Обзор и анализ промышленных контроллеров и модулей вводавывода для технологических систем
 Скачать 1.45 Mb. Скачать 1.45 Mb.
|

 Министерство науки и высшего образования Российской Федерации Министерство науки и высшего образования Российской ФедерацииФедеральное государственное бюджетное образовательное учреждение высшего образования «Южно-Российский государственный политехнический университет (НПИ) имени М.И. Платова ФАКУЛЬТЕТ ЭнФ ______________________________________ КАФЕДРА ЭиЭА______________________________________ НАПРАВЛЕНИЕ 13.03.02____________________________________ Научно-исследовательская работа НА ТЕМУ: Обзор и анализ промышленных контроллеров и модулей ввода/вывода для технологических систем Выполнил студент3курса, группыЕвстратов М.Б. Фамилия, имя, отчество Принял к.т.н доцент Гуммель А.А. Должность, звание Фамилия, имя, отчество «_____» ___________________2020 г. __________________________ Подпись Новочеркасск, 2020 г.  Содержание Введение…………………………………………………………………………...4 1 Классификация промышленных контроллеров……………………………...6 2 Обзор промышленных контроллеров……………………….........................7 2.1 Область применения промышленных контроллеров……………….13 2.2 Анализ промышленных контроллеров………………………………14 3 Модули ввода/вывода…………………………………………………………15 3.1 Виды модулей…………………………………………………………15 3.2 Область применения модулей ввода/вывода………………………..18 3.3 Анализ модулей ввода/вывода……………………………………….19 Заключение………………………………………………………………………20 Список использованных источников…………………………………………..21 Введение Промышленный контроллер — подсистема, управляющая работой подключенных к ней устройств, но, как правило, не изменяющая данные, которые могут проходить сквозь неё. Возможно формированием потока данных для передачи или записи на носитель. К контроллерам могут подключаться периферийные устройства или каналы связи Промышленные контроллеры представляют собой устройства, предназначенные для сбора, преобразования, обработки, хранения информации и выработки команд управления. Они реализованы на базе микропроцессорной техники и работают в локальных и распределенных системах управления в соответствии с заданной программой. В зависимости от решаемой задачи промышленные контроллеры могут применяться на транспорте, для управления климатом, при автоматизации технологических процессов, позволяют измерять и регулировать различные физические и логические величины: температуру, влажность, давление, ток, напряжение и т.д. По техническим возможностям, которые определяют уровень решаемых задач, ПЛК делятся на классы: нано-, микро-, малые, средние и большие. Первоначально они предназначались для замены релейно-контактных схем, собранных на дискретных компонентах - реле, счетчиках, таймерах, элементах жесткой логики. Модули ввода-вывода – устройства, используемые в системах удаленного доступа для увеличения числа каналов для поступающей информации, а так же числа каналов для исходящей информации и сигналов управления. Модули ввода/вывода делятся на дискретные и аналоговые. Дискретные модули ввода функционально предназначены для приема и обработки дискретных сигналов и передачи их на общую шину сети по оговоренному протоколу после поступления инициирующего сигнала. Аналоговые модули ввода принимают и обрабатывают аналоговые сигналы и передают так же на общую шину по установленному протоколу. Модули вывода принимают сигналы общей шины по определённому протоколу и передают их на выходные каналы. При этом выходной сигнал для дискретных модулей вывода определяется как логический сигнал в диапазоне 10…28 В, реализованный как транзисторный NPN/PNP с открытым коллектором. Выходные сигналы аналоговых модулей вывода согласованы по своим электромагнитным характеристикам с входами исполнительных механизмов, управляемых системой. 