ЛЕКЦИЯ. 1-15 лекция -. нерксіптіка автоматтандыру
 Скачать 4.63 Mb. Скачать 4.63 Mb.
|

|
12-Дәріс Энкодеры(Кодерлер) Кодерлер - айналу датчиктері. Ең қарапайым сенсордың тұтқасы бар, оны сағат тілімен немесе сағат тіліне қарсы бұруға болады. Айналу бұрышына және бағытына байланысты тұтқаның қай позицияда тұрғанын немесе қай бағытта бұрылғанын көрсететін цифрлық сигнал шығарылады. Деректерді шығару түріне сәйкес кодерлер екі үлкен топқа бөлінеді: Абсолютті. Қосымша Абсолютті кодерлер Абсолютті кодер көмегімен бүкіл айналу шеңбері белгілі мөлшердегі секторларға бөлінеді, көбінесе олардың көлемі бірдей. Бұл секторлар нөмірленген. Кодер жұмыс кезінде ол қазіргі уақытта орналасқан сектордың нөмірін береді. Сондықтан оны абсолютті деп атайды. Кодердің бұл түрімен кодердің белгілі бір сәтте нөлдік секторға қатысты бұрылу бұрышын анықтауға болады, яғни бұру кезінде ол сектор сандарының мәндерін шығарады. максималды мән. Содан кейін ол нөлге қайта оралады. 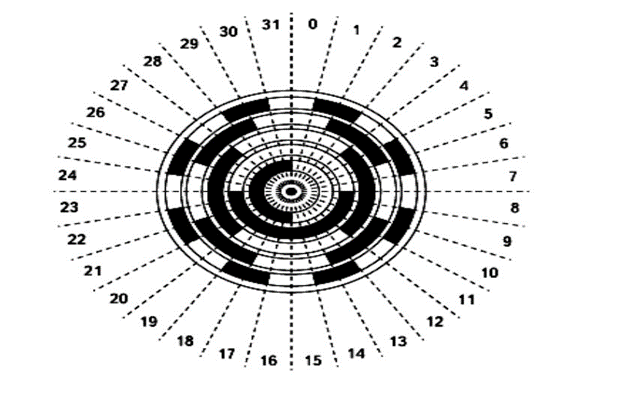 Егер кодер білігі қарсы бағытта бұрылса, онда ол қарама -қарсы мәндерді бере бастайды. Біздің жағдайда айналу мәндерін қайтару үшін бес түйреуішті пайдаланады.Бұл алгоритмнің кемшіліктері бар. 1-кестеде n-ші кодердің шығарылған мәндерінің тәртібі көрсетілген. Соңғы екі жолға, 127 -ден 128 -ге ауысуға назар аударған жөн. 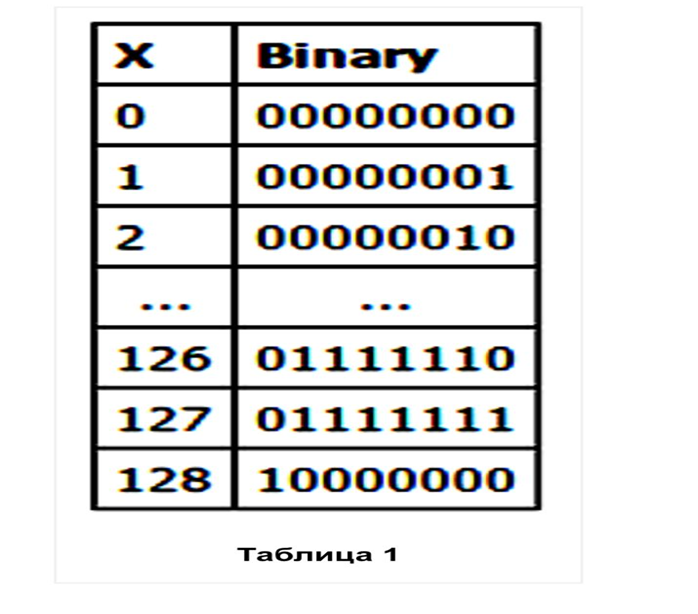 Мұнда барлық биттер өзгереді. Идеал кодерде олардың барлығы бір уақытта өзгереді және ешқандай проблема болмайды. Іс жүзінде нақты кодерде биттер тез өзгереді, бірақ бір мезгілде емес. Және бір сәтте кодердің шығысында мүлдем ерікті мән пайда болады. Барлық биттер өзгергендіктен, кодер нөлден бастап барлық мәндерге дейін еркін мәнге ие болады. Мұндай қосқыштың мысалы оң жақта көрсетілген. Бұл қалай қауіп төндіруі мүмкін? Мысал қарастырайық. Микроконтроллер білікті басқару үшін қозғалтқышты қолданады және оны белгілі бір бұрышпен айналдырады. Белгілі бір сәтте 127 -ден 128 ұяшыққа ауысқанда, ол белгілі бір кездейсоқ мәнді алады. Контроллер біліктің нақты орнынан мүлде басқа жерде екендігі туралы қорытынды жасайды және оны басқа бағытта, басқа жылдамдықпен айналдыра бастайды және т.б.