дз. Минобрнауки россии ргу нефти и газа (ниу) имени И. М. Губкина
 Скачать 1.6 Mb. Скачать 1.6 Mb.
|

2.7 Сварка труб в траншеях2.7.1 Полуавтоматическая сварка труб условным диаметром 1000 – 1400 мм по технологии «Innershild» со сваркой корня шва по технологии « STT »Состав работ согласно ГЭСН-25-02-004: 1. Сборка монтажных опор из деревянных брусьев. 2. Правка вмятин. 3. Зачистка кромок труб и прилегающей зоны электрошлифмашинкой. 4. Сборка труб и полуавтоматическая сварка корневого слоя шва методом «STT». 5. Подварка корневого слоя шва внутри трубы вручную. 6. Полуавтоматическая сварка заполняющих и облицовочного слоев шва порошковой проволокой «Innershild». 7. Зачистка корневого, заполняющего и облицовочного слоев шва от шлака электрошлифмашинками. Таблица 2.23 - ГЭСН 25-02-005-08 (для трубопроводов с толщиной стенки 18,3 мм) (измеритель: 1 км) 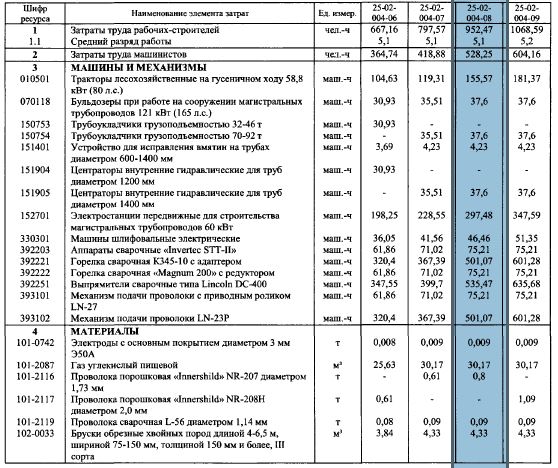 Используются аппараты сварочные «Invertec STT - II» - 4 шт.  2.8 Монтаж узлов запорной арматуры2.8.1 Сборка и установка кранового узла с двусторонней продувкой на трубопроводах условным диаметром 1400 ммСостав работ согласно ГЭСН-25-11-008: Перемещение крана к месту сборки. Зачистка кромок труб обводной линии, патрубков крана и прилегающей зоны электрошлифмашинкой. Монтаж и сварка трубных заготовок патрубков крана и обводной линии на берме траншеи. Зачистка слоев сварных швов труб обводной линии и патрубков крана от шлака электрошлифмашинкой. Подварка корня шва электродуговой сваркой деталей труб диаметром 1400 мм. Изготовление тройниковых соединений. Установка кранов на обводных линиях трубопровода, стыковка и сварка на берме траншеи. Сборка и сварка стыка оголовка продувочной свечи на берме траншеи. Установка колонки продувочной свечи. Врезка и сварка узла крана в трубопровод. Монтаж и сварка узлов трубопроводов обводных линий в траншее. Очистка, нанесение грунтовки и мастики (в два слоя) подземной части кранового узла. Окрашивание наземной части кранового узла. Работа водоотливной установки. Крановые узлы для диаметра трубопровода 1400 мм должны распологаться через каждые 30 километров (7) [11, п. 8.2]. Используются сварочные аппараты СДУ-2Б – 1 шт.  Таблица 2.24- ГЭСН 25-11-008-03 (для трубопровода условным диаметром 1400 мм) (измеритель: 1 крановый узел) 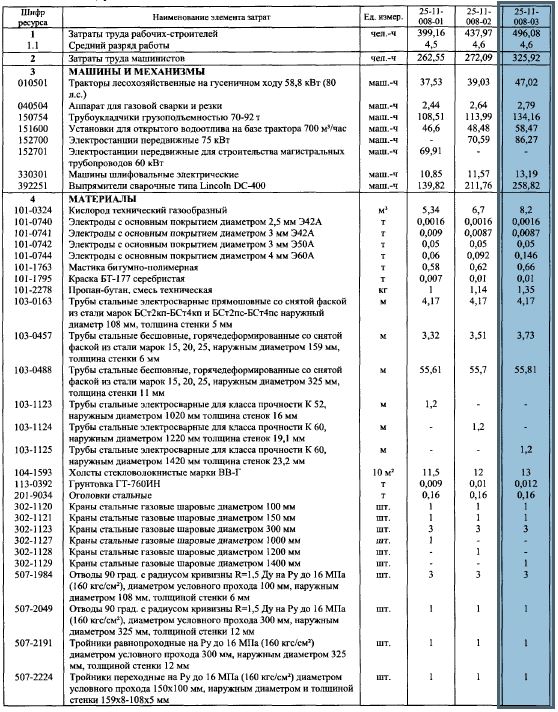 2.9 Изоляция сварных швов,укладка трубопровода в траншеи,засыпка траншеи2.9.1 Изоляция термоусаживающимися манжетами типа «Canusa» вручную стыков изолированных труб условным диаметром 1400 ммСостав работ согласно ГЭСН-25-07-022: 1. Протирка зоны сварного стыка уайт-спиритом, сушка и пескоструйная очистка изолируемого участка. 2. Нанесение и сушка эпоксидного праймера. 3. Нанесение и усадка термоусаживающейся манжеты. Таблица 2.24- ГЭСН 25-07-022-11 (для трубопровода условным диаметром 1400 мм) (измеритель: 1 стык) 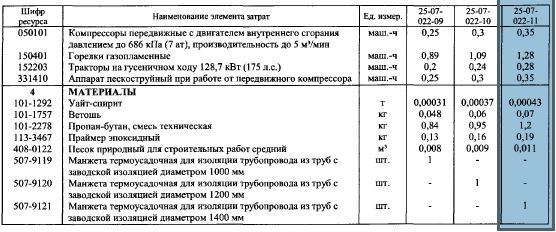 Используются 8 газовых горелок, количество стыков определяется количеством труб со стыком в построенную линию:  2.9.2 Укладка в траншею изолированных трубопроводов условным диаметром 200 - 1400 ммСостав работ согласно ГЭСН 25-07-023: 1. Укладка изолированного трубопровода в траншею. 2. Разборка монтажных опор. Таблица 2.25 - ГЭСН 25-07-023-08 (для трубопровода условным диаметром 1400 мм) (измеритель: 1 км)  Для укладки изолированных секций используются 4 машин Komatsu D155C грузоподъёмностью 70 тонн.  2.9.3 Засыпка траншей и котлованов бульдозерами мощностью 79 (108) кВт (л.с.)Состав работ согласно ГЭСН-01-01-033: 1. Перемещение грунта с засыпкой траншей и котлованов. Таблица 2.26- ГЭСН -01-01-033-2 (для второй группы грунтов) (измеритель: 1000 м3) 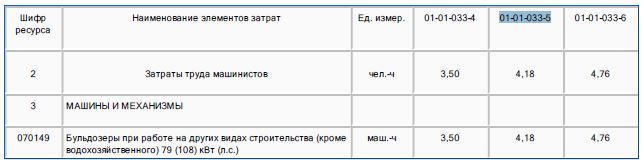 Используются бульдозеры марки ДЗ-18 в количестве 4 штуки. Протяженность трассы составляет 150 км, глубина -2,5 м., а ширина – 2м., тогда объём грунта -   |