штангенциркуль. ШТАНГЕНЦИРКУЛЬ. Назначение конструкции штангенциркуля, область применения, порядок проведения измерений штангенциркулем
 Скачать 60.37 Kb. Скачать 60.37 Kb.
|

|
ТЛ Назначение конструкции штангенциркуля, область применения, порядок проведения измерений штангенциркулем Штангенциркули служат для измерения наружных и внутренних размеров деталей. Основными видами, согласно ГОСТ 166-89 являются: ШЦ-I — инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером. ШЦК — оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу. ШЦТ-I — односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу. ШЦ-II — оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи. ШЦ-III — односторонние губки для определения наружных и внутренних размеров. ШЦЦ — электронный штангенциркуль с цифровой индикацией. Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей). Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы. Штангенциркуль (рис.1.1) состоит из штанги 2, оканчивающейся губками 1 и 3 и свободно передвигаемой по штанге рамки 4 с такими же губками. На штанге 2 имеется шкала с делениями через один миллиметр, а на рамке нанесены 10 делений нониуса 6, позволяющего делать отсчеты с точностью 0,1 мм. Измерение наружных размеров производится между губками 1, а внутренних – положением наружных граней губок 3. На тыльной стороне штангенциркуля к рамке 4 прикреплена линейка 7, скользящая в канавке штанги и предназначенная для измерения глубин. Рамка 4 снабжена стопорным винтом 5, которым она закрепляется на штанге неподвижно при необходимости получить шаблон размера. Число целых миллиметров размера а отсчитывается на шкале штанги по нулевому штриху нониуса 6; число десятых долей миллиметра определяется тем штрихом нониуса, который оказывается совмещенным с каким-либо штрихом шкалы. 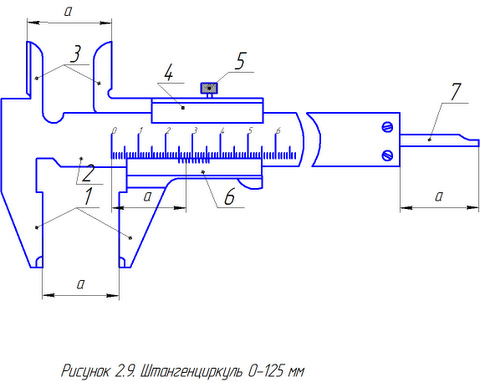 Рисунок 1.1 – Штангенциркуль Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность. В процессе измерения учтите следующие рекомендации: Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их. Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат. Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали. Зафиксируйте нониус крепежным винтом. Определите целое число миллиметров по основной шкале. Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений. Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы. Метрологические характеристики штангенциркуля: - цена деления шкалы, мм; - диапазон показаний шкалы, мм; - пределы измерения инструмента, мм; - предельные погрешности инструмента, мкм; - условное обозначение инструмента. Список использованной литературы 1. Чижикова Т.В. Стандартизация, сертификация и метрология. Основы взаимозаменяемости. Учебник. Колос. 2004, стр. 91-95. 2. Никифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения. Учебник. Высшая школа. 2000, стр. 405-408. 3. Серый И.С. Взаимозаменяемость, стандартизация и технические измерения. Учебник. Агропромиздат. 1987, стр. 126-131. Дополнительная литература: 4. Иванов А.И. Практикум по взаимозаменяемости, стандартизации и техническим измерениям. Учебник. Колос. 1977. 5. Сергеев А. Г. Метрология, стандартизация, сертификация. Учебное пособие. Логос. 2003. 6. Марков Н.Н. Нормирование точности в машиностроении. Учебник. Высшая школа. 2001. 7. Сергеев А. Г. Метрология Учебное пособие. Логос. 2001. 8. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. Учебник. Машиностроение. 1986. |