Белгілі бір уақыттан кейін микроконтроллер дұрыс мәнді алады, білікті тоқтатуға және оны дұрыс бағытта бұруға тырысады. Мұндай қате жиі кездесетін болса, бұл процесс ұзақ уақытқа созылуы мүмкін. Мұндай қателер тұрақты емес және есептеу қиын. Қосымша кодерлер Келесі түрі - қарапайым құрылымы бар қадамдық кодер. Бірақ сонымен бірге ол тұтқасының орналасуының нақты орнын көрсетпейді. Ол тек айналу бағытын көрсетеді, ал айналу бөлімдерінің санын микроконтроллер оқуы керек. 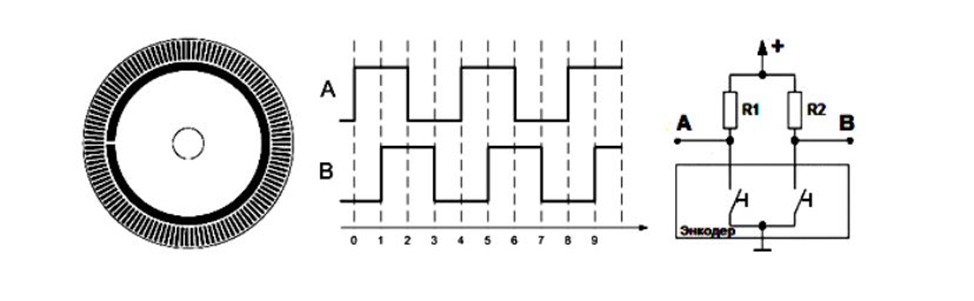 Қосымша кодерде әдепкі бойынша жерге қосылған жолақтар жиынтығы бар және олар бұрылғанда олар жабылады және ашылады. Нәтиже - суретте көрсетілген сигнал (меандерге ұқсас). Кодерде осындай екі дөңгелек жолақ бар. Жолақтар ширек төрттен ығысады, сонымен қатар сигналдар төрттен бір -біріне ауыстырылады. Бұл маңызды, себебі ол айналу бағытын анықтауға мүмкіндік береді.Егер кодер аяқты жерге қосса, онда бұл аяқ логикалық нөлге ие болады. Тыныш жағдайда кодердің шығуы логикалық болып табылады. Кодер кез келген бағытта айнала бастағанда, алдымен бір түйреуіш жерге қосылады, сосын екіншісі. Әрі қарай, бұл қорытындылар өз кезегінде жерден ажыратылады және оларда қайтадан логикалық бірлік пайда болады. Сіз бұранданың қайсысы бұрын жерге қосылғанын бұру бағытын анықтай аласыз. Толық циклдарды санау кезінде сіз кодерді айналдырған шерту санын есептей аласыз. Кодердің төрт күйі бар: Екі бірлік. Нөл және бір. Нөл және нөл. Бір және нөл. Бірдей емес үш күй тұрақсыз және кодер олардың ішінде бола алмайды. Көптеген микроконтроллерлер арнайы кірістері бар таймерлердің көмегімен бұрылыстарды санау функциясын орындайды. Таймер аппараттық деңгейде, қанша рет басу және кодер қай бағытта бұрылғанын есептейді және мән береді. Яғни, санауыш белгілі бір санды көбейтеді. Бұл санды өзгерту арқылы кодер қанша рет басылғанын анықтауға болады. Шертулер саны бойынша айналу бұрышын да анықтауға болады. Сондай -ақ, кодерде байланыс секіруі бар, бұл сигналды талдауды қиындатады. Оптикалық кодерлер Мұндай түрлендіргіш білікке бекітілген және шыныдан жасалған диск түрінде жасалған. Оптикалық айналу сенсоры басқа түрлерден білікті айналдыру кезінде жылжытылатын қосымша оптикалық растрмен ерекшеленеді. Сонымен бірге ол айналу моментін жарық ағынына айналдырады, оны фотосенсор қабылдайды. Оптикалық түрлендіргіш айналу бұрыштарын есте сақтайды. Бұл жағдайда әрбір жеке позицияға арнайы цифрлық код беріледі, ол жылдамдықпен бірге сенсордың бірлігін құрайды. Кодер қосылады және қосымша кодер сияқты жұмыс істейді.