|
|
ППР. ППР сварочные работы (1). Объект Многофункциональный жилой комплекс с подземной автостоянкой, расположенный по адресу г. Москва, ул. Вильгельма Пика, вл. 3, стр
Изм
Кол
Лист
Nдок
Подпись
Дата
ППР-ВЛП- /ЖБ КР-1
Лист
4
1. ОБЩИЕ ПОЛОЖЕНИЯ
Данный проект производства работ разработан на сварочные работы металлических элементов стен подземной части здания на объекте: Многофункциональный жилой комплекс с подземной автостоянкой
по адресу: г.Москва, ул. Вильгельма Пика, вд. 3
Проектом предусматривается производство сварочных работ металлических элементов из следующих материалов:
Габаритные размеры пластины: 270х250х8 – ГОСТ 19903-2015
• Пластина металлическая
Габаритные размеры пластины: 270х335х8 – ГОСТ 19903-2015
• Пластина металлическая
Габаритные размеры пластины: 50х50х6 – ГОСТ 19903-2015
• Пластина металлическая
Габаритные размеры пластины: 50х180х6 – ГОСТ 19903-2015
• Уголок металлический
Габаритные размеры уголка: 80х8 – ГОСТ 103-2006
• Двутавр
Двутавр 20К2: – ГОСТ 8509-93
|
|
|
|
|
|
|
ППР-ВЛП- /ЖБ КР-1
|
Лист
|
|
|
|
|
|
|
5
|
Изм
|
Кол
|
Лист
|
Nдок
|
Подпись
|
Дата
|
• Указания по сварочным работам:
Сварку металлических конструкций производить электродами Э42А по ГОСТ 9467-75.Сварные соединения металлопроката выполнять по ГОСТ 5264-80.Катеты сварных швов принимать по наименьшей толщине свариваемых элементов.
В перемычках стальные элементы соединять между собой сварным швом Т1 по ГОСТ 5264-80, длиной шва не менее 40 мм,кроме указаных в спецификации проекта.
Перемычки в кладке выполнить с опорой концов не менее 200 мм,с опиранием концов на кладку менее 150 мм устанавливать подпорные стойки на период схватывания раствора кладки
Все поверхности металлоконструкций обезжирить и очистить от загрязнений,окислов и продуктов коррозии по ГОСТ 9.402-80*. Затем все элементы металлических конструкций покрыть грунтовкой ГФ-021 по ГОСТ 25129-82, на высушенное огрунтованное покрытие нанести 2 слоя эмали ПФ115 по ГОСТ 6465-76.
Работы выполнять в соответствии с проектной документацией, соблюдением строительных норм и правил:
СП 48.13330.2019 «Организация строительства», актуализированная редакция СНиП 12-01-
2004;
СП 70.13330.2012 «Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87»;
СП 49.13330.2010 "Безопасность труда в строительстве" Часть 1. Общие требования;
СНиП 12-04-2002 "Безопасность труда в строительстве" Часть 2. Строительное производство.
|
|
|
|
|
|
|
ППР-ВЛП- /ЖБ КР-1
|
Лист
|
|
|
|
|
|
|
6
|
Изм
|
Кол
|
Лист
|
Nдок
|
Подпись
|
Дата
|
2. ОРГАНИЗАЦИЯ СТРОИТЕЛЬНОЙ ПЛОЩАДКИ
До начала работ должна быть проведена инженерная подготовка площадки строительства, включающая в себя следующие основные мероприятия:
Устройство ограждения строительной площадки забором с устройством въездов-выездов и обеспечением охраны.
Установка временных зданий и сооружений согласно стройгенплану строительной площадки.
Устройство временных внутриплощадочных дорог.
Установка стенда с первичными средствами пожаротушения.
Освещённость площадки в соответствии с ГОСТ 12.1.046-2014 "Нормы освещения строи- тельных площадок" должны быть не менее:
в местах производства работ и разгрузки-погрузки автотранспорта 10 люкс.
В качестве переносных ламп должны применяться только специально предназначенные для этих целей светильники заводского изготовления.
В зимнее время рабочую площадку, а также складские площадки следует регулярно очищать от снега, льда и посыпать песком.
|
|
|
|
|
|
|
ППР-ВЛП- /ЖБ КР-1
|
Лист
|
|
|
|
|
|
|
7
|
Изм
|
Кол
|
Лист
|
Nдок
|
Подпись
|
Дата
|
3. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1.ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ПРОИЗВОДСТВО СВАРОЧНЫХ РАБОТ
3.1.1.ОБЩИЕ ПОЛОЖЕНИЯ
Техническое руководство сварочными работами на объекте должен осуществлять
руководитель сварочных работ, аттестованный в соответствии с ПБ 03-273-99 не ниже III-го
уровня по группе технических устройств опасных производственных объектов «СК»
(Строительные конструкции, п.1 – Металлические строительные конструкции) и оформленный
соответствующим приказом. Обязанностями руководителя сварочных работ является общее
руководство сварочными работами в строительной организации и на объекте.
