Нормы водоснабжения (в том числе холодного) устанавливаются сводом правил сп 30. 13330. 2012
 Скачать 0.86 Mb. Скачать 0.86 Mb.
|

Подкачка Насосная станция (подкачка) обеспечивает холодное водоснабжение многоэтажных домов при недостаточном напоре воды в магистральном водопроводе. Повышающий насос обычно устанавливается сразу после водомера и комплектуется обводной линией с обратным клапаном или запорной арматурой. Насосная станция (подкачка) обеспечивает холодное водоснабжение многоэтажных домов при недостаточном напоре воды в магистральном водопроводе. Повышающий насос обычно устанавливается сразу после водомера и комплектуется обводной линией с обратным клапаном или запорной арматурой.Включение насоса может выполняться: Вручную; По таймеру в пиках потребления воды (как правило, в утренние и вечерние часы); По датчику давления.  РозливРозливом, или лежневкой ХВС называется горизонтальная труба, разводящая воду по стоякам. Розлив монтируется на подвесах к перекрытию, на опорах или хомутах Точный расчет холодного водоснабжения здания (в том числе диаметра розлива) выполняется по пиковому расходу воды с учетом гидравлического сопротивления трубопровода (в первую очередь — коэффициента шероховатости труб); на практике типичный диаметр стального розлива ХВС — 76-108 мм, полимерного — 40-75. 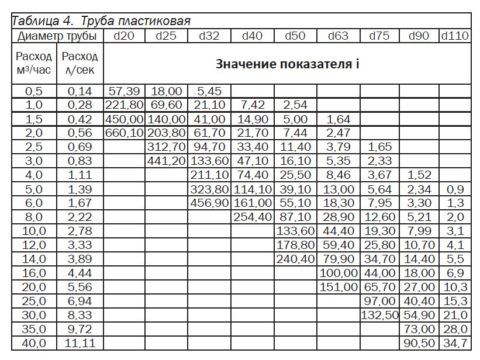  Расчет систем холодного водоснабжения зданий выполняется с учетом потерь напора в водопроводе (i). Размер стального трубопровода рассчитывался с учетом его неизбежного зарастания продуктами коррозии и известью. За 15-20 лет эксплуатации розлива его живое сечение (и, соответственно, пропускная способность) снижалось в 4-5 раз. Согласно СП 30.13330.2012, розлив ХВС должен прокладываться с уклоном 0,002 (минимально допустимый уклон — 0,001) и снабжаться сбросником в нижней точке. Уклон позволит полностью осушить трубопровод на время ремонтных работ. Прокладка розлива от водомера выполняется с небольшим постоянным уклоном. Внутриквартирная разводка Для здания советской постройки обычна тройниковая разводка воды (с присоединением точек водоразбора к общей подводке). Диаметр стальных труб подводки — 1/2 дюйма, или ДУ 15. Однако: пластиковые и металлополимерные трубы маркируются не условным проходом, а наружным диаметром, поэтому при использовании этих труб для внутриквартирной разводки нужен диаметр не менее 20 мм. П  еречень всех материалов еречень всех материаловК основным типам санитарных приборов относят унитазы, писсуары умывальники, ванны, души, душевые кабины, биде, раковины и мойки. Унитазы в основном изготавливают из фаянса и полуфаянса, реже – из нержавеющей стали. По способу установки они могут быть напольными или консольными, которые крепятся к стене. Традиционные конструкции унитазов имеют косой выпуск сточных вод (под углом 30 О к плоскости пола) или прямой – перпендикулярно плоскости пола. В последнее время получили распространение унитазы с выпуском, параллельным плоскости пола. Унитазы с косым выпуском или с выпуском, параллельным плоскости пола присоединяются непосредственно к стояку, рис. 4.9.1, или к отводной трубе, проложенной над перекрытием, на котором установлен унитаз, рис. 4.9.2. Минимальный диаметр труб, к которым присоединяется унитаз, равен 100 мм.  Рис. 1. Присоединение унитаза с косым выпуском к стояку. 1 – унитаз; 2 – стояк.  Рис. 2. Присоединение унитаза с косым выпуском к отводной трубе. 1 - смывной бачок; 2 – подводка водопровода; 3 – стояк; 4 - отводная труба. Применение унитазов с косыми или параллельными выпусками имеет то преимущество, что их монтаж и демонтаж не требует вскрытия конструкции перекрытия или проведения работ на нижележащем этаже. Унитазы с параллельными выпусками допускают их консольную установку. Отличительной конструктивной особенностью унитазов является наличие в них встроенных гидравлических затворов, препятствующих проникновению газов и запахов из водоотводящей сети в помещения здания. Унитаз с прямым выпуском присоединяется к отводной трубе, проложенной в перекрытии на котором установлен унитаз, рис. 4.9.3, или расположенной под перекрытием.   