Жұмыс істеу сипатына қарай олар фотоэлектрлік және магниттік болып бөлінеді. Магниттің жұмыс принципі 1879 жылы алғаш рет ашылған Холл эффектісін қолдануға негізделген. Бұл жағдайда потенциалдар айырмасы тұрақты ток сымы магнит өрісіне салынған кезде ғана пайда болады.Дәлдік пен ажыратымдылық қасиеттері бойынша сенсордың магниттік формасы фотоэлектрден төмен, алайда конструкциясында ол қарапайым, жұмыс жағдайына және кеңістікке қажет емес. Магниттік кодер - бұл сезімтал элементтің қасында орналасқан айналу кезінде магниттің магниттік полюсінің өтуін анықтайтын құрылғы. Таратқыш туралы ақпарат цифрлық кодпен көрсетіледі. Фотоэлектрлік кодер - фотоэлектрлік принципке негізделген сенсор. Бұл әсер зат жарық ағынына ұшыраған кезде байқалады. Бұл принцип 1887 жылы ашылды. Мұндай сенсордың жұмысы кезінде жарық сәулесі үнемі электр тогының сигналына айналады.Фотоэлектрлік кодердің аналогтары оптоэлектронды, оптикалық және оптикалық қосқыш болып табылады. Бұл датчиктер басқа модельдерге қарағанда өндіріске, жұмысқа және басқа факторларға ең сезімтал. Алайда, бұл бәсекелестерден айырмашылығы олардың дәлдігінің жоғарылауымен дәлелденді. 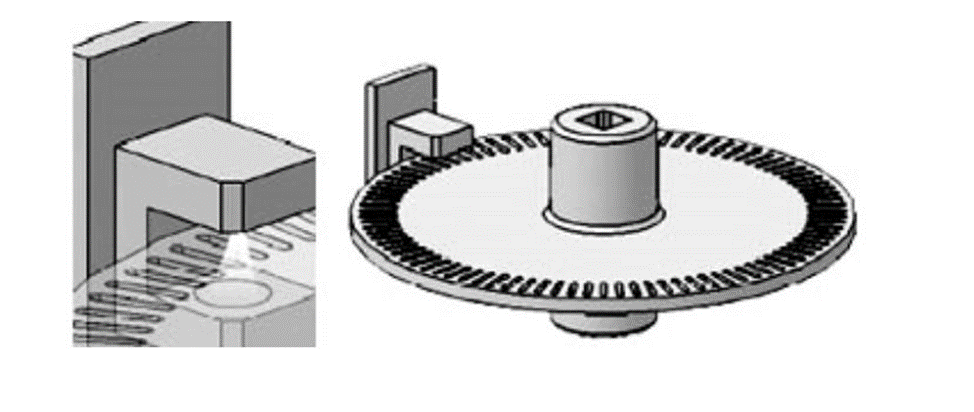 Сурет 2-Оптикалық кодер 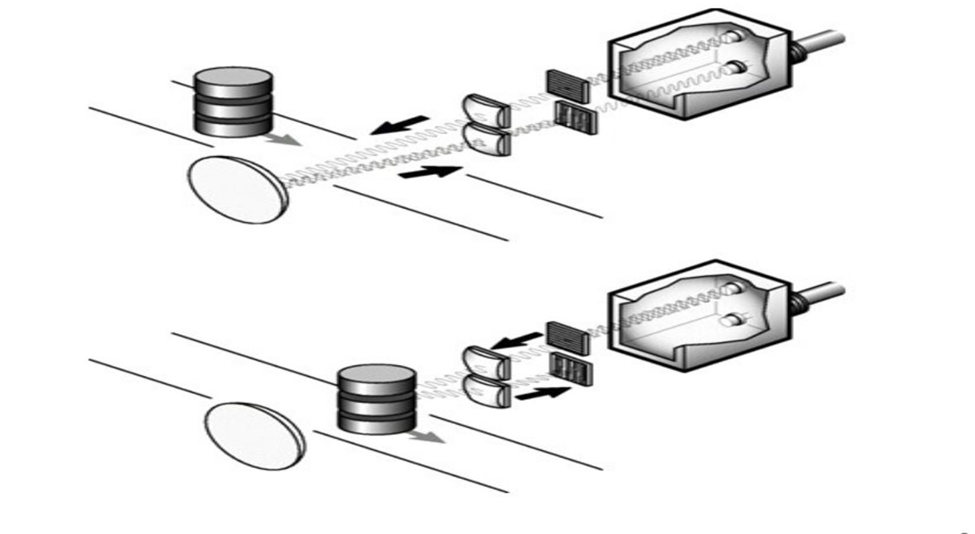 Сурет 3 – Фотоэлектрлік кодер 13-Дәріс Қарсылық термометрі, термоэлектрлік термометр немесе айнымалы ток сигналын шығаратын өлшеу құралы (мысалы, манометр) сияқты бастапқы түрлендіргіштен шығатын сигналды бастапқы өңдеу мақсатында қалыпқа келтіретін түрлендіргіш қолданылады. Оны өлшеуіш немесе аралық түрлендіргіш деп те атайды. Қалыптастырушы түрлендіргіш қолда бар бастапқы сигналдан қорытылатын тұрақты ток сигналын алуға мүмкіндік береді (мысалы, термоЭМФ Е немесе қарсылық мәні Rt осындай негізгі сигнал ретінде әрекет ете алады). Мысалы, термоэлектрлік термометрден сигналды өңдеуге арналған PT-TP-68 типті өлшеу түрлендіргішінің қалай жұмыс істейтінін қарастырайық. 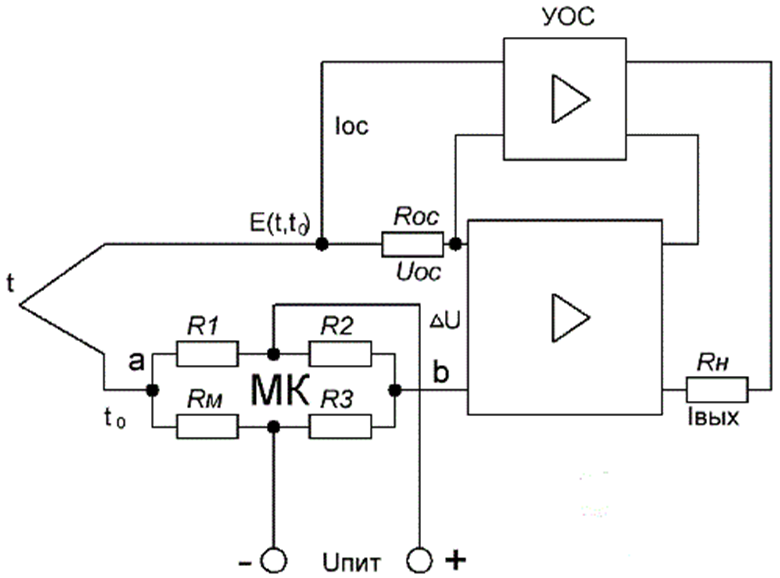 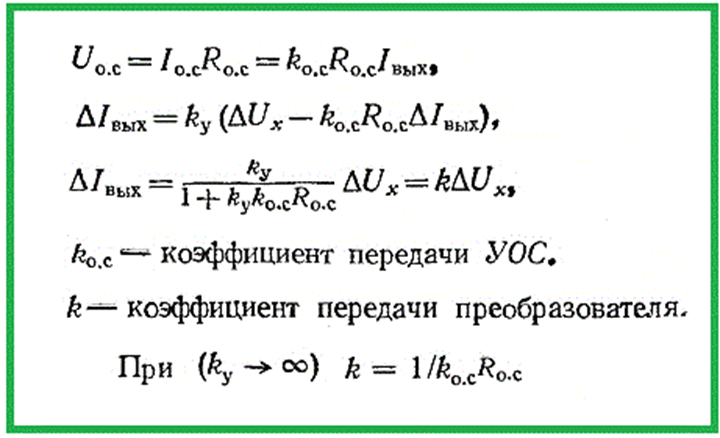 Суретте бұл түрлендіргіштің номиналды 2,5 кОм жүктеме кедергісі арқылы термометрдің термоЭМФ Е -нен 5 мА шегінде тұрақты Iout алуға мүмкіндік беретін жеңілдетілген диаграмма көрсетілген. Схемада мыналар бар: түзету көпірі МК, ток шығысы бар күшейткіш, кері байланыс күшейткіші және кері байланыс резисторы. Түзету көпірінің үш резисторы марганиннен жасалған (электр кедергісінің төмен температуралық коэффициенті бар арнайы металл), ал төртінші резистор мыстан жасалған және ол қарсылық термометрінің ұштарына жақын орналасқан. Конвертер статикалық автокомпенсация схемасы бойынша жұмыс істейді: қарсылық термометрінен кернеу көпірдің шыңдарынан кернеуге қосылады (осылайша түзетіледі), содан кейін кері байланыс кернеуімен салыстырылады Uos. Нәтижесінде өтелмеген сигнал ток шығыс күшейткішімен күшейтіледі. 