Механическая обработка деталей. Реферат - Механическая обработка Final V. Обеспечение качества деталей машин
 Скачать 410.17 Kb. Скачать 410.17 Kb.
|

|
РЕФЕРАТ На тему: Обеспечение качества деталей машин при механической обработке Выполнил магистр группы МТМО 19-1-12 Нугуманов З.Б. Москва, 2020 Механическая обработка металла, виды и способы. Традиционная обработка металлов резанием достигается снятием стружки с поверхности заготовки. В стружку идет до 30-40% металла, что весьма неэкономично. Поэтому все большее внимание уделяется новым способам обработки металлов, основанным на безотходной или малоотходной технологии. Появление новых методов обусловлено также распространением в машиностроении высокопрочных, коррозийно-стойких и жаропрочных металлов и сплавов, обработка которых обычными методами затруднена. К новым методам обработки металлов относятся химические, электрические, плазменно-лазерные, ультразвуковые, гидропластические. При химической обработке используется химическая энергия. Снятие определенного слоя металла осуществляется в химически активной среде (химическое фрезерование). Она заключается в регулируемом по времени и месту растворении металла с поверхности заготовок путем травления их в кислотных и щелочных ваннах. В то же время поверхности, не подлежащие обработке, защищают химически стойкими покрытиями (лаки, краски и др.). Постоянство скорости травления поддерживается за счет неизменной концентрации раствора. Химическими методами обработки получают местные утонения на нежестких заготовках, ребра жесткости; извилистые канавки и щели; «вафельные» поверхности; обрабатывают поверхности, труднодоступные для режущего инструмента. При электрическом методе электрическая энергия преобразуется в тепловую, химическую и другие виды энергии непосредственно в процессе удаления заданного слоя. В соответствии с этим электрические методы обработки разделяют на электрохимические, электроэрозийные, электро-термические и электромеханические. Электрохимическая обработка основана на законах анодного растворения металла при электролизе. При прохождении постоянного тока через электролит на поверхности заготовки, включенной в электрическую цепь и являющуюся анодом, происходит химическая реакция, и образуются соединения, которые переходят в раствор или легко удаляются механическим способом. Электрохимическую обработку применяют при полировании, размерной обработке, хонинговании, шлифовании, очистке металлов от оксидов, ржавчины. Анодно-механическая обработка сочетает электротермические и электромеханические процессы и занимает промежуточное место между электрохимическим и электроэрозионным методами. Обрабатываемую заготовку подключают к аноду, а инструмент – к катоду. В качестве инструмента используют металлические диски, цилиндры, ленты, проволоки. Обработку ведут в среде электролита. Заготовке и инструменту задают такие же движения, как при обычных методах механической обработки. При пропускании через электролит постоянного тока происходит процесс анодного растворения металла как при электрохимической обработке. При соприкосновении инструмента (катода) с микронеровностями обрабатываемой поверхности заготовки (анода) происходит процесс электроэрозии, присущий электроискровой обработке. Продукты электроэрозии и анодного растворения удаляются из зоны обработки при движении инструмента и заготовки. Электроэрозионная обработка основана на законах эрозии (разрушения) электродов из токопроводящих материалов при пропускании между ними импульсного электрического тока. Она применяется для прошивания полостей и отверстий любой формы, разрезания, шлифования, гравирования, затачивания и упрочнения инструмента. В зависимости от параметров импульсов и вида, применяемых для их получения генераторов электроэрозионная обработка разделяется на электроискровую, электроимпульсную и электроконтактную. Электроискровую обработку применяют для изготовления штампов, пресс-форм, режущего инструмента и для упрочнения поверхностного слоя деталей. Электроимпульсная обработка используется как предварительная при изготовлении штампов, турбинных лопаток, поверхностей фасонных отверстий в деталях из жаропрочных сталей. В этом процессе скорость съема металла примерно в десять раз больше, чем при электроискровой обработке. Электроконтактная обработка основана на локальном нагреве заготовки в месте контакта с электродом (инструментом) и удалении из зоны обработки расплавленного металла механическим способом. Метод не обеспечивает высокой точности и качества поверхности деталей, но дает высокую скорость съема металла, поэтому используется при зачистке отлива или проката из специальных сплавов, шлифовании (черновом) корпусных деталей машин из труднообрабатываемых сплавов. Электромеханическая обработка связана с механическим действием электрического тока. На этом основана, например, электрогидравлическая обработка, использующая действие ударных волн, возникающих в результате импульсного пробоя жидкой среды. Ультразвуковая обработка металлов – разновидность механической обработки – основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии служат электрозвуковые генераторы тока с частотой 16-30 кГц. Рабочий инструмент пуансон закрепляют на волноводе генератора тока. Под пуансоном устанавливают заготовку, и в зону обработки поступает суспензия, состоящая из воды и абразивного материала. Процесс обработки заключается в том, что инструмент, колеблющийся с ультразвуковой частотой, ударяет по зернам абразива, которые скалывают частицы материала заготовки. Ультразвуковая обработка используется для получения твердосплавных вкладышей, матриц и пуансонов, вырезания фигурных полостей и отверстий в деталях, прошивки отверстий с криволинейными осями, гравирования, нарезания резьбы, разрезания заготовок на части и др. Плазменно-лазерные методы обработки основаны на использовании сфокусированного луча (электронного, когерентного, ионного) с весьма высокой плотностью энергии. Луч лазера используется как в качестве средства нагрева и размягчения металла впереди резца, так и для выполнения непосредственного процесса резания при прошивке отверстий, фрезеровании и резке листового металла, пластмасс и других материалов. Процесс резания идет без образования стружки, а испаряющийся за счет высоких температур металл уносится сжатым воздухом. Лазеры применяют для сварки, наплавки и разрезания в тех случаях, когда к качеству этих операций предъявляются повышенные требования. Например, лазерным лучом режут сверхтвердые сплавы, титановые панели в ракетостроении, изделия из нейлона и др. Гидропластическая обработка металлов применяется при изготовлении пустотелых деталей с гладкой поверхностью и малыми допусками (гидроцилиндры, плунжеры, вагонные оси, корпуса электродвигателей и др.). Пустотелую цилиндрическую заготовку, нагретую до температуры пластической деформации, помещают в массивную разъемную матрицу, сделанную по форме изготавливаемой детали, и закачивают под давлением воду. Заготовка раздается и принимает форму матрицы. Детали, изготовленные этим способом, имеют более высокую долговечность работы. Новые способы обработки металлов выводят технологию изготовления деталей на качественно более высокий уровень по сравнению с традиционной технологией. Различают три основных направления: Формоизменение при помощи высокоточных методов пластического деформирования. Применение традиционных способов металлообработки, но отличающихся повышенной точностью и производительностью. Использование высокоэнергетических методов. Выбор оптимального способа обработки определяется производственными требованиями и серийностью производства. Например, переутяжелённые конструкции оборудования вызывают повышенный расход энергии, а сниженная точность изготовления отдельных деталей и узлов – низкую производительность техники. Некоторые технологии не могут обеспечить необходимые прочностные свойства и микроструктуру металла, что в итоге сказывается на долговечности и стойкости деталей, пусть даже и изготовленных с минимальными допусками. Новая технология обработки металла основана на использовании нетрадиционных источников энергии, которые обеспечивают его размерное плавление, испарение или формообразование. Мехобработка, связанная со снятием стружки, развивается в направлении изготовления особо высокоточных изделий преимущественно в мелкосерийном производстве. Поэтому традиционные станки уступают место оперативно переналаживаемым металлообрабатывающим комплексам с ЧПУ. Сравнительно невысокий коэффициент использования материала (при мехобработке он редко когда превышает 70…80% ) компенсируется минимальными допусками и высоким качеством финишной поверхности изделий. Производители систем с числовым управлением делают основной упор на расширенные технологические возможности рассматриваемого оборудования, использовании современных высокостойких инструментальных сталей и исключении ручного труда оператора. Все подготовительно-заключительные операции на таких комплексах выполняет робототехника. Энергосберегающие методы пластического деформирования металловТехнология обработки металлов давлением, кроме повышенного коэффициента использования металла, обладает и другими существенными достоинствами: В результате пластического деформирования улучшается макро- и микроструктура изделия; Производительность оборудования для штамповки в разы превышает аналогичный показатель для металлорежущих станков; После обработки давлением повышается прочность металла, возрастает его стойкость от динамических и ударных нагрузок. Прогрессивные процессы холодной и полугорячей штамповки – дорнование, точная резка, выдавливание, ультразвуковая обработка, штамповка в состоянии сверхпластичности, жидкая штамповка. Многие из них реализуются на автоматизированном оборудовании, оснащаемом компьютерными системами контроля и управления. Точность изготовления штампованных изделий во многих случаях не требует последующей их доводки – правки, шлифования и т.