Рис. 3. Присоединение унитаза с прямым выпуском к отводной трубе, проложенной в перекрытии. 1 – унитаз; 2 – смывной бачок; 3 – отводная труба. Унитаз с прямым выпуском удобен при групповой установке унитазов в общественных уборных. Унитаз с параллельным выпуском может присоединяться к стояку или отводной трубе аналогично унитазу с косым выпуском. В качестве промывных устройств унитазов используют смывные бачки и смывные краны. Смывные бачки относятся в водо-аккумулирующим устройствам и имеют расчетный секундный расход воды равный 0,1 л/с, поэтому для их работы не требуется водопроводов, рассчитанных на большой расход воды. Смывные краны не имеют водо-аккумулирующих устройств, поэтому для из работы необходим значительно больший секундный расход воды, чем для смывных бачков, ориентировочно около 2 л/с. Поэтому при применении смывных кранов необходим внутренний водопровод, рассчитанный на подачу значительно большего секундного расхода воды, чем при использовании смывных бачков. Применение смывных кранов оправдано в тех зданиях, где по условиям технологии или противопожарной безопасности требуется устройство внутреннего водопровода с большими секундными расходами воды. Бидэ, или женский восходящий гигиенический душ, устанавливается в комнатах личной гигиены женщин на производственных предприятиях, в лечебных учреждениях, общественных зданиях и в санитарных узлах жилых домов повышенной комфортности. Изготавливают бидэ из фаянса или полуфарфора. Присоединяются бидэ к отводным трубам диаметром 50 мм. Инструменты, станки, механизмы
Ремонтные работы имеют небольшой объем, разбросаны территориально, очень разнообразны и проводятся в стесненных условиях. Поэтому инструменты монтажника внутренних санитарно-технических систем должны быть компактными, легкими, универсальными. Удобно использовать набор инструментов в мягкой сумке или металлическом раздвижном ящике. При ремонте систем используют электрифицированный инструмент.При ремонте пластмассовых труб, менее прочных, чем металлические, применяют трубные и разводные ключи с резиновыми губками на их щечках. Резьбовые соединения пластмассовых труб разбирают и собирают с помощью ключей для отворачивания муфт, накидных гаек, гибких подводок (рисунок ниже, а, б), гидрозатворов (сифонов) (рисунок ниже, в, г), выпусков (рисунок ниже, д). При монтаже труб используют специальные приспособления для захвата труб (рисунок ниже, е, ж). Пластмассовые трубы разрезают ножовкой по металлу или столярной ножовкой с мелким зубом. Для обеспечения перпендикулярности реза применяют шаблоны в виде деревянного лотка с прорезью (рисунок ниже, з). При гибке или формировании буртов, раструбов трубы нагревают в ваннах, заполненных глицерином или минеральным маслом. Для нагрева можно использовать также паяльную лампу с насадком (рисунок ниже, и), который создает струю горячего воздуха. На кожухе 5, закрепленном на горелке 9, размещены два боковых окна 7 с подвижным шибером 6, которым регулируют объем подсасываемого воздуха и, следовательно, его температуру. Насадок закреплен на корпусе горелки 9 хомутом и с подкосом 12 и опирается на стойку 8.При проведении ремонта пластмассовых труб используют ручные инструменты: шило, шабер, напильники, отвертку, нож, ножовку, молоток.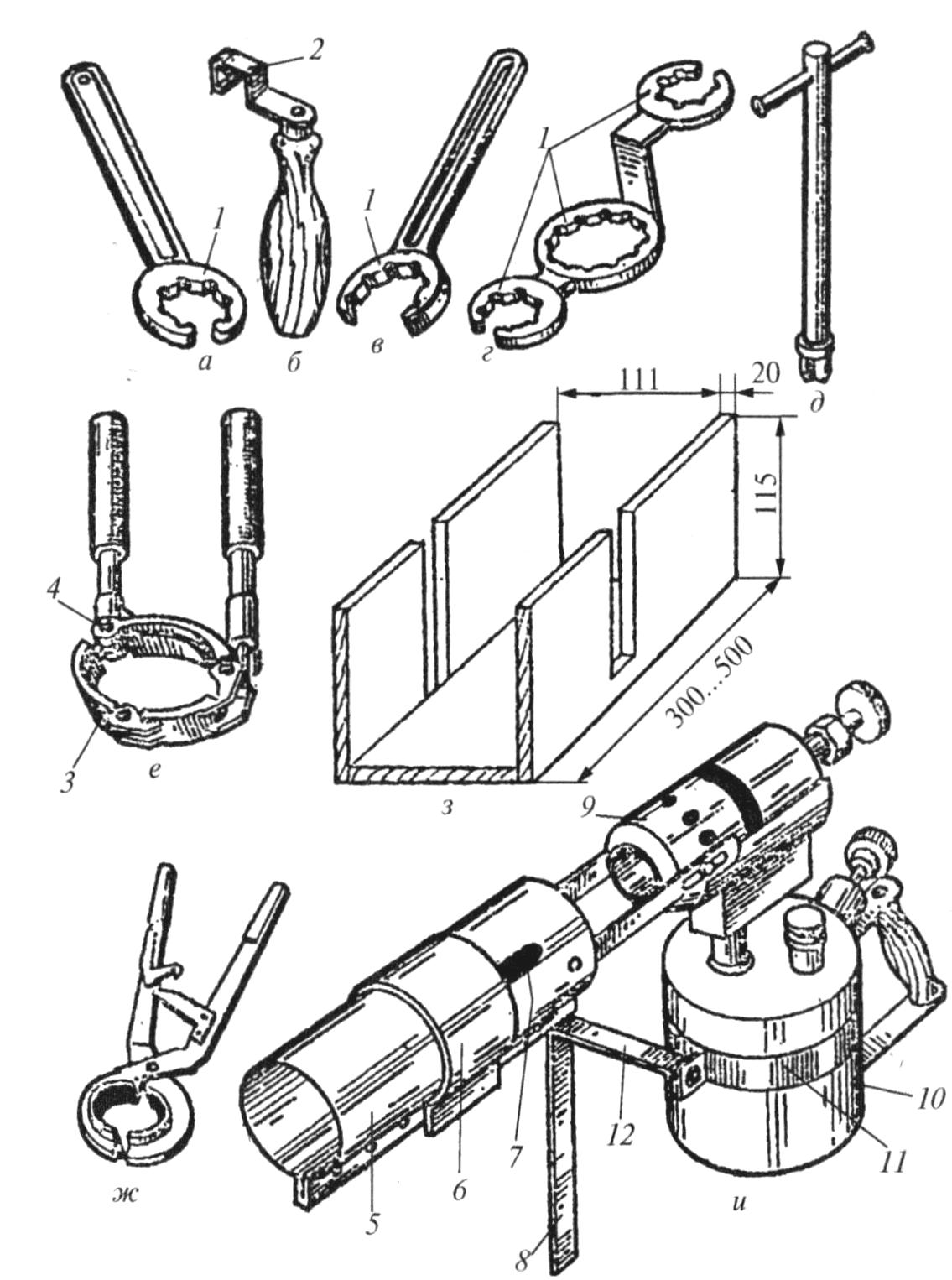 а, б - ключи для монтажа гибких подводок; в, г - ключи для разборки соответственно бутылочных и напольных сифонов; д - ключ для монтажа выпусков; е,ж - приспособления для захвата и монтажа канализационных труб; з - шаблон для резки труб; и - паяльная лампа; 1 - головка; 2 - захват; 3 - звено; 4 - палец; 5 - кожух; 6 - шибер; 7 - окно; 8 — стойка; 9 - горелка; 10 - корпус; 11 - хомут; 12 - подкос  Заготовительные работы Заготовительные работы при устройстве внутренних санитарно-технических систем 5.1 Изготовление узлов и деталей трубопроводов из стальных труб 5.1.1 Изготовление узлов и деталей трубопроводов из стальных труб следует проводить в соответствии с техническими условиями и стандартами. Допуски на изготовление не должны превышать значений, указанных в таблице .