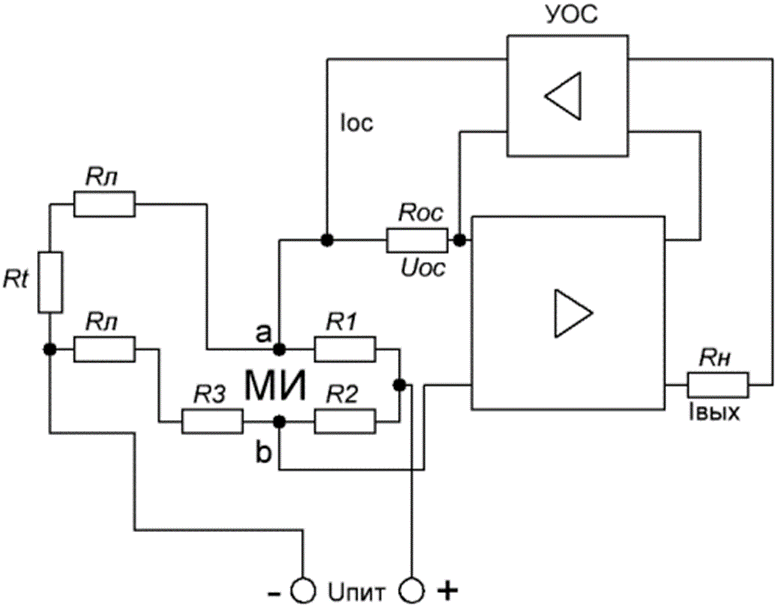 Енді қарсылық термометрімен жұмыс істеуге арналған қалыпқа келтіретін түрлендіргіштің мысалын қарастырайық.Төмендегі суретте қарсылық мәнін сызықтық түрлендіру арқылы 0-ден 5 мА дейінгі диапазондағы ток түрінде бірыңғай сигнал алуға мүмкіндік беретін PT-TS-68 үлгісінің нормаландырғыш түрлендіргішінің жеңілдетілген диаграммасы көрсетілген. сезімтал элементтен.Түрлендіргіш статикалық автоматты компенсация схемасы бойынша жұмыс істейді. Ол мыналарды қамтиды: өлшеу көпірі, ток шығыс күшейткіші және теріс кері байланыс құрылғысы (кері байланыс күшейткіші мен кері байланыс резисторынан тұрады).МИ - өлшеу көпірі мұнда теңгерімсіз режимде жұмыс істейді, ол термометрдің кедергісінің өзгеруін тұрақты кернеуге айналдырады, ол көпірдің шыңдарынан шығарылады және ток шығысы бар күшейткішке беріледі. Көпірдің үш балласттық резисторы марганиннен жасалған (кіші ТКС). Көпір реттелетін электрмен жабдықталған. Термометрдің өзі өлшеу көпіріне үш сымды тізбекте қосылған. 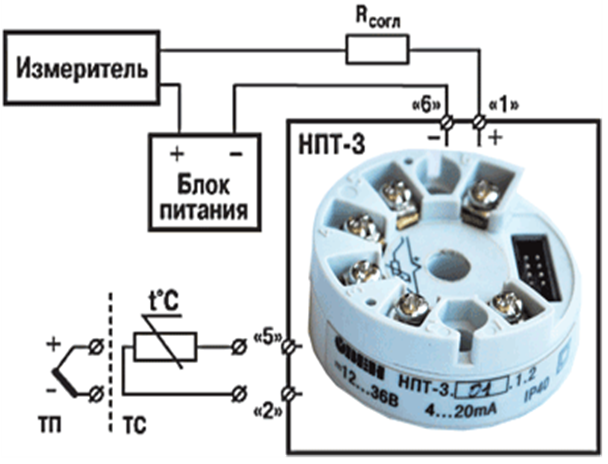 Технологиялық процестерді автоматтандыру үшін тұрақты ток бойынша өлшеу туралы ақпаратты алу ыңғайлы, әсіресе егер одан әрі өңдеу ақпараттық компьютерлермен жүргізілсе. Осы себепті айнымалы ток шығысы бар құрылғылар үшін айнымалы токты өңдеуге ыңғайлы тұрақты ток сигналына түрлендіретін нормалау қондырғылары қолданылады. Айнымалы ток шығысы бар өлшеу құралдары тұрақты кірістері бар өлшеу қондырғыларымен және өлшеу құрылғыларымен жұмыс жасай алады. Бірақ қосымша стандарттау блоктары қателердің көбеюіне және сенімділіктің төмендеуіне әкеледі, бұл әсіресе атом электр станциялары мен жылу электр станциялары үшін өте маңызды, сондықтан мұндай маңызды салалар үшін автоматтандырылған жүйелерді құру сатысында құрылғыларды дереу қолдану қажет. қажетсіз түрлендірулерді қажет етпейтін шығыспен. 14-дәріс Роботтар Өнеркәсіптік робот-өндірістік процесте қозғалтқыш және басқару функцияларын орындауға арналған манипуляциялық робот, яғни манипулятордың атқарушы органдарының қажетті қозғалыстарын анықтайтын басқару әсерін қалыптастыратын манипулятор мен қайта бағдарламаланатын басқару құрылғысынан тұратын автоматты құрылғы. Ол өндіріс заттарын жылжыту және әртүрлі технологиялық операцияларды орындау үшін қолданылады. 