1 Классификация промышленных контроллеров. Чтобы классифицировать огромное разнообразие производимых в настоящее время промышленных контроллеров необходимо рассмотреть их отличия. Основной показатель ПЛК – возможное количество каналов ввода-вывода. В зависимости расположения модулей ввода-вывода промышленных контроллеров различают: Моноблочные ПЛК – осуществление удаления или замены модулей ввода-вывода невозможно. Конструкция промышленного контроллера представляет единый цельный корпус с устройствами ввода-вывода Модульные ПЛК – смена модулей возможна. Конструкция представляет собой общую корзину с модулем центрального процессора и сменными модулями ввода-вывода. За выбор состава модулей, в зависимости от поставленных задач, отвечает проектировщик АСУ ТП. Распределенные ПЛК – модули ввода-вывода вынесены за пределы контроллера, выполняются в спецкорпусах и соединяются с контроллером при помощи промышленной сети с использованием интерфейсов, таких как например RS-485. Модули могут быть расположены на значительном удалении от самого промышленного контроллера. Многим промышленным контроллерам доступна возможность замены процессорных плат обладающих различной производительностью. Благодаря этому значительно расширяется круг возможностей решаемых АСУ ТП на базе ПЛК, не меняя конструктива промышленного контроллера. По способу крепления и конструктивному исполнению промышленные контроллеры подразделяются на: Панельные – монтаж осуществляется на дверце шкафа или на панели; DIN-реечные - монтаж осуществляется внутри шкафа на DIN-рейку; Стоечные – монтаж осуществляется в стойке; Бескорпусные – применяется производителями оборудования ОЕМ (Original Equipment Manufacturer) в специализированных конструктивах. В зависимости от области возможного применения промышленные контроллеры подразделяются на: Общепромышленные универсальные ПЛК; Коммуникационные ПЛК; ПЛК управления роботами; ПЛК спецназначения; ПЛК управления перемещением и позиционированием. Также, исходя из представленной классификации, стоит отметить, что промышленные контроллеры могут содержать ввод-вывод или же быть без него. Примером контроллера без модулей ввода-вывода, например, является коммуникационный контроллер, который предназначен для выполнения функции межсетевого шлюза, или пример контроллера, который осуществляет сбор данных с промышленных контроллеров отдельных агрегатов уровня АСУ ТП. 2 Обзор промышленных контроллеров. Программируемые логические контроллеры (ПЛК) широко применяются в сфере промышленной автоматизации разнообразных технологических процессов на больших и малых предприятиях. Популярность контроллеров легко объяснима. Их применение значительно упрощает создание и эксплуатацию как сложных автоматизированных систем, так и отдельных устройств, в том числе — бытового назначения. ПЛК позволяет сократить этап разработки, упрощает процесс монтажа и отладки за счет стандартизации отдельных аппаратных и программных компонентов, а также обеспечивает повышенную надежность в процессе эксплуатации, удобный ремонт и модернизацию при необходимости. Принято считать, что задача создания прообраза современного ПЛК возникла в конце 60-х годов прошлого столетия. В частности, в 1968 году она была сформулирована руководящими специалистами General Motors. Тогда эта компания пыталась найти замену для сложной релейной системы управления. Согласно полученному заданию на проектирование, новая система управления должна была отвечать таким критериям как: простое и удобное создание технологических программ; возможность изменения рабочей управляющей программы без вмешательства в саму систему; простое и недорогое обслуживание; повышенная надежность при сниженной стоимости, в сравнении с подобными релейными системами. Упрощенное представление состава и принципа действия ПЛК хорошо демонстрирует рисунок 1. Из него видно, что ПЛК имеет три основные секции: входную; выходную; центральную. 