д. Высокоэнергетические способы формоизмененияВысокоэнергетические технологии применяются в тех случаях, когда традиционными методами изменять форму и размеры металлической заготовки невозможно. При этом используются четыре вида энергии : Гидравлическая - давления жидкости, либо отдельных элементов, приводимых ею в движение. Электрическая , при которой все процессы съёма материала выполняются с помощью разряда – дугового или искрового. Электромагнитная , реализующая процесс металлообработки при воздействии на заготовку электромагнитного поля. Электрофизическая , действующая на поверхность направленным лучом лазера. Существуют и успешно развиваются также комбинированные способы воздействия на металл, при которых используются два и более источника энергии. Гидравлический вид основан на поверхностном воздействии жидкости высокого давления. Подобные установки применяются, в основном, с целью повышения качества поверхности, снятия микронеровностей, очистки поверхности от ржавчины, окалины и т.п. При этом струя жидкости может воздействовать на изделие как непосредственно, так и через абразивные компоненты, находящиеся в потоке. Абразивный материал, содержащийся в эмульсии, постоянно обновляется, чтобы обеспечить стабильность получаемых результатов.  Рисунок 1 Электрический вид – процесс размерного разрушения (эрозии) поверхности металла при воздействии на него импульсного, искрового или дугового разряда. Высокая плотность объёмной тепловой мощности источника приводит к размерному плавлению микрочастиц металла с последующим выносом их из зоны обработки потоком диэлектрической рабочей среды (масла, эмульсии). Поскольку при металлообработке одновременно происходят процессы локального нагрева поверхности до весьма высоких температур, то в результате твёрдость детали в зоне обработки существенно увеличивается.  Рисунок 2 При электромагнитом виде энергии, обрабатываемое изделие помещается в мощное электромагнитное поле, силовые линии которого воздействуют на заготовку, помещённую в диэлектрик. Таким способом производят формовку малопластичных сплавов (например, титана или бериллия), а также листовых заготовок из стали. Аналогичным образом на поверхность действуют и ультразвуковые волны, генерируемые магнитострикционными или пьезоэлектрическими преобразователями частоты. Высокочастотные колебания применяются также и для поверхностной термообработки металлов.  Рисунок 3 Наиболее концентрированным источником тепловой энергии является лазер–единственный способ получения в заготовках сверхмалых отверстий повышенной размерной точности. Ввиду направленности теплового действия лазера на металл, последний в прилегающих зонах интенсивно упрочняется. Лазерный луч способен производить размерную прошивку таких тугоплавких химических элементов, как вольфрам или молибден.  Рисунок 4 На рисунке 5 указан пример комбинированного воздействия на поверхность химическими реакциями, возникающими при прохождении через заготовку электрического тока. В результате происходит насыщение поверхностного слоя соединениями, которые могут образовываться лишь при повышенных температурах: карбидами, нитридами, сульфидами. Подобными технологиями может выполняться поверхностное покрытие другими металлами, что используется для производства биметаллических деталей и узлов (пластин, радиаторов и т.д.).  Рисунок 5 Рассмотрим более подробно некоторые виды обработки металлов. Электроэрозионная обработка Все знают, какое разрушительное действие может произвести атмосферный электрический разряд - молния. Но не каждому известно, что уменьшенные до малых размеров электрические разряды с успехом используются в промышленности. Они помогают создавать из металлических заготовок сложнейшие детали машин и аппаратов. На многих заводах сейчас работают станки, у которых инструментом служит мягкая латунная проволочка. Эта проволочка легко проникает в толщу заготовок из самых твердых металлов и сплавов, вырезая детали любой, порой прямо-таки причудливой формы. Как же это достигается? Присмотримся к работающему станку. В том месте, где инструмент-проволочка ближе всего расположен к заготовке, мы увидим светящиеся искорки-молнии, которые ударяют в заготовку. Температура в месте воздействия этих электрических разрядов достигает 5000-10000° С. Ни один из известных металлов и сплавов не может противостоять таким температурам: они мгновенно плавятся и испаряются. Электрические заряды как бы "разъедают" металл. Поэтому и сам способ обработки получил название электроэрозионного (от латинского слова "эрозия" - "разъедание"). Каждый из возникающих разрядов удаляет маленькую частичку металла, и инструмент постепенно погружается в заготовку, копируя в ней свою форму. Разряды между заготовкой и инструментом в электроэрозионных станках следуют один за другим с частотой от 50 до сотен тысяч в секунду в зависимости от того, какую скорость обработки и чистоту поверхности мы хотим получить. Уменьшая мощность разрядов и увеличивая частоту их следования, металл удаляют все меньшими частицами; при этом повышается чистота обработки, но уменьшается