|
|
материаловединие. матер. Методика получения гипса альфафазы
Методика получения гипса альфа-фазы.
-Альфа-гипс получают при нагревании двуводного гипса под давлением 1.3 атмосферы, что заметно повышает его прочность. Этот гипс называется супергипсом, автоклавированным, каменным гипсом.
Методика получения гипса бетта-фазы.
- Бета-гипс получают нагреванием двуводного гипса при атмосферном давлении.
3. Способы ускорения реакции схватывания гипса.
Увеличение времени замешивания на несколько секунд является лучшим способом ускорения застывания. Очень жесткая вода, может ускорить время застывания.
Особое значение при работе со стоматологическим гипсом имеют соли-катализаторы. Они обычно ускоряют процесс схватывания гипса. Наиболее эффективными являются такие ускорители, как сульфат калия или натрия, хлорид калия или натрия.
Наиболее безопасный и распространенный вариант в зуботехнических лабораториях – это поваренная соль. Содержание - 2-3%.
4. Способы замедления реакции схватывания гипса.
При увеличении концентрации свыше 3% они, наоборот, замедляют схватывание.
5. Классификация гипса.
Классификация гипса по способу получения:
В зависимости от условий термической обработки полуводный гипс может иметь две классификации – альфа- и бета-полугидраты, отличающиеся по физико-химическим свойствам:
-Альфа-гипс получают при нагревании двуводного гипса под давлением 1.3 атмосферы, что заметно повышает его прочность. Этот гипс называется супергипсом, автоклавированным, каменным гипсом.
- Бета-гипс получают нагреванием двуводного гипса при атмосферном давлении.
Классификация гипсовых моделей челюстей:
По назначению:
- диагностические, которые подлежат изучению для уточнения диагноза, планирования конструкции будующего протеза.
- контрольные, которые по своей сути являются диагностическими, так как регистрируют состояние полости рта до, в процессе и после лечения. Они так же называются серийными моделями.
- рабочие, на которых изготавливаются зубные протезы, аппараты.
- вспомогательные – модели зубного ряда, противоположные протезируемой челюсти.
По условиям получения:
- неразборные (монолитные), создаваемые посредством использования одной порции однотипного материала. Они могут быть как диагностические, так и рабочие.
- разборные – создаваемые зубным техником в лаборатории. Они всегда рабочие.
- огнеупорные – создаваемые зубным техником из огнеупорных материалов после дублирования гипсовой модели в специальной кювете. По назначению всегда рабочие, предназначенные для литья сплавов металлов на них.
6. Последовательность изготовления неразборной гипсовой модели с использованием одного типа гипса.
 Подготовка оттиска (рис. 2, а). Подготовка оттиска (рис. 2, а).
Дозировка, приготовление гипса, отливка оттиска и основания модели в полимерной форме (рис. 2, б).
Сопоставление оттиска с основанием модели (рис. 2, в).
Отделение модели от оттиска и основания модели от полимерной формы (рис. 2, г).
Обработка гипсовой модели (рис. 2, д).
 а б в г д а б в г д
Рис. 2. Схема изготовления неразборной гипсовой модели с использованием одного типа гипса
7. Метод изготовления цельных гипсовых моделей челюстей с исподбзованием двух типов гтпса.
