|
|
Техкарта ВИК. Технологическая карта. Счетчиков ЕА. ВИК.. Объекты котлнадзора
Технологическая карта по визуально-измерительному контролю
Впишите объекты, по которым Вы проходите аттестацию.
Объекты котлнадзора.
|
1.4 Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115 °С.
|
Заполните таблицу. Впишите данные вашего варианта, а также сведения о контролируемом объекте и методе контроля.
Сведения о контролируемом объекте
|
|
Дата проведения контроля
|
01.01.2013 г.
|
Контролируемый объект
|
Сварное соединение
|
Материал
|
Ст.20
|
Основные размеры
|
Диаметр 1020 мм, толщина свариваемых изделий 21 мм
|
Сварное соединение
|
С17 (ГОСТ 16037)
|
Способ сварки
|
Ручная дуговая
|
Сведения о методе контроля
|
|
Способ контроля
|
Визуально измерительный контроль
|
Объем контроля
|
Сварной шов, околошовная зона
|
Документы, содержащие нормы оценки качества
|
РД 153-34.1-003-01 (РТМ-1с)
|
Документы, регламентирующие проведение контроля
|
РД 03-606-03
|
Определите параметры контроля (в соответствующих единицах измерения). Заполните пропуски в таблице.
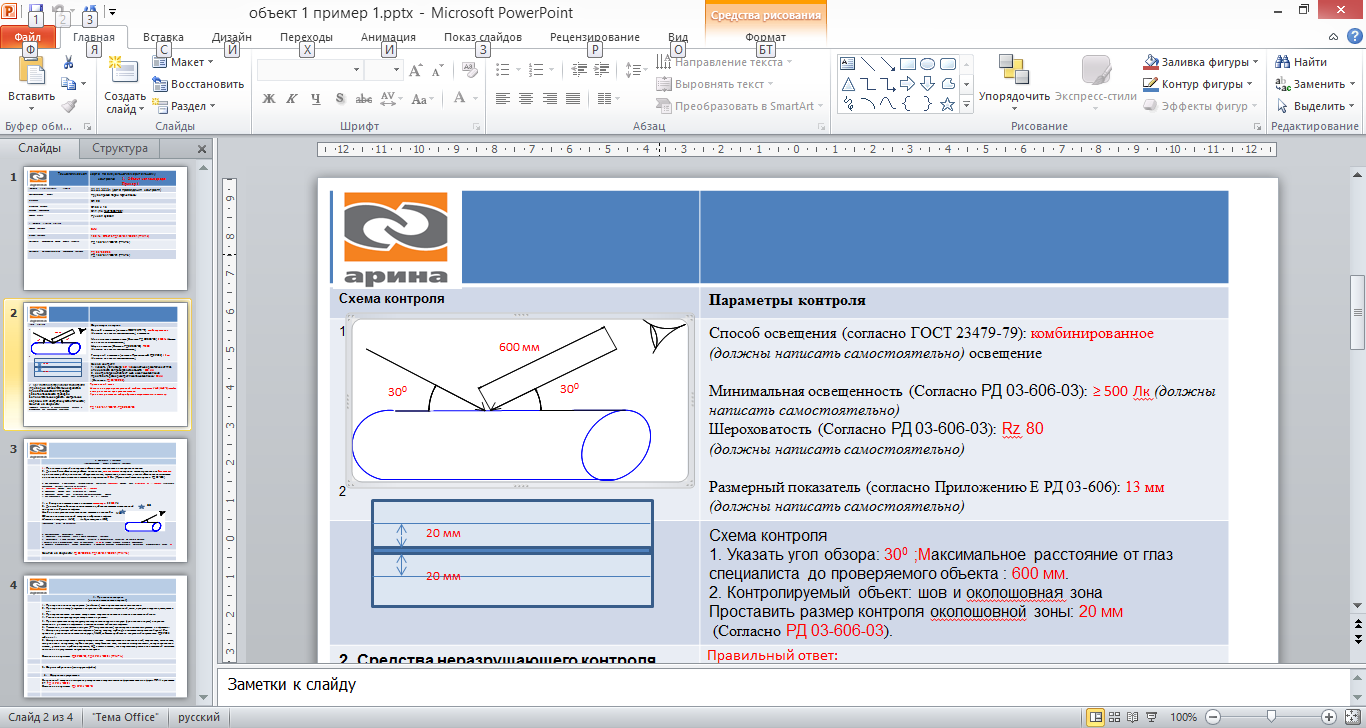
Схема контроля
|
Параметры контроля
|
Согласно РД 03-606-03:
Указать угол обзора:
более 30° к плоскости объекта контроля
|
Способ освещения
(согласно ГОСТ 23479-79):
комбинированное освещение
|
Максимальное расстояние от глаз специалиста до проверяемого объекта:
до 600 мм.