Содержание допуска Значение допуска (отклонения) Отклонение: - от перпендикулярности торцов отрезанных труб Не более 2° - длины заготовки детали ±2 мм при длине до 1 м и ±1 мм на каждый последующий метр Размеры заусенцев в отверстиях и на торцах отрезанных труб Не более 0,5 мм Овальность труб в зоне сгиба Не более 10% Число ниток с неполной или сорванной резьбой Отклонение длины резьбы: То же - короткой Не более минус 10% - длинной Плюс 5 мм 5.1.2 Соединение стальных труб, а также деталей и узлов из них следует выполнять сваркой, на резьбе, на накидных гайках и фланцах (к арматуре и оборудованию), на пресс-соединениях (за счет холодной механической деформации металла между пресс-фитингом и покрываемой им на глубину раструба пресс-фитинга трубой). Оцинкованные трубы, узлы и детали следует соединять на резьбе с применением оцинкованных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках, на фланцах (к арматуре и оборудованию), на пресс-фитингах или на фитингах, специально предназначенных для использования в трубопроводных системах с пазовыми соединениями. 5.1.3 Для резьбовых соединений стальных труб следует применять цилиндрическую трубную резьбу, выполненную по ГОСТ 6357-81 (класс точности В) накаткой на легких трубах и нарезкой на обыкновенных и усиленных трубах. При изготовлении резьбы методом накатки на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Повороты трубопроводов в системах отопления и теплоснабжения следует выполнять путем изгиба труб или применения бесшовных приварных отводов из углеродистой стали по ГОСТ 17375. Радиус сгиба труб с условным проходом до 40 мм включительно должен быть не менее 2,5 , а с условным проходом 50 мм и более - не менее 3,5 трубы. 5.1.4 В системах холодного и горячего водоснабжения повороты трубопроводов следует выполнять путем установки угольников по ГОСТ 8946, отводов или изгиба труб. Оцинкованные трубы следует гнуть только в холодном состоянии. Для труб диаметром 100 мм и более допускается применение гнутых и сварных отводов. Минимальный радиус этих отводов должен быть не менее полуторного диаметра условного прохода трубы. При гибке сварных труб сварной шов следует располагать с наружной стороны трубной заготовки, при этом плоскость шва должна быть под углом не менее 45° к плоскости сгиба. 5.1.5 Подварка сварного шва на изогнутых участках труб в нагревательных элементах отопительных панелей не допускается. 5.1.6 При сборке узлов резьбовые соединения должны быть уплотнены. В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды до 378 К (105°С) рекомендуется применять ленту ФУМ или льняную прядь по ГОСТ Р 53484, пропитанную свинцовым суриком или белилами, замешанными на натуральной олифе, или специальными уплотняющими пастами-герметиками; при температуре выше 378 К (105°С) и для конденсационных линий - волокно хризотила по ГОСТ 12871 вместе с льняной прядью, пропитанные графитом, замешанным на натуральной олифе, а также другие материалы, разрешенные к применению в установленном порядке. Лента ФУМ и льняная прядь должны накладываться ровным слоем по ходу резьбы и не выступать внутрь и наружу трубы. В качестве уплотнителя для фланцевых соединений при температуре перемещаемой среды не более 423 К (150°С) следует применять паронит толщиной 2-3 мм или фторопласт-4, а при температуре не более 403 К (130°С) - прокладки из термостойкой резины. Для герметизации резьбовых и фланцевых соединений допускаются и другие уплотнительные материалы, указанные в рабочей документации. 5.1.7 Фланцы соединяют с трубой сваркой. Отклонение от перпендикулярности фланца, приваренного к трубе, по отношению к оси трубы допускается до 1% наружного диаметра фланца, но не более 2 мм. Поверхность фланцев должна быть гладкой и без заусенцев. Головки болтов следует располагать с одной стороны соединения. На вертикальных участках трубопроводов гайки необходимо располагать снизу. Концы болтов, как правило, не должны выступать из гаек более чем на 0,5 диаметра болта или 3 шага резьбы. Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Прокладки во фланцевых соединениях не должны перекрывать болтовые отверстия. Установка между фланцами нескольких прокладок не допускается. Установка между фланцами скошенных прокладок также не допускается. 5.1.8 Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр. 5.1.9 Узлы внутренних санитарно-технических систем должны быть испытаны на герметичность на месте их изготовления. Узлы трубопроводов систем отопления, теплоснабжения, внутреннего холодного и горячего водоснабжения, в том числе предназначенные для заделки в отопительные панели, вентили, краны, задвижки, грязевики, воздухосборники, элеваторы и т.п., необходимо подвергать испытанию гидростатическим (гидравлическим) или пузырьковым (пневматическим) методом в соответствии с ГОСТ 25136 и ГОСТ 24054. 5.1.10 При гидростатическом методе испытаний на герметичность из узлов полностью удаляют воздух, заполняют водой с температурой не ниже 278 К (5°С) и выдерживают под пробным избыточным давлением ,равным 1,5 , не менее 10 мин. - это условное избыточное давление, которое должны выдерживать соединения при температуре рабочей среды в условиях эксплуатации. Если при испытании на участке трубопровода появилась влага (роса), то испытание следует продолжить после ее высыхания или удаления. Падение давления при испытаниях не допускается. 5.1.11 Выдержавшей испытание считаются узлы из стальных труб внутренних санитарно-технических систем, на поверхности и в местах соединения которых не появились капли, пятна воды и не произошло падение давления. Выдержавшими испытание считается запорно-регулирующая арматура, если на поверхности и в местах уплотнительных устройств после двукратного поворота регулирующих устройств (перед испытанием) не появились капли воды. 5.1.12 При пузырьковом методе испытания на герметичность узлы трубопровода заполняют воздухом с избыточным давлением 0,15 МПа (1,5 кгс/см ), погружают в ванну с водой и выдерживают не менее 30 с. Выдержавшими испытание считаются узлы, при проверке которых не появляются пузырьки воздуха в воде. Обстукивание соединений, поворот регулирующих устройств и устранение дефектов во время испытаний не допускаются. 5.1.13 Наружная поверхность узлов и деталей из труб, за исключением резьбовых соединений и поверхности зеркала фланца, должна быть покрыта грунтовкой, а резьбовая поверхность узлов и деталей - антикоррозионной смазкой на предприятии-изготовителе. Требования к узлам принимают по техническим условиям на данные трубы. 5.5 Изготовление узлов и деталей трубопроводов из меди, полимерных труб и гибких подводок 5.5.1 Правила изготовления узлов и деталей трубопроводов из меди и полимерных труб приведены в таблице. 5.5.2 При изготовлении узлов и деталей трубопроводов из полимерных труб овальность и разностенность прямых труб не должны превышать допустимых предельных отклонений от номинальных диаметров и толщины стенок, указанных в технических условиях на трубы из конкретного материала, а в месте изгиба составлять минус 25%. Поверхность труб и соединительных деталей должна быть ровной и гладкой. На изделиях не должно быть видимых без применения увеличительных приборов трещин, раковин, следов разложения материала. 5.5.3 Монтаж гибких подводок необходимо выполнять с соблюдением следующих требований: - перед монтажом необходимо осмотреть подводку на предмет целостности крепления (обжатия) концевой арматуры, наличия прокладки, повреждения резьбы, оплетки и других дефектов, возникших при хранении и транспортировании; - гибкие подводки следует устанавливать с радиусом изгиба, превышающим внешний диаметр не менее чем в 5-6 раз (или по указаниям в паспорте на изделие); - гибкие подводки не должны быть натянутыми или скрученными при установке и после окончания установки; - не допускается прикладывать избыточное усилие при затяжке наконечника и накидных гаек. Примечание - При затяжке