ее скорость. Действие каждого из разрядов должно быть кратковременным, чтобы испаряющийся металл сразу же охлаждался и не мог соединиться вновь с металлом заготовки. Схема работы электроэрозионного станка для контурного вырезания отверстий сложных профилей. Нужную работу здесь производит электрический разряд, возникающий между инструментом - латунной проволокой и деталью. При электроэрозионной обработке заготовку детали и инструмент из тугоплавкого или хорошо проводящего тепло материала присоединяют к источнику электрического тока. Чтобы действие разрядов тока было кратковременным, их периодически прерывают либо отключением напряжения, либо быстрым перемещением инструмента относительно поверхности обрабатываемой заготовки. Необходимое охлаждение выплавляемого и испаряемого металла, а также его удаление из рабочей зоны достигаются погружением обрабатываемой заготовки в токонепроводящую жидкость - обычно машинное масло, керосин. Отсутствие токопроводимости у жидкости способствует тому, что разряд действует между инструментом и обрабатываемой заготовкой при очень малых расстояниях (10-150 мкм), т. е. только в том месте, к которому подведен инструмент и которое мы хотим подвергнуть действию тока. Электроэрозионный станок обычно имеет устройства для перемещения инструмента в нужном направлении и источник электрического питания, возбуждающий разряды. В станке, имеется также система автоматического слежения за размером промежутка между обрабатываемой заготовкой и инструментом; она сближает инструмент с заготовкой, если этот промежуток чрезмерно велик, или отводит его от заготовки, если он слишком мал. Как правило, электроэрозионный способ применяют в тех случаях, когда обработка на металлорежущих станках затруднена или невозможна. из-за твердости материала или когда сложная форма обрабатываемой детали не позволяет создать достаточно прочный режущий инструмент. В качестве инструмента может использоваться не только проволочка, но и стержень, диск и др. Так, используя инструмент в виде стержня сложной объемной формы, получают как бы оттиск его в обрабатываемой заготовке. Вращающимся диском прожигают узкие щели и режут прочные металлы. Существует несколько разновидностей электроэрозионного метода, каждая из которых обладает своими свойствами. Одни разновидности этого метода применяются для прожигания сложнофасонных полостей и вырезания отверстий, другие - для разрезания заготовок из жаропрочных и титановых сплавов и т. д. Перечислим некоторые из них. При электроискровой обработке электрическим способом возбуждаются кратковременные искровые и искро-дуговые разряды температурой до 8000-10000°С. Электрод-инструмент подключается к отрицательному, а обрабатываемая заготовка - к положительному полюсу источника электрического питания. Электроимпульсную обработку производят электрические возбуждаемые и прерываемые дуговые разряды температурой до 5000° С. Полярность электрода-инструмента и обрабатываемой детали обратная по отношению к электроискровой обработке. При анодно-механической обработке употребляют электрод-инструмент в виде диска или бесконечной ленты, который быстро перемещается относительно заготовки. При этом методе используют специальную жидкость, из которой на поверхность заготовки выпадает токонепроводящая пленка. Электрод-инструмент процарапывает пленку, и в местах, где на заготовке обнажилась поверхность, возникают разрушающие ее дуговые разряды. Они и производят нужную работу. Еще более быстрое перемещение электрода, охлаждающее его поверхность и прерывающее дуговые разряды, применено при электроконтактной обработке, осуществляемой обычно в воздухе или в воде. Электроэрозионные станки работают сейчас во всех отраслях машиностроения. Так, на автомобильных и тракторных заводах их используют при изготовлении штампов коленчатых валов, шатунов и других деталей, на авиазаводах обрабатывают на электроэрозионных станках лопатки турбореактивных двигателей и детали гидроаппаратуры, на заводах электронных приборов - детали радиоламп и транзисторов, магниты и пресс-формы, на металлургических комбинатах разрезают прутки проката и слитки из особо твердых металлов и сплавов. Ультразвуковая обработка Еще сравнительно недавно никто не мог и предположить, что звуком станут измерять глубину моря, сваривать металл, сверлить стекло и дубить кожи. А сейчас звук осваивает все новые и новые профессии. Что же такое звук и благодаря чему он стал незаменимым помощником человека в ряде важнейших производственных процессов? Звук - это упругие волны, распространяющиеся в виде чередующихся сжатий и разрежений частичек среды (воздуха, воды, твердых тел и т. д.). Измеряется частота звука количеством сжатий и разрежений: каждое сжатие и последующее разрежение образуют одно полное колебание. За единицу частоты звука принято полное колебание, которое совершается в 1с. Эта единица называется герцем (Гц). Звуковая волна несет с собой энергию, которая определяется как сила звука и за единицу которой принят 1 Вт/см2. Человек