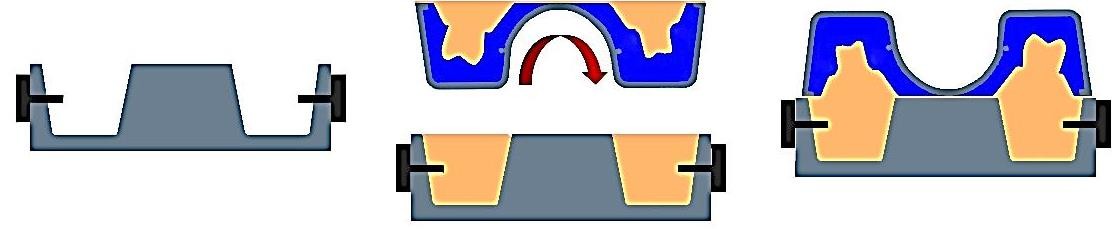
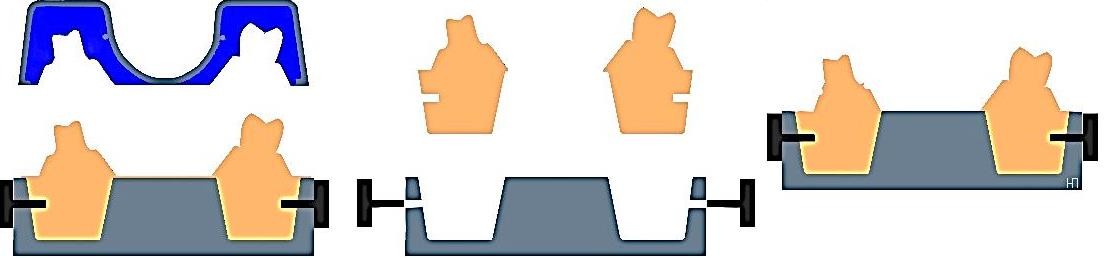
 Неразборная модель может быть получена путем последовательного использования двух порций гипса разных типов (рис. 11). При этом для рабочей части модели готовят порцию гипса III или IV типа, которой за- полняют отпечаток зубного ряда и альвеолярного отростка, а формирова- ние цоколя выполняют гипсом II типа. Такую модель называют комбини- рованной неразборной из-за комбинации материалов для ее получения. Неразборная модель может быть получена путем последовательного использования двух порций гипса разных типов (рис. 11). При этом для рабочей части модели готовят порцию гипса III или IV типа, которой за- полняют отпечаток зубного ряда и альвеолярного отростка, а формирова- ние цоколя выполняют гипсом II типа. Такую модель называют комбини- рованной неразборной из-за комбинации материалов для ее получения.
Рис. 11. Схема изготовления неразборной гипсовой модели с использованием двух типов гипса
8. Метод изготовления разборных гипсовых моделей челюстей с использованием хвостовиков, устанавливаемых в оттиск до отливки моделей.
Оттиск тканей протезного ложа (рис. 15, а) под- лежит дезинфекционной обработке. После действия дезинфицирующего раствора оттиск промывают в проточной воде в течение 15 с. В участки от- тиска, где необходимо обеспечить отделение сегментов, устанавливают хвостовики. После установки и фиксации хвостовиков приготавливают гипс IV типа и на вибростолике заполняют им оттиск на 5–7 мм выше уровня шеек зубов. В пластичный гипс на свободные от хвостовиков участки устанавливают ретенционные кольца (рис. 15, б). После кристал- лизации гипса в области отделяемых сегментов модели проводят изоляци- онные работы, и оставшийся фрагмент оттиска заполняется гипсом III типа с формированием основания (цоколя) (рис. 15, в). После кристаллизации второй порции гипса модель отделяют от оттиска и триммером проводят обработку цоколя (рис. 15, г).

а б в г д
Рис. 15. Схема изготовления разборной гипсовой модели с использованием хвостови- ков, устанавливаемых в оттиск до отливки модели
Важным этапом в изготовлении разборной модели является ее фраг- ментация (распиливание модели на сегменты). Для этого необходимо ка- рандашом наметить линии разрезов и сделать пропилы гипса на всю тол- щину его первой порции до границы с основанием. Разрезы должны быть параллельными, чтобы обеспечить беспрепятственное извлечение штампи- ков из модели (рис. 15, д).
9. Метод изготовления разборных гипсовых моделей челюстей с использованием хвостовиков, устанавливаемых в оттиск после отливки моделей.
Обрезка оттиска (рис. 17, а, б).