наконечника существует опасность повреждения уплотнения. Значение момента затяжки указывается в паспорте изделия; - через каждые 6 мес необходимо проводить осмотр гибкой подводки и проверять герметичность крепления концевой арматуры. Примечание - Для выполнения осмотра необходимо обеспечить свободный доступ к узлам с гибкой подводкой; - шланги гибкой подводки следует заменять через каждые три года; - при монтаже концевых фитингов (накидных гаек) подводки не следует применять сантехнический лен и другие уплотнители, способные расширяться во влажной среде, не допускается избыточная толщина уплотнительной ленты при монтаже штуцеров. Уплотнение накидной гайки следует осуществлять только с помощью штатной уплотнительной прокладки; - не допускается установка подводки в натянутом состоянии; - не допускается эксплуатация подводки при отрицательных температурах и вблизи открытого огня. При монтаже гибких подводок следует отдавать предпочтение гибким сильфонным подводкам. 5.5.4 Монтаж труб из полипропилена методом сварки выполняют в такой последовательности: - трубу размечают, нарезают на отрезки заданной длины, маркером отмечают глубину вхождения трубы в фитинг, соединяемые торцы очищают от заусениц (срезы должны быть гладкими, без зазубрин); - торец трубы калибруют специальным инструментом (калибратором), снимающим наружный слой; - отрезок трубы надевают на одну из сторон насадки сварочного паяльника, на другую сторону насадки надевают фитинг (муфту, уголок, тройник); - разогретые паяльником трубу и фитинг снимают с насадок через время, определяемое предприятием- изготовителем для данного диаметра трубы, и соединяют с небольшим усилием по заранее сделанным отметкам. 5.5.5 Монтаж полимерных труб на клею выполняют в такой последовательности: - подготовку трубы к монтажу выполняют по 5.5.4; - трубу в зоне предполагаемого контакта и внутреннюю поверхность фитинга обезжиривают; - на обезжиренные участки наносят клей (необходимо, чтобы клей распределился равномерно); - трубу вставляют в фитинг, поворачивают на половину оборота и удерживают в течение 15- 20 с. 5.5.6 Монтаж металлопластиковых труб на обжимных фитингах выполняют в такой последовательности: - подготовку трубы к монтажу выполняют по 5.5.4, обеспечивая в месте выполнения монтажа отсутствие пыли и грязи; - снимают фаску со среза; - калибруют торец трубы специальным инструментом (калибратором), снимающим внутреннюю фаску; - вставляют подготовленный торец трубы в штуцер с резиновым уплотнительным кольцом; - устанавливают диэлектрическую прокладку в местах соприкосновения труб с металлическими деталями; - обжимают фитинг пресс-инструментом. 5.5.7 Монтаж металлопластиковых труб на компрессионных фитингах выполняют в такой последовательности: - подготовку трубы к монтажу выполняют по 5.5.4, обеспечивают в месте выполнения монтажа отсутствие пыли и грязи; - снимают фаску со среза; - калибруют торец трубы специальным инструментом (калибратором), снимающим внутреннюю фаску; - устанавливают накидную гайку и разрезное кольцо на трубу; - для монтажа фитингов трубу насаживают на штуцер до упора, рукой закручивают гайку (если гайка идет трудно, поправляют резьбу); - затягивают гайку гаечным ключом, чтобы остались только две риски резьбы (при работе избегают перетягивания накидной гайки во избежание течи соединения). 5.5.8 Монтаж труб из сшитого полиэтилена на пресс-фитинги выполняют в такой последовательности: - подготовку трубы к монтажу выполняют по 5.5.4, после чего надевают на нее напрессовочную гильзу; - торец трубы расширяют с помощью специального инструмента (экспандера); - расширенный торец надевают на ниппель фитинга; - место монтажа фиксируют напрессовкой гильзы. 