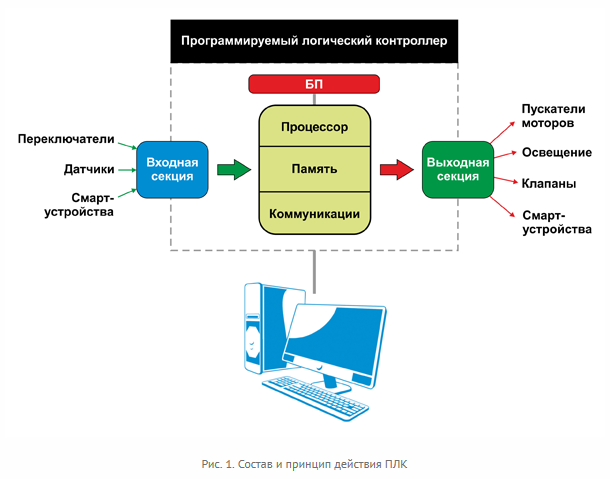  2.1 Типы ПЛК. Современные ПЛК, использующие инновационные технологии, далеко ушли от первых упрощенных реализаций промышленного контроллера, но заложенные в систему управления универсальные принципы были стандартизированы и успешно развиваются уже на базе новейших технологий. Крупнейшими мировыми производителями ПЛК сегодня являются компании Siemens AG, Allen-Bradley, Rockwell Automation, Schneider Electric, Omron. Кроме них ПЛК выпускают и многие другие производители, включая российские компании ООО КОНТАР, Овен, Сегнетикс, Fastwel Групп, группа компаний Текон и другие.  По конструктивному исполнению ПЛК делят на моноблочные (рисунок 2) и модульные. В корпусе моноблочного ПЛК наряду с ЦП, памятью и блоком питания размещается фиксированный набор входов/выходов. В модульных ПЛК используют отдельно устанавливаемые модули входов/выходов. Согласно требованиям МЭК 61131, их тип и количество могут меняться в зависимости от поставленной задачи и обновляться с течением времени. ПЛК подобной концепции представлены на рисунке 3. Подобные ПЛК могут действовать в режиме «ведущего» и расширяться «ведомыми» ПЛК через интерфейс Ethernet.  7 . 2.2 Анализ промышленных контроллеров Первичным источником для БП чаще всего служит промышленная сеть 24/48/110/220/400 В, 50 Гц. Другие модели БП могут использовать в качестве первичного источник постоянного напряжения на 24/48/125 В. Стандартными для промышленного оборудования и ПЛК являются выходные напряжения БП: 12, 24 и 48 В. В системах повышенной надежности возможна установка двух специальных резервированных БП для дублирования электропитания. Для сохранения информации при аварийных отключениях сети электропитания в ПЛК используют дополнительную батарею. Как известно, первоначальная концепция программируемого логического контроллера сформировалась во времена перехода с релейно-транзисторных систем управления промышленным оборудованием на появившиеся тогда микроконтроллеры. Подобные ПЛК с 8- и 16-разрядными МП ограниченной производительности до сих пор успешно эксплуатируются и находят новые сферы применения. Огромный прогресс в развитии микроэлектроники затронул всю элементную базу ПЛК. У них значительно расширился диапазон функциональных возможностей. Несколько лет назад немыслимы были аналоговая обработка, визуализация технологических процессов или даже раздельное использование ресурсов ЦП в качестве непосредственного управляющего устройства. В настоящее время поддержка этих функций входит в базовую версию многих ПЛК. Примером подобного подхода является отдельное направление в линейке продукции компании Texas Instruments. Как известно, TI не входит в число производителей ПЛК, но выпускает для них специализированные ЦП и сетевые процессоры, компоненты для создания периферийных цифровых и аналоговых модулей, контроллеры температуры, смешанные модули цифровых и аналоговых входов/выходов. 2.3 Особенности работы и программирования ПЛК. Теперь, когда стали более понятными основные возможности ПЛК, следует выяснить способы их применения. Система программирования является одной из примечательных и полезных особенностей ПЛК, она обеспечивает упрощенный подход к разработке управляющих программ для специалистов различного профиля. Именно в ПЛК впервые появилась удобная возможность программирования контроллеров путем составления на экране компьютера визуальных цепей из релейных контактов для описания операторов программы (рисунок 6). Таким образом, даже весьма далекие от программирования инженеры-технологи быстро осваивают новую для себя профессию. Подобное программирование называют языком релейной логики или Ladder Diagram (LD или LAD). Задачи, решаемые при этом ПЛК, значительно расширяются за счет применения в программе функций счетчиков, таймеров и других логических блоков. 