Дозировка, приготовление гипса и отливка модели (рис. 17, в).
Отделение модели от оттиска и ее обработка на триммере (рис. 17, г).
13
 Обработка лингвальной (палатинальной) поверхности модели (рис. 17, д). Обработка лингвальной (палатинальной) поверхности модели (рис. 17, д).
Сверление отверстий под штифты (рис. 17, е).
Установка и приклеивание штифтов (рис. 17, ж). 7. Изготовление цоколя модели (рис. 17, з).
8. Сегментация модели и обработка штампиков (рис. 17, и).
 Обрезка оттиска верхней челюсти включает удаление вестибулярных участков и неба. В оттисках нижней челюсти наряду с вестибулярными участками срезают отпечаток подъязычного пространства. Приготавливают гипс IV типа и на вибрационном столике заливают зубы и альвеолярный отросток, добавляя приблизительно 20 мм гипса выше оттискной ложки. Обрезка оттиска верхней челюсти включает удаление вестибулярных участков и неба. В оттисках нижней челюсти наряду с вестибулярными участками срезают отпечаток подъязычного пространства. Приготавливают гипс IV типа и на вибрационном столике заливают зубы и альвеолярный отросток, добавляя приблизительно 20 мм гипса выше оттискной ложки.
После отвердевания гипса модель отделяют от оттиска и проводят ее обработку триммером. Обрезку начинают с основания модели (рис. 18), обеспечивая толщину гипса не менее 15 мм от основания модели до грани- цы препарирования. Плоскость основания модели должна быть параллель- на окклюзионной плоскости.
Обработка гипсовых моделей с вестибулярной и лингвальной (неб- ной) поверхностей (кромление модели) проводится с помощью специаль- ных устройств (рис. 19, а) посредством вращающейся фрезы (рис. 19, б).
Подготовленная для дальнейшей работы гипсовая модель должна иметь подковообразную форму, а вестибулолингвальная ширина модели должна составлять приблизительно 20 мм (рис. 20).
Подготовленную к установке хвостовиков модель нужно разметить. Для этого карандашом отмечают на окклюзионных поверхностях зубов участки сверления модели. Хвостовики следует установить на все коронки, звенья мостовидных протезов и соседние зубы. Дополнительно оставшую- ся часть зубного ряда необходимо снабдить минимум двумя хвостовиками. Устанавливают по два хвостовика для каждого штампа или по одному хво стовику с двумя направляющими. Разметка модели должна включать запланированные разрезы сегментов модели. Разрезы должны быть параллельными, что в последующем обеспечит беспрепятственное извлечение сегментов.
Для сверления модели используются специальные сверлильные настольные устройства с лазерным позицированием точки сверления
Перед установкой хвостовиков с помощью сжатого воздуха или специальной развертки очищают предназначенные для штифтов каналы, проводят контроль посадки хвостовиков и осуществляют их фиксацию в модели с помощью клеящих материалов на основе этилового спирта и цианакриловой кислоты (рис. 22). Основание модели покрывают тонким слоем вазелина или другим разделительным материалом.
Для изготовления основания модели рекомендуется использовать формирователь цоколя (рис. 23, а). Глубина формы должна соответство- вать длине хвостовиков. Приготовленным гипсом III типа заполняют фор- мирователь цоколя, небольшое количество гипса добавляют на основание модели, размещая его между хвостовиками, модель переворачивают и медленно погружают ее в форму до контакта вершин хвостовиков с ос- нованием формы (рис. 23, б). Избытки гипса удаляют по мере их появле- ния по краю модели.
После отвердения гипса удаляют формирователь цоколя, проводят обрезку модели на триммере до появления четкой границы между гипсом цоколя и гипсом с хвостовиками. Разделение модели зубного ряда от цоко- ля можно провести одним блоком (рис. 24), что позволит провести ее рас- пиливание как со стороны зубов, так и со стороны, обращенной к цоколю.