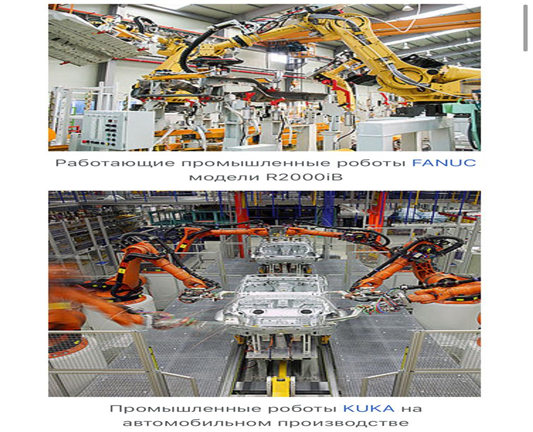 Орыс тіліндегі әдебиеттерде өнеркәсіптік роботтың келесі анықтамасы кеңінен таралды [3]: бұл "автоматты машина, стационарлық немесе жылжымалы, бірнеше қозғалғыштығы бар манипулятор түріндегі атқарушы құрылғыдан және өндірістік процесте мотор және басқару функцияларын орындау үшін қайта бағдарламаланатын бағдарламалық басқару құрылғысынан тұрады". Өнеркәсіпте, алайда, ең көп таралған манипуляциялық роботтармен қатар, мобильді (Локомотив), Ақпараттық, ақпараттық-басқару, күрделі және басқа да өнеркәсіптік роботтар қолданылады[4].Өнеркәсіптік роботтар, әдетте, икемді автоматтандырылған өндірісте (РТК, РТЯ, РТЯ, РТЛ, РТС, ГПЛ және т.б.) қолданылатын автоматтандырылған өндірістік жүйелердің құрамдас бөліктерінің бірі болып табылады, олар САПАНЫҢ өзгермейтін деңгейінде жалпы еңбек өнімділігін арттыруға мүмкіндік береді.Өнеркәсіптік роботтарды өндірісті автоматтандырудың басқа құралдарымен (автоматты желілер, учаскелер мен кешендер) бірге пайдалану экономикалық тұрғыдан тиімді.Өнеркәсіптік роботтарды дамытудың басталуы.Өнеркәсіптік қолдану манипуляторларының пайда болуына серпін ядролық дәуірдің басталуы болды. 1947 жылы АҚШ-та р.Герц бастаған аргон ұлттық зертханасының бір тобы[en] адам операторының қозғалысын қайталайтын және радиоактивті материалдарды жылжытуға арналған алғашқы автоматты электромеханикалық көшіруді басқаратын манипуляторды жасады. Осы манипулятордың көмегімен кілттің айналуы немесе заттардың бетіне орналасуы сияқты операцияларды орындау қиын болды, өйткені ол ешқандай кері байланысты қамтамасыз етпеді; дегенмен, 1948 жылы General Electric компаниясы handy man көшіру манипуляторын жасады. Handy Man), онда мұндай кері байланыс болғандығын, және оператор алмады қабылдауға күш әсер ететін схват манипулятор. Өнеркәсіптік роботтың функционалды схемасы өңдеу Өнеркәсіптік роботтың құрамында механикалық бөлік (бір немесе бірнеше манипуляторларды қоса) және осы механикалық бөлікті басқару жүйесі бар. Бұдан басқа, роботтың сигналдары басқару жүйесіне түсетін сезу құралдары (жиынтығында ақпараттық-сенсорлық жүйені құрайтын) болуы мүмкін. Манипуляторды Өңдеу Манипулятор-бұл басқарылатын механизм (немесе