Непосредственное руководство сварочными работами на объекте в течение смен
осуществляют прорабы или мастера по сварке, аттестованные согласно ПБ 03-273-99
не ниже II-го уровня по группе технических устройств опасных производственных объектов
«СК» (Строительные конструкции, п.1 – Металлические строительные конструкции),
оформленные соответствующим приказом;
К сварке монтажных соединений на объекте допускаются сварщики ручной
дуговой сварки (РД). Сварщики должны быть аттестованы в соответствии с требованиями ПБ 03-273-99 и РД 03-495-02 с присвоением I уровня профессиональной подготовки по группе технических устройств опасных производственных объектов «СК» (п.1–
Металлические строительные конструкции). Сварщики обязаны иметь при себе (на рабочем
месте) аттестационное удостоверение или его копию, подтверждающее его
квалификацию и область распространения аттестации. В удостоверениях должна быть
отметка о ежегодной переаттестации сварщиков.
К неразрушающему контролю качества допускаются специалисты, аттестованные в
установленном порядке на 1 и 2 уровни квалификации по визуально-измерительному контролю
(ВИК) сварных конструкций. Оценку качества сварных соединений по результатам контроля
проводят специалисты 2-го уровня квалификации, которые обязаны иметь при себе
Аттестационное удостоверение или его копию, подтверждающее его квалификацию и область
распространения аттестации.
К выполнению работ по монтажу металлоконструкций допускаются монтажники,
прошедшие обучение по правилам выполнения вышеуказанных работ, допущенные к
выполнению погрузочно-разгрузочных работ. Ответственные лица за производство сварочных
работ, визуально-измерительный контроль, а также сварщики с присвоенными им идентификационными номерами (клеймами) должны назначаться приказом.
|
|
|
|
|
|
|
ППР-ВЛП- /ЖБ КР-1
|
Лист
|
|
|
|
|
|
|
8
|
Изм
|
Кол
|
Лист
|
Nдок
|
Подпись
|
Дата
|
3.1.2. ОСНОВНЫЕ РАБОТЫ
Работы по устройству сварных соединений необходимо выполнять в соответствии с требованиями рабочей документации. Монтажная сварка в соответствии с рабочей документацией производится методом ручной дуговой сварки (РД) по ГОСТ 5264-80 электродами типа Э-42А по ГОСТ 9467-75* или аналогами. Толщину сварного шва принимать не менее толщины свариваемых деталей. Катеты сварных швов принимаются по наименьшей толщине свариваемых элементов, кроме оговоренных особо. Монтаж металлоконструкций осуществлять в соответствии с указаниями СП 70.13330.2012 "Несущие и ограждающие конструкции", а также данного проекта производства сварочных работ.
3.1.2. СВАРОЧНЫЕ МАТЕРИАЛЫ И ИХ ПОДГОТОВКА
Для выполнения сварных монтажных соединений металлоконструкций в соответствии с рабочей документацией следует применять электроды по ГОСТ 9467-75 Э-46 или аналоги.
Все сварочные материалы, поступающие на участок, должны быть упакованы согласно требованиям соответствующих стандартов и храниться в упаковке поставщика на стеллажах в сухом отапливаемом помещении при температуре воздуха не ниже +15°С и влажности воздуха не более 50%.
Место хранения сварочных материалов должно быть оборудовано:
− стеллажами для хранения сварочных материалов,
− стеллажами для хранения подготовленных сварочных материалов,
− необходимым инструментом,
− средствами пожаротушения.
Сварочные материалы должны сопровождаться сертификатами, удостоверяющими соответствие качества требованиям ГОСТ 9467 (электроды). Сертификаты хранят в производственно-техническом отделе.
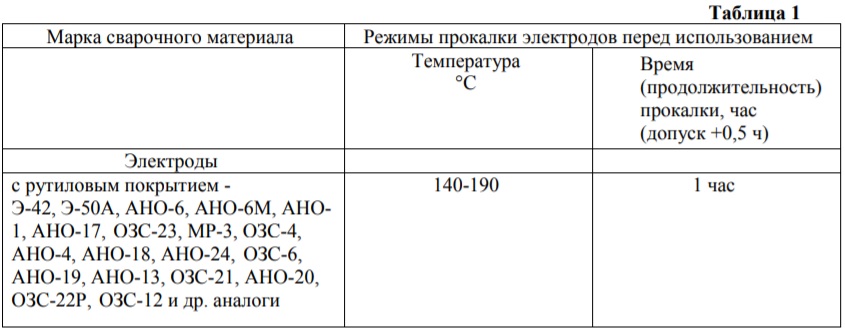
Сварочные электроды для ручной дуговой сварки (РД) должны поставляться и храниться в пачках на деревянных стеллажах отдельно по маркам и диаметрам. Каждая пачка должна иметь этикетку завода-изготовителя. Электроды без бирок на пачках к использованию не допускаются. Хранение, прокалку и выдачу электродов необходимо организовать так, чтобы исключить возможность смешивания различных партий.
Для сварки конструкций разрешается использовать только прокаленные электроды. Электроды, подвергшиеся прямому воздействию влаги и горюче-смазочных материалов, к использованию не допускаются.
Прокалку электродов выполнять на режимах, указанных в паспортных данных на пачке (коробке) электродов. В случае отсутствия таких данных режим прокалки выбирается по табл.1
|
|
|
|
|
|
|
ППР-ВЛП- /ЖБ КР-1
|
Лист
|
|
|
|
|
|
|
9
|
Изм
|
Кол
|
Лист
|
Nдок
|
Подпись
|
Дата
| |
|
|
 Скачать 1.14 Mb.
Скачать 1.14 Mb.