10. Метод изготовления разборных гипсовых моделей челюстей с использованием хвостовиков, устанавливаемых в полимерный цоколь.
Для изготовления разборных моделей с предварительной установкой хвостовиков в полимерный цоколь необходимы полимерные цокольныепластины (рис. 25, а), подставка под оттиск (рис. 25, б), рамка для цоколь-ной пластины (рис. 25, в) и устройство для сверления цокольных пластин(рис. 25, г). Вспомогательными материалами и инструментами служат силиконовый материал 0 типа вязкости или пластилин, пластинка для выравнивания силиконовой или пластилиновой окантовки оттисков, латунныекруглыевсечении хвостовикии гипс IVтипа.
Установка оттиска на подставку, окантовка оттиска силиконом или пластилином и наложение пластинки для выравнивания окантовки (рис. 26, а).
Фиксация полимерной цокольной пластины в рамке, сопоставление рамки и подставки с оттиском, установка деталей на рабочий столик устройства и сверление отверстий в полимерном цоколе (рис. 26, б).
Извлечение полимерной цокольной пластины из рамки и установка хвостовиков (рис. 25, в).
Приготовление гипса IV типа, отливка модели и погружение цокольной полимерной пластины с хвостовиками в гипс (рис. 26, г).
Отделение модели от оттиска и цокольной пластины от гипсовой модели (рис. 26, д).
Сегментация зубного ряда, обработка штампиков и монтаж фраг- ментов модели на пластмассовом цоколе (рис. 26, е).

При установке оттиска на подставку выравнивают его положение с помощью силикона или пластилина. Этими же материалами вокруг оттиска создается окантовка с ее горизонтальным выравниванием пластин- кой из прозрачного полимерного материала (рис. 27, а).
 Цокольная пластинка устанавливается в рамку и фиксируется в ней. Подставка с оттиском устанавливается на рамку. Сопоставление подставки с рамкой обеспечивается выступающими штифтами, имеющимися в рамке, и отверстиями, размещенными в подставке. Рамку со смонтированной подставкой устанавливают на рабочий стол устройства для сверления цокольных пластин (рис. 27, б). Используя лазерную наводку, проводят сверление цокольной пластины с созданием двух отверстий на каждый сегмент. Устройство позволяет быстро нацелиться на место для будущего отверстия и зафиксировать позицию путем нажатия кнопки, что одновременно запус кает процесс сверлени Цокольная пластинка устанавливается в рамку и фиксируется в ней. Подставка с оттиском устанавливается на рамку. Сопоставление подставки с рамкой обеспечивается выступающими штифтами, имеющимися в рамке, и отверстиями, размещенными в подставке. Рамку со смонтированной подставкой устанавливают на рабочий стол устройства для сверления цокольных пластин (рис. 27, б). Используя лазерную наводку, проводят сверление цокольной пластины с созданием двух отверстий на каждый сегмент. Устройство позволяет быстро нацелиться на место для будущего отверстия и зафиксировать позицию путем нажатия кнопки, что одновременно запус кает процесс сверлени
После сверления отверстий цокольную пластинку извлекают из рамки и устанавливают штифты в просверленные отверстия (рис. 28). Гладко- стенные, одинаковой глубины и параллельные отверстия в цокольной пла- стине обеспечивают надежную фиксацию в ней штифтов.
Установив штифты, приготавливают гипс IV типа и проводят отливу оттиска. Этим же гипсом покрывают штифты цокольной пластины, а затем ее погружают в за- полненный гипсом оттиск, ориентируясь на отпечатки, оставленные в силиконе первой горизонтально ориентированной пластинкой
После кристаллизации гипса ложку с оттиском отделяют от подставки, удаляют силиконовую окантовку и извлекают гипсовую модель с полимерным цоколем. Отделение гипсовой зубной дуги от цокольной пластины осуществляется путем легкого постукивания молоточком по центру пластины. Гипсовая модель сегментируется, проводится обработка штампиков и их установка в цокольную пластину (рис. 29).