воспринимает колебания различной частоты как звуки разной высоты. Низким звукам (бой барабана) соответствуют низкие частоты (100-200 Гц), высоким (свисток) - большие частоты (около 5 кГц, или 5000 Гц). Звуки ниже 30 Гц называются инфразвуками, а выше 15-20 кГц - ультразвуками. Ультразвуки и инфразвуки человеческое ухо не воспринимает. Ухо человека приспособлено к восприятию звуковых волн очень малой силы. Например, раздражающий нас громкий крик имеет интенсивность, измеряемую нановаттами на квадратный сантиметр (нВт/см 2), т. е. миллиардными долями Вт/см 2. Если превратить в тепло энергию от громкого одновременного разговора всех жителей Москвы в течение суток, то ее окажется недостаточно даже для того, чтобы вскипятить ведро воды. Такие слабые звуковые волны нельзя использовать для выполнения каких-либо производственных процессов. Конечно, искусственным путем можно создать звуковые волны во много раз более сильные, но они разрушат орган слуха человека, приведут к глухоте. В области инфразвуковых частот, которые не опасны для уха человека, создать мощные колебания искусственным способом очень сложно. Иное дело -ультразвук. Сравнительно просто можно получить от искусственных источников ультразвук интенсивностью в несколько сотен Вт/см 2, т. е. в 10-12 раз больше допустимой интенсивности звука, и этот ультразвук совершенно безвреден для человека. Поэтому, если говорить точнее, не звук, а ультразвук оказался тем мастером-универсалом, который нашел такое широкое применение в промышленности. Здесь мы расскажем только об использовании ультразвуковых колебаний в станках для обработки хрупких и твердых материалов. Как же устроены и работают такие станки? 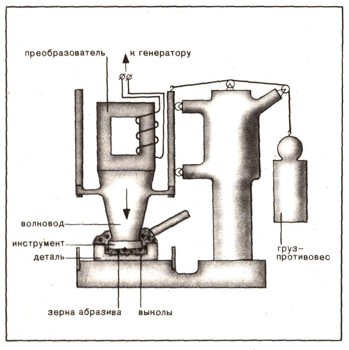 Рисунок 6. Схема процесса ультразвуковой обработки Сердцем станка является преобразователь энергии высокочастотных колебаний электрического тока. Ток поступает на обмотку преобразователя от электронного генератора и превращается в энергию механических (ультразвуковых) колебаний той же частоты. Эти превращения происходят в результате магнитострикции - явления, которое заключается в том, что ряд материалов (никель, сплав железа с кобальтом и др.) в переменном магнитном поле изменяют свои линейные размеры с той же частотой, с которой изменяется поле. Таким образом, высокочастотный электрический ток, проходя по обмотке, создает переменное магнитное поле, под воздействием которого колеблется преобразователь. Но получаемые амплитуды колебаний малы по размеру. Чтобы их увеличить и сделать пригодными для полезной работы, во-первых, настраивают всю систему в резонанс (добиваются равенства частоты колебаний электрического тока и собственной частоты колебаний преобразователя), а во-вторых, к преобразователю крепят специальный концентратор-волновод, который малые амплитуды колебаний на большей площади превращает в большие амплитуды на меньшей площади. К торцу волновода присоединяют инструмент такой формы, какой хотят иметь отверстие. Инструмент вместе со всей колебательной системой прижимают с небольшим усилием к материалу, в котором надо получить отверстие, а к месту обработки подводят абразивную суспензию (зерна абразива меньше 100 мкм, смешанные с водой). Эти зерна попадают между инструментом и материалом, и инструмент, как отбойный молоток, вбивает их в материал. Если материал хрупкий, то зерна абразива откалывают от него микрочастицы размером 1-10 мкм. Казалось бы, немного. Но частиц абразива под инструментом сотни, и инструмент наносит 20 000 ударов в 1 с. Поэтому процесс обработки проходит достаточно быстро, и отверстие размером 20-30 мм в стекле толщиной 10-15 мм можно сделать за 1 мин. Ультразвуковой станок позволяет делать отверстия любой формы, причем даже в хрупких материалах, которые трудно обрабатывать. Ультразвуковые станки широко применяются для изготовления твердосплавных матриц штампов, ячеек "памяти" вычислительных машин из феррита, кристаллов кремния и германия к полупроводниковым приборам и т. д. Сейчас речь шла только об одном из многих случаев применения ультразвука. Однако он используется также для сварки, мойки, очистки, контроля, измерений и отлично выполняет эти свои обязанности. Ультразвук очень чисто "моет" и обезжиривает сложнейшие детали приборов, производит пайку и лужение алюминия и керамики, находит дефекты в металлических деталях, измеряет толщину деталей, определяет скорость течения жидкостей в разных системах и производит еще десятки других работ, которые без него не могут быть выполнены. Электрохимическая обработка металлов Если в сосуд с токопроводящей жидкостью ввести твердые проводящие пластинки (электроды) и подать на них напряжение, возникает электрический ток. Такие токопроводящие жидкости называются проводниками второго рода или электролитами. К их числу относятся растворы солей, кислот или щелочей в воде (или в других жидкостях), а также расплавы солей. 