Мойка деталей. ТЕМА_ «Мойка и очистка деталей» — Студопедия. Мойка и очистка деталей
 Скачать 0.54 Mb. Скачать 0.54 Mb.
|

|
24.01.2022, 20:38 ТЕМА: «Мойка и очистка деталей» — Студопедия  Студопедия СтудопедияСлучайное Контакты FAQ  ТЕМА: «Мойка и очистка деталей» ТЕМА: «Мойка и очистка деталей»Учебныевопросы: Значение моечно-очистных работ. Мойка и обезжиривание объектов ремонта. Очистка деталей от нагара, накипи, коррозии и старой краски. Организация рабочих мест и техника безопасности (отработать самостоятельно, (1), с.49-50).  Моечно-очистные работы представляют собой ряд многостадийных операций мойки и очистки объектов ремонта, способствующих повышению качества ремонта, обеспечению необходимых санитарно-гигиенических условий работы разборщиков и повышению производительности их труда. Моечно-очистные работы представляют собой ряд многостадийных операций мойки и очистки объектов ремонта, способствующих повышению качества ремонта, обеспечению необходимых санитарно-гигиенических условий работы разборщиков и повышению производительности их труда.Особенно велико влияние моечно-очистных работ на качество и ресурсы отремонтированных автомобилей и их агрегатов (ресурс отремонтированных агрегатов увеличивается на 25-30% и на 15-20% повышается производительность труда разборщиков). Вычертить на доске и дать под запись Рис. 7.1. «Виды загрязнений объектов ремонта», (1), с. 41. 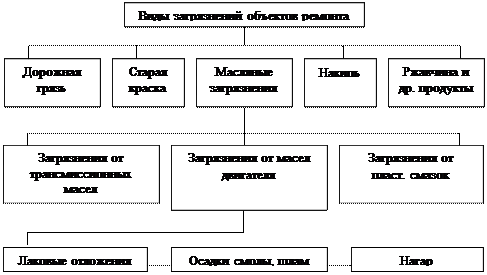 Моечно-очистные работы можно разделить на следующие стадии: мойка шасси; мойка подразобранных агрегатов; мойка и очистка деталей. (Струйные моющие машины; мойка погружением) – пояснить по плакату их устройство и принцип действия. Сущность процесса мойки и обезжиривания состоит в удалении загрязнений с поверхностей деталей и переводе их в моющий раствор в виде растворов и дисперсий, для этого на АРП прим. моющие средства и специальное оборудование (смс – лабомид и растворы каустика и кальцинированной соды). Существует большое количество моющих растворов для обезжиривания деталей: Компоненты Содержание компонентов в растворе для мойки деталей, % Из чугуна и стали Из сплавов алюминия Кальцинированная сода 5,50 - 10,00 - 1,00 Из сплавов Компоненты Из чугуна и стали алюминия
Каустическая сода Тринатрийфосфат Нитрат натрия Жидкое стекло Хромчик Хозяйственное мыло Силикат натрия (жидкое стекло).
Растворы моющих средств лабомид–203, МС-8, МС-15 в 3-4 раза эффективнее растворов каустической соды. Для устранения пенообразования в раствор следует вводить 0,2-0,3% пеногасящих добавок (ДТ, керосин, Уайт-спирит) к объему раствора. Пеногасители вводят по мере образования пены.  Дляочисткипогружением рекомендуется лабомид – 203, МС-8 и МС-15 с концентрацией 20-30 кг/м³ и tº = 80-100 ºC. Дляочисткипогружением рекомендуется лабомид – 203, МС-8 и МС-15 с концентрацией 20-30 кг/м³ и tº = 80-100 ºC.Дляудаленияасфальтосмолистыхотложений с деталей можно использовать растворители и растворяющие эмульсирующие средства (РЭС). Хлорированные Ароматические Предельные тетрахлорэтилен, трихлорэтилен, хлористый метилен, дихлорэтан ксилол дизельное топливо, керосин, бензин, Уайт-спирит Очистка деталей от нагара, накипи и продуктов коррозии производится механическим, термохимическим и комбинированным методами. Механическаяочистка–металлические щетки, косточковая крошка, металический песок, гидропесконструйная обработка. Термохимическийметод–очистка деталей в щелочном растворе – tº = 400±20 ºC; 65% - едкого натрия, 30% - азотнокислого натрия, 5% - хлористого натрия. Для очистки применяются установки ОМ-944 и ОМ-5458. Установка состоит из 4-х ванн: – щелочной раствор 5-10 мин. => разрушение загрязнений; – проточная вода => перепад температур, бурное парообразование, способствуют рыхлению остатков нагара, накипи; – кислотная обработка (травление) => осветление поверхности деталей и нейтрализация остатков щелочи => фосфорная кислота 85кг/м³ + хромовый ангидрид tº = 30±5 ºC; – горячая вода в чистой ванне. Общее время 20-25 минут. Комбинированныйметод–ультразвуковой, виброабразивный и метод с использованием электрогидравлического эффекта. Для мойки точных деталей (подшипники, плунжерные пары) применяют бензин с последующей промывкой их веретеным маслом. При очистке деталей электрооборудования используют керосин и бензин, заменителем может служить раствор: 40% сульфонефтяных кислот; 8% минеральных масел; 1% серной кислоты, остальное вода, прим. только при механизированной мойке, не подогревают, добавляют до 1% хромника для предохранения деталей от коррозии. Накипь удаляют раствором тринатрийфосфата (3-5 кг/м³ воды) и 8-10% соляной кислоты. Для предохранения деталей от коррозии добавляют 3-4 г/л технического уротропина. tº раствора 50-60 ºС, продолжительность мойки 50-70 мин.  Старую краску удаляют обработкой щелочным раствором каустической соды (80-100 кг/м³) при tº 80-90 ºС. Время обработки 60-90 мин. Затем промывают горячей водой в установках Старую краску удаляют обработкой щелочным раствором каустической соды (80-100 кг/м³) при tº 80-90 ºС. Время обработки 60-90 мин. Затем промывают горячей водой в установкахванного или струйного типа. Завершают пассированием поверхности деталей в ванне с раствором нитрата натрия (5 кг/м³) при tº = 50-60 ºС. Можно удалять краску смывками и растворителями, скорость 5-30 мин., расход 0,15-0,25 кг/м². Растворители Р-4, № 646, 647. Очисткаотконсервационныхсмазок – лабомид 101 =>10 кг/м³, tº = 80-90 ºС. Очисткудеталейоттехническихзагрязнений (пыль, стружка, смазочная эмульсия) ведут в машинах струйного типа под давлением 0,4-0,6 МПа, тринитрофосфат или нитрат натрия (3-5 кг/м³), при tº = 75-85 ºС. Поддерживание моющей способности раствора зависит от контроля за его концентрацией, производится по плотности раствора с помощью индикаторной бумаги или методом титрования. Качество моечно-очистных работ оценивается степенью удаления всех загрязнений. Контроль осуществляется визуально (осмотром), протиранием бумагой или салфетками, проверкой на смачивание, освещением ультрафиолетовыми лучами, взвешиванием и т.п. Д/з: (1) Гл. 7, с.41-50, Рис. 7.1.  (2) Гл. 5, с.52-82, Рис. 5.3., Табл. 5.2. (2) Гл. 5, с.52-82, Рис. 5.3., Табл. 5.2. Сейчас читают про: 5 6 7 8 9 10 11          10794 9334 Понравился сайт? Поделись им с друзьями:  https://studopedia.ru/1_80348_tema-moyka-i-ochistka-detaley.html /8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||