11. Метод изготовления разборных гипсовых моделей челюстей с использованием базисных пластин с внутренними направляющими пазами.
Последовательность изготовления разборных гипсовых моделей че- люстей с использованием базисных пластин с внутренними направляющи- ми и пазами представлена на рис. 32. Базисную пластину подготавливают к работе с закрытыми боковыми защелками (рис. 32, а). Края оттиска и от- печаток небного свода обрезают таким образом, чтобы обеспечить его плотное прилегание к базисной пластине. Можно нанести маркировочные метки, которые помогут при последующем сопоставлении оттиска с базис- ной пластиной. Приготавливают гипс IV типа и на вибростолике заливают базисную пластину до краев поддона. Этим же гипсом отливают оттиск (рис. 32, б). Оттиск сопоставляют с базисной пластиной по заранее нане- сенным меткам (рис. 32, в). Избытки гипса удаляют до его окончательной кристаллизации. После отверждения гипса оттиск отделяют от модели (рис. 32, г), удаляют запирающие рамки или боковые защелки и легким по- стукиванием по базисной пластине отделяют гипсовую модель (рис. 32, д). Гипсовая модель обрабатывается с удалением наплывов гипса на вестибу- лярную и лингвальную (небную) поверхности базисной пластины, прово- дится сепарация модели и установка ее сегментов в исходном положении в базисной пластине. Внутренние направляющие в базисной пластине обеспечивают точную установку штампиков и сегментов модели. Запира- ющую рамку устанавливают в исходном положении (рис. 32, е).
 г д е г д е
Рис. 32. Схема изготовления разборной гипсовой модели с использованием базисной пластины с внутренними направляющими и пазами
 Метод изготовления разборной гипсовой модели челюсти с использованием базисных пластин с внутренними направляющими и пазами обеспечивает отливку зубного ряда и цоколя модели одновременно, что значительно экономит время. Универсальный размер базисных пластин позволяет легко изготавливать модели как для верхней, так и для нижней челюсти. Благодаря оригинальной форме защелок распиленная на штампики модель надежно фиксируется на основании базисной пластинки (рис. 33), которую можно использовать в дальнейшем для крепления как на верхней, так и на нижней рамах артикулятора. Метод изготовления разборной гипсовой модели челюсти с использованием базисных пластин с внутренними направляющими и пазами обеспечивает отливку зубного ряда и цоколя модели одновременно, что значительно экономит время. Универсальный размер базисных пластин позволяет легко изготавливать модели как для верхней, так и для нижней челюсти. Благодаря оригинальной форме защелок распиленная на штампики модель надежно фиксируется на основании базисной пластинки (рис. 33), которую можно использовать в дальнейшем для крепления как на верхней, так и на нижней рамах артикулятора.
12. Метод изготовления разборных гипсовых моделей челюстей с использованием базисных пластин с внутренними штифтовыми направляющими.

а б в
 г д е г д е
Рис. 35. Схема изготовления разборной гипсовой модели с использованием базисной пластины со штифтами
 Подготовка оттиска к отливке модели включает обрезку отпечатков преддверия полости рта, подъязычного пространства в оттисках нижней челюсти или уплощение отпечатка неба в оттисках верхней челюсти. Подготовка оттиска к отливке модели включает обрезку отпечатков преддверия полости рта, подъязычного пространства в оттисках нижней челюсти или уплощение отпечатка неба в оттисках верхней челюсти.
Монтаж системы предусматривает соединение сплит-пластины с ба- зисной пластиной соответствующего размера и установку манжетки (рис. 35, а). Во избежание соединения гипса с базисной пластиной следует выполнить изоляционные работы с использованием спрея, прилагаемого к набору. Изоляционный спрей распыляют тонким слоем на базисную пла- стинку со стороны штифтов. После высыхания изолирующей пленки в те- чение 1–2 мин поверхность базисной пластины становится матовой.