5.5.9 Монтаж полимерных труб на пуш-фитинги выполняют в такой последовательности: - подготовку трубы к монтажу выполняют по 5.5.4, используя для нарезания специальные ножницы или ножовку по металлу; - калибруют торец трубы специальным инструментом (калибратором), который снимает слой материала трубы до тех пор, пока не получится ровная фаска на внутренней и внешней сторонах трубы (пыль и остатки стружки тщательно удаляют); - пуш-фитинг надевают на подготовленный торец трубы до упора (контроль проводят через окошки в корпусе пуш-фитинга). Примечание - Если труба не вошла до упора, необходимо разобрать конструкцию и проверить фаски на конце трубы. Демонтаж фитинга выполняют путем раскрытия пуш-фитинга и отсоединения трубы. 5.5.10 Соединение полимерных труб допускается осуществлять сваркой плавлением с использованием сварочной муфты, в которую встроена спираль из проволоки с высоким сопротивлением. Для этого концы свариваемых труб плотной посадкой вставляют в сварочную муфту, спираль подключают к источнику электроэнергии и выполняют сплавление материала сварочной муфты с материалом стенок труб в месте нахождения спирали. Монтажно-сборочные работы, демонтаж и установка6 Монтажно-сборочные работы при устройстве внутренних санитарно-технических систем 6.1 Общие положения 6.1.1 Соединение оцинкованных и стальных труб при монтаже следует выполнять в соответствии с требованиями разделов 4 и 5 настоящего свода правил. 6.1.2 Разъемные соединения на трубопроводах следует выполнять у арматуры и там, где это необходимо по условиям сборки трубопроводов. Разъемное соединение у арматуры должно обеспечивать возможность ее замены. Разъемные соединения трубопроводов, а также арматуру, ревизии и прочистки следует располагать в местах, где они доступны для обслуживания. Для трубопроводов, проложенных скрыто, для доступа к разборным соединениям и арматуре необходимо предусмотреть люки. 6.1.3 Прокладка трубопроводов, замоноличенных в строительные конструкции без кожуха, возможна только в системах отопления при расчетном сроке их службы не менее 40 лет, а также в зданиях со сроком службы до 20 лет. 6.1.4 Требования к соединениям из неметаллических трубопроводов изложены в 5.5.3-5.5.10. Полимерные трубопроводы должны быть скрыты в полу, плинтусах, штрабах, шахтах, каналах или за экранами. Открытая прокладка возможна только при малой вероятности их механического (термического) повреждения и при исключении возможности воздействия на них прямого ультрафиолетового излучения. Радиус поворота полимерного трубопровода должен быть не менее пяти наружных диаметров труб (для труб из полипропилена - не менее восьми диаметров). При этом на поверхности не должны просматриваться трещины. Трубопроводы из полимерных материалов в местах расположения соединений, арматуры и на концевых участках должны быть закреплены на опорах или подвесках. Между металлическими частями опор (подвесок) и полимерными трубами должны находиться прокладки из такого же или более мягкого материала. На вертикальных участках полимерных трубопроводов крепления следует располагать на расстоянии не менее 1 м (для труб диаметром до 32 мм) и 1,5 м (для труб большего диаметра). Подвижные крепления не должны ограничивать осевые перемещения полимерных трубопроводов, а неподвижные крепления не должны чрезмерно обжимать трубы. В углах поворотов полимерных трубопроводов следует оставлять свободное пространство (компенсационные ниши) для возможного их перемещения при нагревании (охлаждении). При наличии на прямых участках полимерных трубопроводов неподвижных креплений через каждые 0,5 м компенсаторы могут отсутствовать. 6.1.5 Вертикальные трубопроводы не должны иметь отклонение от вертикали более чем на 2 мм на 1 м длины. 6.1.6 Неизолированные трубопроводы систем отопления, теплоснабжения, внутреннего холодного и горячего водоснабжения не должны примыкать к поверхности строительных конструкций. Расстояние от поверхности штукатурки или облицовки до оси неизолированных трубопроводов при открытой прокладке должно быть в пределах: - от 35 до 55 мм при диаметре условного прохода до 32 мм включительно; - от 50 до 60 мм при диаметрах 40-50 мм; - значений, указанных в рабочей документации, при диаметрах более 50 мм. Расстояние в свету от поверхности трубопроводов, отопительных приборов и воздухонагревателей с теплоносителем температурой свыше 100°С до поверхности конструкции из горючих материалов должно быть не менее 100 мм. При меньшем расстоянии следует предусмотреть тепловую изоляцию поверхности этой конструкции из негорючих материалов. 