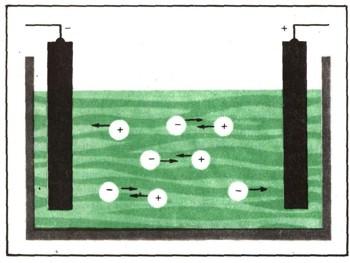 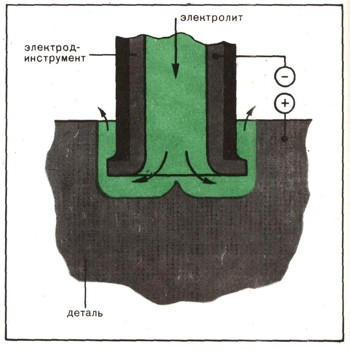 Рисунок 7. Схема электролиза. Рисунок 8. Схема электрохимической обработки отверстий сложных конфигураций в деталях. Носителями тока в электролитах служат положительные и отрицательные частицы - ионы, на которые расщепляются в растворе молекулы растворенного вещества. При этом положительно заряженные ионы движутся к отрицательному электроду - катоду, отрицательные - к положительному электроду - аноду. В зависимости от химической природы электролита и электродов эти ионы либо выделяются на электродах, либо вступают в реакцию с электродами или растворителем. Продукты реакций либо выделяются на электродах, либо переходят в раствор. Это явление получило название электролиза. Электролиз широко применяется в промышленности для изготовления металлических слепков с рельефных моделей, для нанесения защитных и декоративных покрытий на металлические изделия, для получения из расплавленных руд металлов, для очистки металлов, для получения тяжелой воды, в производстве хлора и др. Одна из новых областей промышленного применения электролиза - электрохимическая размерная обработка металлов. Она основана на принципе растворения металла под действием тока в водных растворах солей. 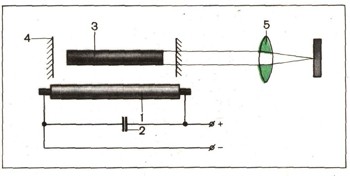 Рисунок 9. Схема оптического квантового генератора: 1 - импульсная лампа; 2 - конденсатор; 3 - рубин; 4 - параллельные зеркала; 5 - линза. При электрохимической размерной обработке электроды располагают в электролите на очень близком расстоянии друг от друга (50-500 мкм). Между ними под давлением прокачивают электролит. Благодаря этому металл растворяется чрезвычайно быстро, и если поддерживать постоянным расстояние между электродами, то на заготовке (аноде) можно получить достаточно точное отображение формы электрода-инструмента (катода). Таким образом, с помощью электролиза можно сравнительно быстро (быстрее, чем механическим методом) изготавливать детали сложной формы, разрезать заготовки, делать в деталях отверстия или пазы любой формы, затачивать инструмент и т. д. К преимуществам электрохимического метода обработки следует отнести, во-первых, возможность обрабатывать любые металлы, независимо от их механических свойств, во-вторых, то, что электрод-инструмент (катод) в процессе обработки не изнашивается. Электрохимическая обработка производится на электрохимических станках. Их основные группы: универсальные копировально-прошивочные - для изготовления штампов, пресс-форм и других изделий сложной формы; специальные - для обработки лопаток турбин; заточные и шлифовальные - для заточки инструмента и плоского или профильного шлифования труднообрабатываемых металлов и сплавов. Лазерная обработка металлов Всем вам приходилось, конечно, ловить солнечные зайчики или фокусировать линзой солнечный свет в маленькое яркое пятно и выжигать им разные рисунки на дереве. А вот на стальном предмете вы не сможете таким образом оставить какой-либо след. Конечно, если бы удалось сконцентрировать солнечный свет в очень маленькую точку, скажем, в несколько микрометров, то тогда удельная мощность (т. е. отношение мощности к площади) была бы достаточной, чтобы расплавить и даже испарить в этой точке любой материал. Но солнечный свет невозможно так сфокусировать. Чтобы с помощью линзы сфокусировать свет в очень малое пятно и получить при этом большую удельную мощность, он должен обладать минимум тремя свойствами: быть монохроматическим, т.е. одноцветным, распространяться параллельно (иметь малую расходимость светового потока) и быть достаточно ярким. Линза фокусирует лучи различного цвета на разном расстоянии. Так, лучи синего цвета собираются в фокус дальше, чем красного. Так как солнечный свет состоит из лучей различного цвета, от ультрафиолетового до инфракрасного, то и точно сфокусировать его не удается - фокусное пятно получается размытым, относительно большим. Очевидно, что монохроматический свет дает значительно меньшее по площади фокусное пятно. Газовый лазер, применяемый для резки стекла, тонких пленок и тканей. В ближайшем будущем такие установки будут применяться для раскроя металлических заготовок значительной толщины. Из геометрической оптики известно, что диаметр пятна света в фокусе тем меньше, чем меньше расходимость светового луча, падающего на линзу. Поэтому-то для поставленной нами цели необходимы параллельные лучи света. И наконец, яркость нужна для того, чтобы создать в фокусе линзы большую удельную мощность. Ни один из обычных источников света не обладает этими тремя свойствами одновременно. Источники монохроматического света маломощны, а мощные источники света, такие, как, например, электрическая дуга, имеют большую расходимость. Однако в 1960 г. советские ученые - физики лауреаты Ленинской и Нобелевской премий Н. Г. Басов и А. М. Прохоров одновременно с лауреатом Нобелевской премии американским физиком Ч. Таунсом создали источник света, обладающий всеми необходимыми свойствами. Его назвали лазер, сокращенно от первых букв английского определения принципа его работы: light amplification by stimulated emission of radiation, т. е. усиление света