|
Минимальная освещенность
(Согласно РД 03-606-03):
500лк
|
Контролируемый объект:
шов и околошовная зона
|
Шероховатость
(Согласно РД 03-606-03):
не более Rz80
|
Проставить размер контроля околошовной зоны:
не менее 20 мм
|
Размерный показатель
(согласно Приложению Е РД 03-606):
не менее номинальной толщины стенки детали
|
Выполните задание на сортировку средств неразрушающего контроля, необходимых для проведения контроля (задание выполняется в электронном курсе).
Заполните форму: впишите сведения о контролируемом объекте и средствах контроля.
Подготовка к контролю (контролируемый объект и средства контроля)
|
Перед допуском к проведению контроля все лица, участвующие в его выполнении, должны пройти соответствующий инструктаж по технике безопасности с регистрацией в специальном журнале.
Инструктаж следует проводить периодически в сроки, установленные приказом по организации.
Проверить доступность к объекту контроля.
Визуальный и измерительный контроль при техническом диагностировании (освидетельствовании) оборудования, работающего под давлением, следует проводить после прекращения работы указанного оборудования, сброса давления, охлаждения, дренажа, отключения от другого оборудования.
Перед проведением ВИК поверхность объекта контроля в зоне контроля подлежит зачистке до чистого металла от ржавчины, окалины, грязи, краски, масла, влаги, шлака, брызг расплавленного металла и др. загрязнений, препятствующих проведению контроля. Зона зачистки околошовной зоны не менее 20 мм, шероховатость Rz не более 80. Промаркировать сварное соединение.
Лупы, в т.ч. и измерительные, линейка измерительная, штангенциркуль, УШС-3 , образцы шероховатости.
Средства проведения контроля должны быть исправны, поверены или откалиброваны в метрологических службах, аккредитованных Ростнадзором РФ.
|
Ссылка на документы: РД 03-606-03
|
Заполните форму: впишите, в какой последовательности выполняются операции проведения контроля.
Проведение контроля (последовательность операций)
|
При визуальном контроле материала и сварных соединений проверяют:
- отсутствие (наличие) поверхностных трещин всех видов и направлений;
- отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
- качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отсутствие поверхностных дефектов в местах зачистки;
- качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами (в случае если такой контроль предусмотрен ПТД);
- наличие маркировки (клеймения) шва и правильность ее выполнения.
При измерительном контроле состояния материала и сварных соединений определяют:
- размеры механических повреждений материала и сварных соединений;
- размеры деформированных участков материала и сварных соединений, в том числе длину, ширину и глубину вмятин, выпучин, отдулин;
- овальность цилиндрических элементов, в том числе гибов труб;
- прямолинейность (прогиб) образующей конструкции (элемента);
- фактическую толщину стенки материала (при возможности проведения прямых измерений);
- глубину коррозионных язв и размеры зон коррозионного повреждения, включая их глубину.
|
Ссылка на документы: РД 03-606-03
|
Нормы отбраковки. Заполните таблицы: впишите перечень дефектов, отклонения дефекта и диапазон допустимых значений, а также размерные показатели в мм.