6.1.7 При монтаже автоматических терморегуляторов отопительных приборов и устройств гидравлического регулирования должна быть обеспечена возможность доступа к элементам регуляторов для проведения настройки. 6.1.8 Средства крепления не следует располагать в местах соединения трубопроводов. Заделка креплений с помощью деревянных пробок, а также приварка трубопроводов к средствам крепления не допускаются. Расстояние между средствами крепления стальных трубопроводов на горизонтальных участках необходимо принимать в соответствии с размерами, указанными в таблице 2, если нет других указаний в рабочей документации. При применении теплоизоляционных изделий из вспененных материалов плотностью до 70 кг/м допускается принимать расстояние между средствами крепления изолированных трубопроводов до 0,8-0,9 расстояния между средствами крепления неизолированных трубопроводов. При прокладке горизонтальных участков по траверсам последние следует фиксировать на подвесах с двух сторон траверсы гайками.6.1.9 Средства крепления стояков из стальных труб в жилых и общественных зданиях устанавливают на расстоянии, равном половине высоты этажа здания (при высоте этажа более 3 м). Средства крепления стояков в производственных зданиях следует устанавливать на расстоянии не более чем через 3 м друг от друга. В местах соединений трубопроводов крепежных элементов быть не должно. 6.1.10 Расстояния между средствами крепления чугунных канализационных труб при их горизонтальной прокладке не должны быть больше 2 м, а для стояков - одно крепление на этаж при высоте этажа не более 3 м. Средства крепления следует располагать под раструбами. Узлы крепления системы канализации из безраструбных чугунных труб следует выполнять в соответствии с рекомендациями предприятия - изготовителя труб. 6.1.11 Санитарно-технические кабины следует устанавливать на выверенное по уровню основание. Перед установкой санитарно-технических кабин необходимо проверить, чтобы уровень верха канализационного стока нижележащей кабины и уровень подготовительного основания были параллельны. Установку санитарно-технических кабин следует проводить так, чтобы оси канализационных стояков смежных этажей совпадали. Присоединение санитарно-технических кабин к вентиляционным каналам следует выполнять до укладки плит перекрытия данного этажа. 6.1.12 Гидростатическое (гидравлическое) или манометрическое (пневматическое) испытание трубопроводов при скрытой прокладке трубопроводов следует выполнять до их закрытия, с составлением акта освидетельствования скрытых работ по форме приложения Б. Испытание изолируемых трубопроводов следует осуществлять до нанесения грунтовки и изоляции. 6.1.13 Системы отопления, теплоснабжения, внутреннего холодного и горячего водоснабжения, трубопроводы систем холодоснабжения и теплогенераторов по окончании их монтажа необходимо промывать водой до тех пор, пока в воде на выходе из системы не останется механических взвесей. Промывка систем хозяйственно-питьевого водоснабжения считается законченной, если вода на выходе из системы удовлетворяет требованиям ГОСТ Р 51232. 6.1.14 Трубопроводы в местах пересечения перекрытий, внутренних стен и перегородок должны проходить в гильзах из негорючих материалов таким образом, чтобы оставалась возможность их свободного осевого перемещения. Края гильз должны быть на одном уровне с поверхностями стен, перегородок и потолков и на 30 мм выше поверхности чистого пола. Узлы пересечения ограждающих строительных конструкций трубопроводами должны иметь предел огнестойкости не ниже требуемого предела, установленного для этих конструкций.