Сварка. готоовый (копия). Наладка оборудования
 Скачать 443.16 Kb. Скачать 443.16 Kb.
|

|
13) при работе аппарата от автономных электростанций необходимо включать аппарат после выхода электростанции на штатный режим, а выключать перед выключением электростанции. 14)Мощностьт электростанции должна быть не менее 11 кВт (16 кВ·А). 15)Допускается использование сетевого удлинителя, обеспечивающего питание сварочного аппарата по трехпроводной схеме (фаза, ноль, защитное заземление), выполненного в соответствии с правилами электробезопасности длиной не более 100 метров и имеющего на своих концах кабельную сетевую вилку ССИ-023 2Р+РЕ 32А и кабельную розетку ССИ-123 2Р+РЕ 32А. 16) Кабель сетевого удлинителя должен иметь двойную изоляцию и 3 жилы сечением не менее 4 мм2 каждая. 17)Необходимо учитывать, что максимальный выходной ток сварочного аппарата в режиме ММА при работе со стометровым сетевым удлинителем снижается до 120 А. 18)При необходимости удлинения проводов электрододержателя и зажима применять удлинители с соответствующими аппарату байонетными соединителями с сечением проводников 16 мм2, не менее. 19)В случае перегрева аппарата срабатывает термозащита, силовой преобразователь аппаратаотключается (пропадает выходное напряжение и ток), при этом цифровые индикаторы аппарата «V» и «А/ m/min / s» будут показывать соответственно «ПЕР» и «ЕГР.». В этом случае необходимо прекратить процесс сварки и переждать несколько минут (не выключая аппарата) до автоматического возвращения аппарата в рабочее состояние, при котором цифровые индикаторы аппарата «V» и «А / m/min / s» будут показывать текущие значения рабочих параметров. После этого можно продолжить прерванную работу. 20) В случаях возникновения аварийных ситуаций (попадание внутрь посторонних предметов, появление неисправности и т.п.) силовой преобразователь аппарата отключается, при этом цифровые индикаторы аппарата «V» и «А / m/min / s» будут показывать соответственно «Err» и «or0». В этом случае необходимо выключить аппарат и повторно его включить. Если при повторном включении аппаратапоказания индикаторов остаются прежними, аппарат необходимо отправить на ремонт в сервисный центрлибо на предприятие-изготовитель. Если цифровые индикаторы аппарата «V» и «А / m/min / s» будут показывать текущие значения рабочих параметров, то работу можно продолжить. 21)Выполняя сварочные работы, следует помнить, что для аппарата при нормальной температуре окружающей среды +(25±2) „aС и максимальном сварочном токе показатель ПН составляет 40 %, что соответствует циклическому режиму 2 минуты – работа, 3 минуты – перерыв. Работа с меньшими сварочными токами при нормальной температуре окружающей среды увеличивает показатель ПН и соответственно время работы под нагрузкой. 3. Сварка изделия: материал изделия сталь 08, уголок 25х25х4, габариты щитка 400 х 600 х 150 мм). 