машина), ол заттарды кеңістікте жылжытқан кезде адамның қолының функцияларына ұқсас мотор функцияларын орындауға арналған және жұмыс органымен жабдықталған. Кейбір жағдайларда өнеркәсіптік роботтың құрамына екі (немесе одан да көп) манипуляторлар кіруі мүмкін. Атқарушы механизмді өңдеу Манипулятордың атқарушы механизмі, әдетте, ашық кинематикалық тізбек болып табылады, оның байланыстары әртүрлі типтегі артикуляциялармен бір-бірімен дәйекті түрде байланысады; алайда, көп жағдайда V класының кинематикалық жұптары (бір дәрежеде қозғалғыштығы бар), ал соңғыларының арасында аударма және айналмалы артикуляциялар бар. Байланыстар мен буындардың үйлесуі және өзара орналасуы ұтқырлық дәрежелерінің санын, сондай-ақ роботтың манипуляциялық жүйесінің көлемін анықтайды. Әдетте, манипулятордың атқарушы механизміндегі алғашқы үш буын қозғалғыштықтың көліктік (немесе портативті) дәрежесін жүзеге асырады (жұмыс органының белгілі бір жерге шығарылуын қамтамасыз етеді), ал қалғандары ұтқырлықтың бағдарлы дәрежесін жүзеге асырады (жұмыс органының қажетті бағытына жауап береді)[26]. Алғашқы үш буынның түріне байланысты роботтардың көпшілігі төрт категорияның біріне жатады декарттық координаттар жүйесінде жұмыс істейтін роботтар-барлық үш бастапқы буындары аудармалы Роботтар (мысалы, IBM компаниясының Rs-1 роботы);цилиндрлік координаттар жүйесінде жұмыс істейтін роботтар — бастапқы буындардың арасында екі аударма және бір айналмалы роботтар бар (мысалы, Prab компаниясының Versatran 600 роботы);сфералық координаттар жүйесінде жұмыс істейтін роботтар-бастапқы буындардың арасында бір ілгерілемелі және екі айналмалы Роботтар (мысалы, Unimate 2000b "Юнимейшн"фирмасының роботы); бұрыштық немесе айналмалы координаттар жүйесінде жұмыс істейтін роботтар-барлық үш бастапқы буындары айналмалы Роботтар(мысалы, Юнимейшн Puma немесе Цинциннати Милакрон фирмасының T3 роботтары).Кейбір манипуляторлар үшін ұтқырлық дәрежелерін портативті және бағыттаушыларға бөлу қабылданбайды. Мысалы, кинематикалық артықшылығы бар манипуляторлар (яғни, алтыдан үлкен ұтқырлық дәрежелері бар); мұнда жұмыс органының қозғалысын басқару және оның бағытын басқару буындардың жекелеген топтары бойынша "шешілмейді" . Кейбір жағдайларда өнеркәсіптік роботтың манипуляторы жылжымалы негізге орнатылады, бұл оған қосымша ұтқырлық дәрежелерін беруді білдіреді. Сонымен, манипулятор рельстерге немесе жылжымалы вагонға орнатылады, ол еден жолында немесе ілулі бағыттағыштар бойымен қозғалады.