с помощью стимулированного излучения. Другое название лазера - оптический квантовый генератор (сокращенно ОКГ). Известно, что всякое вещество состоит из атомов, а сам атом состоит из ядра, окруженного электронами. В обычном состоянии, которое называется основным, электроны так расположены вокруг ядра, что их энергия минимальна. Чтобы вывести электроны из основного состояния, необходимо сообщить им извне энергию, например, осветить. Поглощение электронами энергии происходит не непрерывно, а отдельными порциями - квантами. Поглотившие энергию электроны переходят в возбужденное состояние, которое является неустойчивым. Через некоторое время они вновь возвращаются в основное состояние, отдавая поглощенную энергию. Этот процесс происходит не одномоментно. При этом оказалось, что возврат одного электрона в основное состояние и выделение- им при этом кванта света ускоряет (стимулирует) возврат в основное состояние других электронов, которые также выделяют кванты, и притом точно такие же по частоте и длине волны. Таким образом, мы получаем усиленный монохроматический луч. Сейчас светолучевые станки широко применяются в промышленности для получения отверстий в часовых камнях из рубина, алмазах и твердых сплавах, в диафрагмах из тугоплавких труднообрабатываемых металлов. Новые станки позволили в десятки раз повысить производительность, улучшить условия труда и в ряде случаев изготавливать такие детали, которые другими методами получить невозможно. Лазер не только производит размерную обработку микроотверстий. Уже созданы и успешно работают светолучевые установки для резания изделий из стекла, для микросварки миниатюрных деталей и полупроводниковых приборов и др. Электроннолучевая обработка Задумаемся над проблемой: каким образом крохотный участок поверхности - квадратик со стороной 10 мм - из весьма твердого материала разрезать на 1500 частей? С такой задачей повседневно встречаются те, кто занят изготовлением полупроводниковых приборов - микродиодов. Эта задача может быть решена с помощью электронного луча - ускоренных до больших энергий и сфокусированных в остронаправленный поток электронов. Обработка материалов (сварка, резание и т. п.) пучком электронов совсем новая область техники. Она родилась в 50-х годах нашего века. Возникновение новых методов обработки, разумеется, не случайно. В современной технике приходится иметь дело с очень твердыми, труднообрабатываемыми материалами. В электронной технике, например, применяются пластинки из чистого вольфрама, в которых необходимо просверлить сотни микроскопических отверстий диаметром в несколько десятков микрометров. Искусственные волокна изготовляют с помощью фильер, которые имеют отверстия сложного профиля и столь малые, что волокна, протягиваемые через них, получаются значительно тоньше человеческого волоса. Электронной промышленности нужны керамические пластинки толщиной 0,25 мм. На них должны быть сделаны прорези шириной 0,13 мм, при расстоянии между их осями 0,25 мм. Старой технологии обработки такие задачи не по плечу. Поэтому ученые и инженеры обратились к электронам и заставили их выполнять технологические операции резания, сверления, фрезерования, сварки, выплавки и очистки металлов. Оказалось, что электронный луч обладает заманчивыми для технологии свойствами. Попадая на обрабатываемый материал, он в месте воздействия способен нагреть его до 6000°С (температура поверхности Солнца) и почти мгновенно испарить, образовав в материале отверстие или углубление. В то же время современная техника позволяет довольно легко, просто и в широких пределах регулировать энергию электронов, а следовательно, и температуру нагрева металла. Поэтому поток электронов может быть использован для процессов, которые требуют различных мощностей и протекают при самых разных температурах, например для плавки и очистки, для сварки и резания металлов и т. п. Электронный луч способен прорезать даже в самом твердом металле тончайшее отверстие. 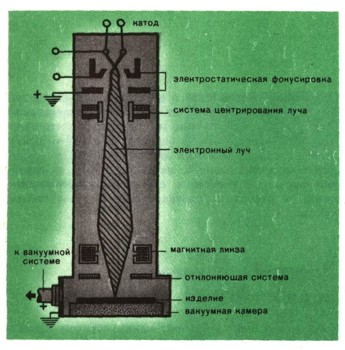 Рисунок 10. Схема электронной пушки Чрезвычайно ценно также, что действие электронного луча не сопровождается ударными нагрузками на изделие. Особенно это важно при обработке хрупких материалов, таких, как стекло, кварц. Скорость обработки на электроннолучевых установках микроотверстий и очень узких щелей существенно выше, чем на обычных станках. Установки для обработки электронным лучом -это сложные устройства, основанные на достижениях современной электроники, электротехники и автоматики. Основная их часть - электронная пушка, генерирующая пучок электронов. Электроны, вылетающие с подогретого катода, остро фокусируются и ускоряются специальными электростатическими и магнитными устройствами. Благодаря им электронный луч может быть сфокусирован на площадке диаметром менее 1 мкм. Точная фокусировка позволяет достигать и огромной концентрации энергии электронов, благодаря чему можно получить поверхностную плотность излучения порядка 15 МВт/мм2. Обработка ведется в высоком вакууме (остаточное давление