3.1. Описание каркаса щитка. Начинаю изготавливать каркас щитка, для этого мне понадобится уголок 25х25мм (ГОСТ 8509-93), стали 08, стандартно уголки идут 6 метровые, нарезал 4 заготовки 150мм, 4 заготовки по 600 и 4 по 400мм, это необходимые детали для сборки каркаса щитка. После чего края заготовок 600мм и 150мм спилил под углом 45°. Осуществляется сборка каркаса в виде прямоугольника, две заготовки по 150мм вертикально и параллельно прикладываются на высоту и две заготовки по 600мм на горизонталь (ширину). Собираю рамку (прямоугольник). Свариваю углы угловым соединением( ГОСТ 15164-78-У2-ШЭ-<25) со внешней стороны рамки. На внутренние ребра изнутри тавровым соединением без скоса кромок (ГОСТ 14806-80-Т3-РИНn-<2-2Z100) присоединяю 4 направляющие ко 2 рамке. 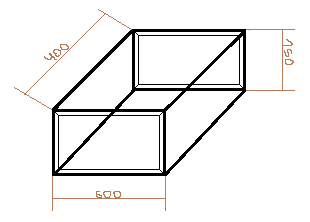 3.2. Свойства стали 08
Твердость материала: HB 10 -1 = 131 МПа Температура ковки: °С: начала 1250, конца 800. Заготовки сечением до 300 мм охлаждаются на воздухе. σ4001/100000 = 76 МПа, σ4001/100000= 108 МПа. Температура критических точек: Ac1 = 735 , Ac3(Acm) = 874 , Ar3(Arcm) = 854 , Ar1 = 680 Свариваемость материала: без ограничений, кроме деталей после химико - термической обработки; способы сварки: РДС, АДС под флюсом и газовой защитой, КТС. Флокеночувствительность: не чувствительна. Склонность к отпускной хрупкости: не склонна. Обрабатываемость резанием: в горячекатаном состоянии при HB 131 и σв=315 ÷ 410 МПа, К υ тв. спл=2,1 и Кυ б.ст=1,65 3.3. Выбор и свойства сварочных материалов. При изготовлении каркаса я буду использовать равнополочный уголок 25х25мм толщиной 4мм(ГОСТ8509-93). 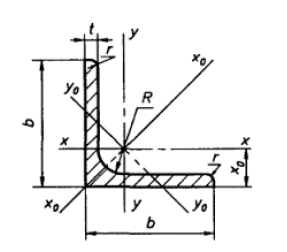 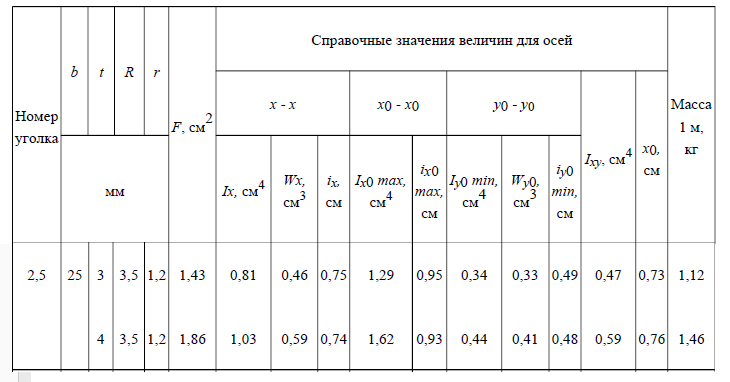 Условные обозначения к рисунку и таблице : b - ширина полки; t – толщина полки; R - радиус внутреннего закругления; r - радиус закругления полок; F- площадь поперечного сечения; I – момент инерции; x0 - расстояние от центра тяжести до наружной грани полки; Ixy – центробежный момент инерции; i – радиус инерции. По точности прокатки уголки изготавливают: А – высокой точности; В - обычной точности. Сталь 08(ГОСТ 1050-88). Для сварки каркаса щитка использую сварочную проволоку СВ-08А (ГОСТ 2246-70). Сварочная проволока обеспечивает получение хороших механических свойств металла шва в сочетании с основным металлом. Сварные швы получаются хорошего качества с отсутствием холодных и горячих трещин. Химический состав металла шва выше, чем химический состав основного металла, что позволяет получить сварные швы хорошего качества и коррозионной стойкости. Поставляется в мотках по 80-100кг.
Механические свойства проволоки.
При сварке стали08 использую газ СО2 (углекислый газ) - бесцветный газ (в нормальных условиях), без запаха, с химической формулой CO2. Углекислый газ – газообразное вещество без цвета и запаха. Тяжелее воздуха. Термически устойчив. При сжатии и охлаждении легко переходит в жидкое и твердое состояния. Углекислый газ в твердом агрегатном состоянии носит название «сухой лед» и легко возгоняется при комнатной температуре. Углекислый газ плохо растворим в воде, частично реагирует с ней. Плотность – 1,977 г/л. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||