Жабық кинематикалық тізбектері бар өнеркәсіптік роботтар бар. Мысал ретінде параллель Роботтар[en] — жұмыс органы кем дегенде екі тәуелсіз кинематикалық тізбекпен негізге қосылған манипуляциялық Роботтар жатады. Роботтардың бұл класына, атап айтқанда, Гью — Стюарт платформасы және дельта-Роботтар жатады. Жұмыс органы өңдеу Манипулятордың соңында (оның" білегінде") жұмыс органы — арнайы тапсырманы орындауға арналған құрылғы орналасқан. Жұмыс органы ретінде қысқыш құрылғы немесе технологиялық құрал бола алады.Түсіру құрылғысының ең әмбебап түрі-ұстап алу-бұл құрылғыны ұстап тұру және ұстап тұру осы құрылғының бөліктерін салыстырмалы түрде жылжыту арқылы жүзеге асырылатын құрылғы. Әдетте, олар өз дизайнында адам қолының қолына ұқсайды: нысанды ұстап алу Механикалық "саусақтардың"көмегімен жүзеге асырылады. Тегіс заттарды ұстап алу үшін пневматикалық сорғысы бар қысқыш құрылғылар қолданылады. Сондай-ақ, ілгектер (конвейерлерден бөлшектерді көтеру үшін), шөміштер немесе шпалдар (сұйық, борпылдақ немесе түйіршікті заттар үшін) қолданылады. Көптеген ұқсас бөлшектерді түсіру үшін мамандандырылған құрылымдар қолданылады (мысалы, магниттік түсіру құрылғылары). Нысанды ұстау әдісіне сәйкес, түсіру құрылғылары: ұстап алу (Механикалық ұстап алу және сұйықтық немесе сығылған ауа айдалатын серпімді жұмыс камералары бар құрылғылар); (оларда объект қысылмайды, бірақ оны ұстап тұру үшін төменгі беті, объектінің шығатын бөліктері немесе ондағы тесіктер қолданылады);ұстағыштар (оларда объектіге әртүрлі физикалық әсерлер әсер етеді: вакуумдық, магниттік және электростатикалық ұстамалар, адгезия және т.б.).Жұмыс құралын ұстап тұру үшін пайдаланылатын өнеркәсіптік роботтарды қолдану саны салыстырмалы түрде аз. Көп жағдайда технологиялық операцияны орындау үшін қажетті құрал роботтың білегіне тікелей бекітіліп, оның жұмыс органы болады. Бұл бүріккіш пистолет, дәнекерлеу түйреуіштері, доғалық дәнекерлеу басы, диск пышағы, бұрғылау, кескіш, бұрағыш, гайка және т. б. болуы мүмкін.Өнеркәсіптік роботтарды қолданудың әртүрлі аспектілері, әдетте, өнеркәсіптік өндірістің типтік жобалары аясында қарастырылады: қолда бар талаптарға сүйене отырып, ең жақсы нұсқа таңдалады, онда осы міндет үшін қажетті роботтардың түрі, олардың саны нақтыланады, сонымен қатар тамақтану инфрақұрылымы (қуат көздері, салқындатқышты беру — Жабдық элементтерін сұйық салқындатуды қолданған жағдайда) және өндіріс процесіне интеграция (дайындамалармен/жартылай фабрикаттармен қамтамасыз ету және дайын өнімді келесі технологиялық операцияны беру үшін автоматты желіге қайтару). 