примерно равно 7 МПа). Это необходимо, чтобы создать для электронов условия свободного, без помех, пробега от катода до заготовки. Поэтому установка снабжена вакуумной камерой и вакуумной системой. Обрабатываемое изделие устанавливают на столе, который может двигаться по горизонтали и вертикали. Луч благодаря специальному отклоняющему устройству также может перемещаться на небольшие расстояния (3-5 мм). Когда отклоняющее устройство отключено и стол неподвижен, электронный луч может просверлить в изделии отверстие диаметром 5-10 мкм. Если включить отклоняющее устройство (оставив стол неподвижным), то луч, перемещаясь, будет действовать как фреза и сможет прожигать небольшие пазы различной конфигурации. Когда же нужно "отфрезеровать" более длинные пазы, то перемещают стол, оставляя луч неподвижным. Контролируют ход электронной обработки обычно с помощью оптического микроскопа. Он позволяет точно установить луч до начала обработки, например резания по заданному контуру и наблюдать за процессом. Электроннолучевые установки часто оснащаются программирующим устройством, которое автоматически задает темп и последовательность операций. Обработка токами высокой частоты Если тигель с помещенным в нем куском металла обмотать несколькими витками провода и пустить по этому проводу (индуктору) переменный ток высокой частоты, то металл в тигле начнет нагреваться и через некоторое время расплавится. Такова принципиальная схема применения токов высокой частоты (ТВЧ) для нагрева. Например, разогреваемое вещество - проводник. Переменное магнитное поле, которое появляется при прохождении переменного тока по виткам индуктора, заставляет электроны свободно двигаться, т. е. порождает вихревые индукционные токи. Они и разогревают кусок металла. Диэлектрик же разогревается за счет того, что магнитное поле колеблет в нем ионы и молекулы, "раскачивает" их. Чем быстрее движутся частицы вещества, тем выше его температура. 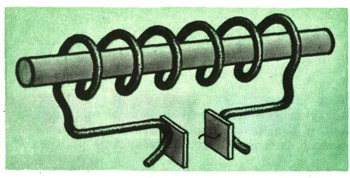 Рисунок 11. Принципиальная схема действия установки для нагрева изделий токами высокой частоты. Для высокочастотного нагрева сейчас наиболее широко применяются токи с частотой от 1500 Гц до 3 ГГц и выше. При этом нагревательные установки, использующие ТВЧ, нередко имеют мощность в сотни и тысячи киловатт. Их конструкция зависит от размеров и формы нагреваемых объектов, от их электрического сопротивления, от того, какой нагрев требуется - сплошной или частичный, глубокий или поверхностный, и от других факторов. Чем больше размеры нагреваемого объекта и чем выше электрическая проводимость материала, тем более низкие частоты можно применять для нагрева. И наоборот, чем меньше электрическая проводимость, чем меньше габариты нагреваемых деталей, тем более высокие частоты необходимы. Высокочастотные плавильные печи сейчас работают на многих предприятиях. В них выплавляют высококачественные сорта стали, магнитные и жаростойкие сплавы. Часто плавка производится в разреженном пространстве - в глубоком вакууме. При вакуумной плавке получаются металлы и сплавы наивысшей чистоты. Вторая важнейшая "профессия" ТВЧ - закаливание металла. Многие важные детали автомобилей, тракторов, металлорежущих станков и других машин и механизмов теперь закаливаются токами высокой частоты. Нагрев ТВЧ позволяет получить высококачественную скоростную пайку различными припоями. ТВЧ нагревают стальные заготовки для обработки их давлением (для штамповки, ковки, накатки). При нагреве ТВЧ не образуется окалины. Это экономит металл, увеличивает срок службы штампов, улучшает качество поковок. Облегчается и оздоровляется труд рабочих. Очень широко применяются ТВЧ и для обработки таких важных материалов, как пластмассы. На заводах пластмассовых изделий в установках ТВЧ нагревают заготовки перед прессованием. Хорошо помогает нагрев ТВЧ при склеивании. Многослойные небьющиеся стекла с пластмассовыми прокладками между слоями стекла изготавливают при нагреве ТВЧ в прессах. Так же, кстати, нагревают древесину при изготовлении древесностружечных плит, некоторые сорта фанеры и фасонные изделия из нее. А для сварки швов в изделиях из тонких листов пластмасс применяют специальные машины ТВЧ, напоминающие швейные. Этим способом изготавливают чехлы, футляры, коробки, трубы. Последние годы все шире применяется нагрев ТВЧ в стекольном производстве - для сварки различных стеклянных изделий (труб, пустотелых блоков) и при варке стекла. Нагрев ТВЧ имеет большие преимущества перед другими методами нагрева еще и потому, что в ряде случаев основанный на нем технологический процесс лучше поддается автоматизации. Несмотря на появление новых инновационных материалов, металл остаётся основой промышленности и строительства. Новые технологии машиностроения позволяют разработать новые способы обработки металлов, что и является главной задачей технологов и конструкторов. Обработка металлов по новым технологиям ведется с целью улучшения качества, повышения точности обработки, производительности и уменьшения количества отходов. |