Курсовая. Министерство науки и высшего образования российской федерации федеральное государственное автономное образовательное учреждение высшего образования национальный исследовательский томский политехнический университет
 Скачать 0.94 Mb. Скачать 0.94 Mb.
|

Обоснование и выбор способа сваркиПри разработке технологии, следует выбирать такой способ сварки, который удовлетворяет всем требованиям, установленным исходными данными. Согласно рекомендациям технической литературы [14] сталь 12Х18Н10Т можно сваривать следующими способами: ручная дуговая сварка покрытыми электродами, неплавящимся электродом в защитном газе, под слоем флюса, электрошлаковая сварка. Присадочные материалы выбирают аналогично составу основного металла, с учетом прочностных требований и сопротивляемости образованию кристаллизационных трещин. В данной работе способом сварки будет являться механизированная и автоматическая сварка в среде защитных газов по ГОСТ 14771-76. В качестве защитного газа принимаем аргон. Аргон поставляется по ГОСТ Р ISO 14175- 2010 и обозначается как – ISO 14175-I – Ar [15]. 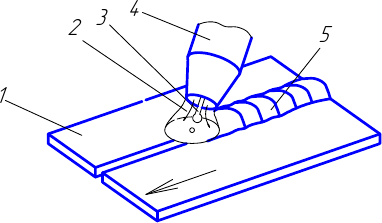 Рисунок 3.1 – Схема сварки проволокой в защитных газах: 1 – свариваемое изделие; 2 – струя защитного газа; 3 – проволока; 4 – сопло; 5 – шов К преимуществам такого вида сварки можно отнести [16]: улучшенное качество шва, по сравнению с использованием обычной электродуговой сварки; большинство газов имеют невысокую стоимость; возможность соединять разноплановые изделия любой толщины; значительно увеличивается скорость процесса сварки; нет сложностей работы с цветными металлами, алюминием, цветными и коррозионностойкими материалами. Выбор сварочных материаловВ качестве сварочного материала принимаем проволоку Св-07Х18Н9ТЮ ГОСТ 2246-70. Выбор сварочного материала обусловлен требованиями сборочного чертежа. Высоколегированная проволока Св-07Х18Н9ТЮ ГОСТ 2246-70 выпускается диаметром 1,0 мм, 1,2 мм, 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5 мм. Она поставляется в мотках, масса мотка зависит от диаметра проволоки. На каждый моток проволоки крепят металлический ярлык, на котором должны быть указаны: наименование или товарный знак предприятия-изготовителя; условное обозначение проволоки; номер партии; клеймо технического контроля. Особенностью нержавеющей проволоки марки 07Х18Н9ТЮ является присутствие в ее составе алюминия. Это обеспечивает высокое качество сварного шва. Проволока стойка к высокой температуре, влажности и коррозии [17]. Химический состав данной проволоки и механические свойства металла шва представлены в таблице 3.3 и 3.4. Таблица 3.3 – Химический состав проволоки в % Св-07Х18Н9ТЮ по ГОСТ 2246-70 [18]
Таблица 3.4 – Механические свойства металла шва [18]
В качестве защитного газа для защиты сварочной ванны и сварочной дуги принимаем ISO 14175-I – Ar. ISO 14175-I – Ar обладает лучшими защитными свойствами вследствие большего удельного веса. Дуга в ISO 14175- I – Ar характеризуется более высокой стабильностью [6]. Состав ISO 14175 - I – Ar приведен в таблице 3.5. Таблица 3.5 – Состав ISO14175-I– Ar[15]. Таблица 3.5 – Состав Ar[15]
В сварочном производстве газообразный ISO 14175-I – Ar применяют в качестве защитной среды при сварке активных и редких металлов (титана, циркония и ниобия) и сплавов на их основе, алюминиевых и магниевых сплавов, а также хромоникелевых коррозионностойких жаропрочных сплавов, легированных сталей различных марок. ISO 14175-I – Ar, являясь более тяжелым, чем воздух, своей струей лучше защищает металл при сварке в нижнем положении. Растекаясь по поверхности свариваемого изделия, он защищает достаточно широкую и протяженную зону как расплавленного, так и нагретого при сварке металла. Применение ISO 14175-I- Ar позволяет повысить температуру сварочной дуги, что улучшает проплавление сварного шва, увеличивая производительность сварки в целом. При сварке в среде ISO 14175-I- Ar (как и иных инертных газов) минимизируется выгорание активных легирующих элементов, что позволяет использовать более дешевые сварочные проволоки [19]. | |||||||||||||||||||||||||||||||||||||||||||||||||