15-Дәріс Переключатели и кнопки.Сигнальные лампы (қосқыштар мен түймелер сигнал шамдары)  Әкімшілік -шаруашылық қызметтегі өндірістік процестерді, электр қондырғыларын сигнализациялауға және басқаруға арналған құрылғылар. Гармония сериясына мыналар кіреді: бастың пішіні, дизайны мен түсі, контактілер саны мен итергіш түрі бойынша әр түрлі пластикалық немесе металл корпустағы түймелер,қосқыштар бұранда мен бастың түріне, ауысу позициясының саны мен түріне қарай әр түрлі,өлшемі, диаметрі, түсі мен негізінің түрі бойынша әр түрлі сигналдық шамдар,түймелерге, ажыратқыштарға және сигналдық шамдарға арналған түймені басқару станциялары. Сигналды шамдар Сигналды шамдар басқару тізбектерінің ағымдағы күйлеріне сигнал беру арқылы жабдықтың техникалық процесі операторының жұмысын оңтайландыруға арналған.Өнеркәсіптік сигнализация лампаларының ассортименті Өнеркәсіптік қолдануға арналған сигналдық шамдар әр түрлі мөлшерде, пішінде және түстерде болады. Осының арқасында кез келген өндірістік мәселені шешу үшін сигналдық шамның қажетті модификациясын таңдауға болады. Сигналды шамдардың қолданылу аясы Қазіргі индустрияда сигналдық шамдар барлық дерлік өндірістерде қолданылады. Дизайндың қарапайымдылығы мен модельдердің кең спектрі қазіргі заманғы өнеркәсіптік жабдықтар мен механизмдердің әр түрлі түрлерімен жұмыс істеу үшін сигналдық шамдарды таңдауға мүмкіндік береді. Шамдарды станоктарға, басқару пультіне, оператор пультіне, арнайы қондырғыларға, көлікке және т.б. Өнеркәсіптің мысалдары машина жасау, ауыл шаруашылығы, ағаш өңдеу, металлургия және басқа да көптеген салаларды қамтиды. Ескерту шамдарының мүмкін болатын кемшіліктері Дабыл лампалары әр түрлі нұсқада шығарылған, нақты пайдалану шарттарына арналған: температура, ылғалдылық, орнату опциялары. Өндіруші белгілеген шарттардан тыс сигналдық шамдарды қолдану құрылғылардың тез тозуына әкелуі мүмкін. Сондай -ақ, шамадан тыс шаңды жағдайда оператордан үлкен қашықтықта орнату қажет болса, шағын сигналды шамдарды қолдану ұсынылмайды. Бұл мұндай жағдайда миниатюралық шамның жарығы нашар таралатындығына байланысты және оны оператор сәл ғана немесе мүлде көрмеуі мүмкін. |