Испытание трубопровода 7.2 Системы холодного и горячего водоснабжения 7.2.1 Системы холодного и горячего водоснабжения должны быть испытаны гидростатическим или манометрическим методом с соблюдением требований ГОСТ 24054, ГОСТ 25136 и настоящего свода правил. При гидростатическом методе испытания, пробное давление следует принимать равным 1,5 избыточного рабочего давления. Гидростатические и манометрические испытания систем холодного и горячего водоснабжения следует выполнять до установки водоразборной арматуры. 7.2.2 Система считается выдержавшей гидростатические испытания, если в течение 10 мин нахождения под пробным давлением в ней не обнаружено падения давления более 0,05 МПа (0,5 кгс/см ) и появления утечек или капель воды в сварных швах, трубах, резьбовых соединениях и запорной арматуре. По окончании испытаний необходимо удалить воду из систем холодного и горячего водоснабжения. 7.2.3 Манометрические испытания систем холодного и горячего водоснабжения выполняют в следующей последовательности: - систему следует заполнить воздухом пробным избыточным давлением 0,15 МПа (1,5 кгс/см ); - при обнаружении (на слух) звука, истекающего воздуха из мест дефектов монтажа следует снизить давление до атмосферного и устранить дефекты, затем систему заполнить воздухом давлением 0,1 МПа (1 кгс/см ), выдержать ее под пробным давлением в течение 5 мин. Система признается выдержавшей испытание, если при нахождении ее под пробным давлением падение давления не превысит 0,01 МПа (0,1 кгс/см ). Техника безопасности и охрана труда при заготовительных и монтажно-сборочных работахОбщие требования: 1) К работам по монтажу допускаются работники не моложе 18 лет, прошедшие соответствующую подготовку, имеющие профессиональные навыки для работы монтажниками и не имеющие противопоказаний по полу по выполняемой работе. 2) Монтажники обязаны соблюдать требования безопасности труда для обеспечения защиты от воздействия опасных и вредных производственных факторов, связанных с характером работы: - расположение рабочих мест на значительной высоте; - передвигающиеся конструкции; - обрушение незакрепленных элементов тентовых конструкций; - падение вышерасположенных материалов, инструмента. 3) Для защиты от механических воздействий монтажники обязаны использовать костюмы хлопчатобумажные, перчатки с наладонниками, ботинки кожаные на нескользящей подошве, а такжекостюмы на утепляющей прокладке и утепленные ботинки для зимнего периода года. 4) При нахождении на территории производства работ монтажники должны носить защитные каски. Кроме того, при работе на высоте монтажники должны использовать предохранительные пояса. 5) Находясь на территории производственной площадки, в производственных и бытовых помещениях, участках работ и рабочих местах монтажники обязаны выполнять правила внутреннего трудового распорядка, принятые в данной организации. 6) Допуск посторонних лиц, а также работников в нетрезвом состоянии на указанные места запрещается. 7) В процессе повседневной деятельности монтажники должны: - применять в процессе работы средства малой механизации, по назначению, в соответствии с инструкциями заводов-изготовителей;- поддерживать порядок на рабочих местах, очищать их от мусора, снега, наледи, не допускать нарушений правил складирования материалов и конструкций; - быть внимательными во время работы и не допускать нарушений требований безопасности труда. 8) Монтажники обязаны немедленно извещать своего непосредственного или вышестоящего руководителя работ о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении своего здоровья, в том числе о появлении острого профессионального заболевания (отравления). Требования безопасности перед началом монтажных работ: 1) Перед началом работы монтажник обязан: - пройти инструктаж на рабочем месте с учетом специфики выполняемых работ; - надеть каску, спецодежду, спецобувь установленного образца; - получить задание на выполнение работы у бригадира или руководителя работ. 2) После получения задания монтажник обязан: - подготовить необходимые средства индивидуальной защиты, в том числе: пояс предохранительный и канат страховочный - при выполнении верхолазных работ; - проверить рабочее место и подходы к нему на соответствие требованиям безопасности; |