Отливка оттиска и заполнение базисной пластины с манжетой осу- ществляется с использованием одной порции приготовленного гипса IV типа. Оттиск с гипсом размещается по краю манжеты по центру базис- ной пластины (рис. 35, б). Выступающий за края манжеты гипс осторожно удаляется с помощью ножа для гипса.
После кристаллизации гипса ложку отделяют от модели, удаляют манжету и отделяют сплит-пластину (рис. 35, в). Отделение сплит-пластины от базисной пластины обеспечивает доступ к отверстиям для ключа-вытал- кивателя.
Выталкивающее устройство вставляется с нижней стороны базисной пластины в предусмотренные для этого отверстия, и зубной ряд отделяется от пластины (рис. 35, г; 36).
После отделения зубного ряда от базисной пластины проводится об- работка гипсовой модели (рис. 35, д). Для обработки модели с вестибулярной поверхности используется сухой триммер. Лингвальная поверхность модели обрабатывается фрезой. После обрезки модели проводят ее сепарацию и гравировку штампиков

26
Перед установкой сегментов гипсовой модели на базисную пластину последнюю тщательно промывают под проточной водой со стандартным моющим средством. Для очистки штифтов можно использовать щеточку с пластмассовой щетиной. Сегменты гипсовой модели с помощью кисточки очищают от гипсовой пыли и устанавливают на штифты базисной пластины (рис. 35, е) или на штифтовые пластины для архивации.
Высокоточная, предназначенная для многократного использования система изготовления разборных гипсовых моделей челюстей с примене- нием базисных пластин с внутренними штифтовыми направляющими на 70 % сокращает время производства моделей по сравнению с традицион- ной техникой применения хвостовиков
13. Положительные и отрицательные свойства гипса.
+ идеальное воспроизведение тканей, простота в замешивании, разнообразие масс по вязкости, размерная стабильность и точность, устойчивость к деформациям, высокая тиксотропность и гидрофильность, отсутствие неприятного вкуса и запаха, гипоаллергенный
Отрицательные свойства гипса: затрудненное выведение гипсового оттиска из полости рта, особенно при наклоненных и расшатанных зубах, возможность аспирации мелких кусочков гипса при поломке оттиска, затрудненное отделение гипсового оттиска от модели.
14. Правила работы со стоматологическими гипсами.
Правило 1. Стоматологические гипсы должны храниться в сухом месте. Емкости для хранения перед каждым новым заполнением должны очищаться.
Правило 2. Используемые при работе с гипсами приборы и принадлежности должны быть чистыми, без остатков использованного ранее гипса.
Правило 3. Порция гипса должна быть не более, чем для двух-трех слепков.
Правило 4. Нельзя добавлять никаких средств в качестве ускорителей застывания, в случае необходимости используйте быстротвердеющий гипс. Увеличение времени замешивания на несколько секунд является лучшим способом ускорения застывания.
Правило 5. Крайне важно для получения заданного расширения гипса соблюдать соотношение порошка и воды.
Правило 6. Вода и порошок должны иметь температуру 20(+1\-1) градусов С.
Правило 7. Порошок следует медленно засыпать в воду и давать ему погрузиться в воде. И только потом начинать мешать шпателем. Последующее машинное замешивание не должно превышать 30 секунд. При замешивании вручную это время составляет 1 минуту.
Правило 8. Гипсовая смесь должна сразу же после замешивания выливаться в форму. Время заливки нельзя увеличивать за счет вибрации и тем более добавлением воды!
Правило 9. Гипс начинает твердеть, когда исчезает блеск с поверхности.
Правило10. Гипсовую модель можно вынимать из оттиска, когда температура модели понижается. |
|
|
 Скачать 0.57 Mb.
Скачать 0.57 Mb.