Недопустимые дефекты (независимо от размеров), выявляемые при ВИК, согласно нормам оценки качества
|
Трещины (всех видов и направлений)
|
Непровары (между основным металлом и швом, а также между валиками шва)
|
Наплывы
|
Брызги металла
|
Незаваренные кратеры-свищи
|
Прожоги
|
Скопления включений
|
Недопустимые дефекты (Размерный показатель 21 мм, диаметр 1020 мм.)
|
Измеряемый параметр отклонения (дефекта)
|
Диапазон допустимых значений
|
Западания (углубления) между валиками и чешуйчатость поверхности шва
|
Не более 2,0 мм
|
Одиночные включения
|
Не более 2,5 мм
Не более 7 шт. на 100 мм сварного шва
|
Подрезы основного металла
|
Не более 0,2 мм
|
Отступления от размеров и формы шва
|
Чешуйчатость с размером чешуек 1 - 1,5 мм
Отсутствие западаний между валиками
Плавный переход от одного валика к другому и к поверхности трубы
Максимальный размер выпуклости может составлять 5 мм
Перекрытие крайними валиками кромок труб должно быть 1 - 3 мм
|
Отклонения от прямолинейности сварных стыков труб
|
Просвет между линейкой и трубой на расстоянии 200 мм от стыка не должен быть более 3 мм
|
Оформление результатов. Впишите, согласно какой формы оформляются результаты и на основе каких документов.
Результаты визуального и измерительного контроля оформляются согласно формы:
|
По результатам ВИК оформляется акт ВИК с регистрацией в журнале
|
Ссылка на документы: РД 03-606-03
|
Оформление результатов. Впишите, согласно какой формы оформляются результаты и на основе каких документов.
Дефектограмма: впишите перечень дефектов и их размеры.
№
|
Дефект
|
Размеры
|
1
|
Непровар
|
6 мм
|
2
|
Подрез
|
1 мм
|
3
|
Выпуклость корня шва
|
6 мм
|
Протокол № 1 по результатам ВИК экзаменационного образца
II уровень квалификации от 01.01.2013 г.
Метод контроля: ВИК.
Наименование объекта контроля: Трубопровод горячей воды. ОБРАЗЕЦ № 4
Материал: Ст.20
Геометрические размеры: Диаметр 1020 мм, толщина свариваемых изделий 21 мм
НТД ПО ТЕХНОЛОГИИ КОНТРОЛЯ: РД 03-606-03
НТД ПО ОЦЕНКЕ КАЧЕСТВА: РД 153-34.1-003-01 (РТМ-1с)
Средства контроля: впишите перечень оборудования, сведения о его исправности и дату поверки.
Оборудование
|
Исправность
|
Дата поверки
|
1.
|
Лупа 2X
|
исправна
|
20.08.2012
|
2.
|
Линейка измерительная
|
исправна
|
13.10.2012
|
3.
|
Штангенциркуль
|
исправен
|
03.09.2012
|
4.
|
УШС-3
|
исправен
|
12.11.2012
|
5.
|
Образцы шероховатости
|
исправны
|
24.05.2012
|
6.
|
Лупа измерительная 10X
|
исправна
|
10.12.2012
|
Условия контроля
Схема освещения: комбинированное освещение.
Уровни освещенности: 600 лк.
Оценка шероховатости зоны контроля: Rz40.
Результаты контроля
1. Визуальный осмотр контролируемого участка поверхности невооруженным глазом:
В результате осмотра сварного шва невооруженным глазом обнаружены: непровар, подрез, выпуклость корня шва.
2. Визуальный осмотр с применением необходимых оптико-механических приспособлений:
В результате осмотра сварного шва с применением необходимых оптико-механических приспособлений обнаружены :непровар, подрез, выпуклость корня шва.
Измерение дефектов: впишите в таблицу координаты дефектов, их тип, размеры, проставьте оценку.
№
|
Координаты верт./гор.
|
Тип дефекта
|
Размеры
|
Оценка
|
1.
|
(151;70)
|
Непровар
|
6 мм
|
Недопустим
|
2.
|
(112;72)
|
Подрез
|
1 мм
|
Недопустим
|
3.
|
(136;64)
|
Выпуклость корня шва
|
6 мм
|
Недопустим
|
Образец признан годным/непригодным (нужное подчеркнуть) в соответствии с РД 153-34.1-003-01(РТМ1с).
ЗАКЛЮЧЕНИЕ СОСТАВИЛ ___подпись__ / Счетчиков Е.А./ |
|
|
 Скачать 206.96 Kb.
Скачать 206.96 Kb.