанс — детали нагреваются до крайне высоких температур. В итоге мы получаем шов минимальной толщины, который при этом еще и быстро формируется. Это очень хорошо. Благодаря этим особенностям ЭЛС сварку можно применять при сварке самых разнообразных металлов. У двух деталей может быть разная толщина, состав и даже температура плавления. Шов все равно получится качественным. Минимальная толщина для сварки составляет 0,02 миллиметра. А максимальная — 100 миллиметров. Диапазон очень большой, можно варить большинство деталей. Это все, что вам нужно учесть. ДОСТОИНСТВА И НЕДОСТАТКИСварка электронная с применением луча имеет несколько весомых плюсов, благодаря которым она и получила свое широкое распространение. Прежде всего, детали при сварке не коробятся, поскольку на деталь воздействует малое количество тепла. В среднем оно в 5 раз меньше, чем при других технологиях сварки. Второе достоинство — это большие возможности. Вы можете сварить любые металлы и даже не металлы. Сварка керамики с вольфрамом? Пожалуйста! К тому же, можно настроить фокусировку луча и нагреть зону диаметром менее 1 миллиметра. Это впечатляет. Можно сварить детали практически любого размера. Еще один плюс — это высокое качество шва. И не важно, что вы варите: обычную сталь или химически активные металлы вроде титана. В любом случае, качество соединения вас приятно удивит. А порой благодаря ЭЛС сварке удается достичь и улучшения характеристик металла. Вы также можете сварить любые сплавы, в том числе стойкие к коррозии. Возможности безграничны! ЭЛС очень экономичная, поскольку потребляется мало электроэнергии. К тому же, технология универсальна и позволяет варить любые металлы. Вы также можете не разделывать кромки, если у вас нет такой возможности. Что ж, достоинства весомые. Но что насчет недостатков? И без них не обошлось. Например, при сварке металлов с высокими теплопроводными свойствами велика вероятность образования отверстий в корне шва. Это влияет на прочность сварного соединения. И влияет негативно. Также применение электро-лучевой сварки не всегда оправдано. Она незаменима при работе в труднодоступных местах, но если говорить о сварке в заводских условиях, то достоиснтва не всегда оправдывают себя. ОБОРУДОВАНИЕНа сегодняшний день электронно-лучевое оборудование производится как у нас, так и за рубежом. Практически все модели оснащены пушками с косвенным или прямым каналом катодов. В целом, отечественная продукция мало в чем уступает зарубежной, при этом стоит дешевле. Да, у нее не такой футуристичный дизайн, но она справляется со всеми задачами. А это самое главное.  Существуют модели, у которых лучевые пушки располагаются в камере. С помощью таких установок можно выполнять сварку лучом со сложной траекторией движения. Во всех современных моделях используются компьютерные технологии, так что вероятность человеческого фактора крайне мала. Многие процессы вообще проходят в автоматическом режиме, оператор может не присутствовать на рабочем месте. Несмотря на всю технологичность, сварочное оборудование для ЭЛС сварки довольно просто обслуживается и не требует долгого обучения сотрудников. Нужно один раз запрограммировать установку и проследить, чтобы луч фокусировался в нужном месте. Единственное, что затем придется делать каждый раз — это регулировать фокусировку или изменять мощность самого луча. Больше не нужно никаких настроек. |