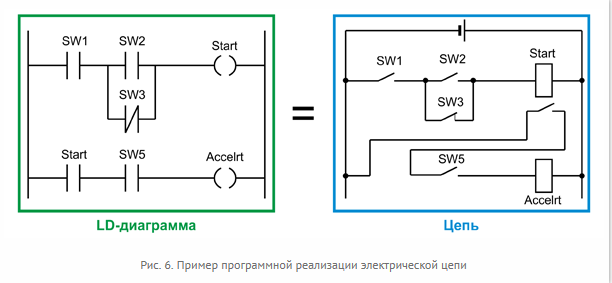 3 Модули ввода/вывода Системы ввода/вывода находят наибольшее применение в ПЛК; Ethernet и беспроводная связь входят в число пяти самых распространенных способов связи. Ожидается, что по сравнению с 2004 г. респонденты увеличат закупки. Модули ввода/вывода (I/O-модули) чаще всего используются в качестве слота в ПЛК или как распределенные системы ввода/вывода. В последнее время наблюдается наибольший рост соединений слотов ПЛК. Пять верхних мест заняли следующие соединительные коммуникации: Ethernet, 4-20 мА, Mod-bus RS-485, DeviceNet и беспроводные протоколы. Согласно опросу, проведенному Control Engineering среди своих подписчиков, затраты на модули в последующие 12 месяцев будут такими же или даже превысят уровень текущего года у подавляющей части респондентов (94%). 3.1 Виды модулей В 2006 г. по объему применения (свыше 90%) среди модулей ввода/вывода верхнюю позицию занимают устройства с дискретными и аналоговыми входами и дискретными выходами. Это соотношение сохранится и в будущем году. В 2004 г. аналоговый вход, дискретный вход, сетевой интерфейс, дискретный выход и аналоговый выход входили в число самых применяемых модулей ввода/вывода (свыше 90%) и ожидается также, что они останутся наиболее распространенными. Показатели наибольшего (ок. 95%) и наименьшего (ок. 50%) процента использования в 2006 г. остались примерно такими же, как и в 2004 г. В этих крайних точках редко происходило смещение показателей более чем на 10%. ПИД перешел с 86% в 2004 г. на 74% в 2006 г., показатели для автоматического регулирования — 79% в 2004 г. и 68% в 2006 г. Блоки с сетевыми соединениями и блоки с встроенной логикой с 2004 по 2006 г. увеличились незначительно. Рис. 6. Модуль ввода/вывода МВВ-16. 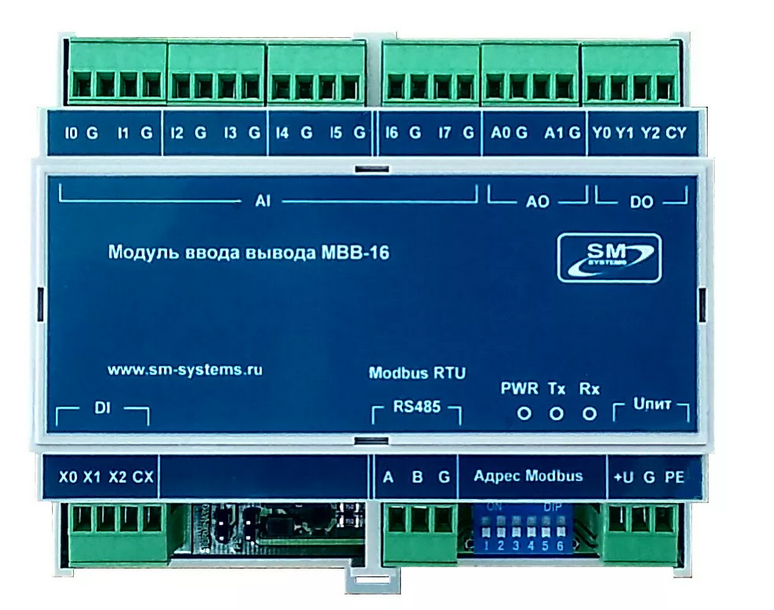 Рис.7. Модуль ввода/вывод УСО-К.  Рис.8.Модуль ввода/вывод Mx110  3.2 Области применения модулей ввода/вывода В 2006 г. 81% респондентов применяют I/O-модули в ПЛК-системах, 59% вставляют их в ПЛК, 51% применяют в распределенных системах ввода/вывода, 46% используют смонтированные на DIN-рейке поставщиками средств управления на базе ПЛК, 35% — применяют в системах на базе ПК, 25% — в DCS-системах, 22% — смонтированными на DIN-рейке поставщиками, не работающими с контроллерами, 20% — в сетевом шлюзе, 10% — в программируемых контроллерах автоматизации (РАС), 14% — в отдельных точках, 9% — в устройствах IP67 блочного типа, 7% — в устройствах IP67 модульного типа и 2% — в прочих местах. В 2006 г. по сравнению с 2004 г. наибольшие изменения были связаны с увеличением на 12% доли модулей, вставляемых в ПЛК, и с уменьшением на 9% доли систем на основе ПК. Это снижение компенсировалось, однако, введением РАС, нового пункта для выбора, представленного в опросе 2006 г. Это объясняет спад в применении, поскольку РАС сочетают в себе логику ПК и надежность ПЛК. Как отмечает Томас Тромблей, менеджер по группе устройств ввода/вывода ArmorBlock в Rockwell Automation, некоторые новые технологии ввода/ вывода обеспечивают гибкость применения таких устройств за счет того, что любые точки могут использоваться как для ввода, так и для вывода. Это упрощает задачу конфигурирования любой системы управления. 3.3 Анализ модулей ввода/вывода Дискретные модули ввода-вывода серий ARD и ARM по своим эксплуатационным данным и техническим характеристикам во многом схожи. Различия, в основном, заключаются в части взаимодействия с ПЛК через общую шину системы. Дискретные модули ввода/вывода серии ARD поддерживают обмен данными на основе протокола DeviceNet и обладают определенной универсальностью, поскольку позволяют использовать различные процедуры связи, включая передачу по изменению (процедура «COS»), позволяющую использовать модули даже в «многомастерных» шинах. Кроме того, возможен многобайтный ввод сигналов. Дискретные модули ввода/вывода серии ARM поддерживают обмен данными по протоколу ModBus RTU, при этом может использоваться только одна процедура связи: циклический опрос («POLL») и однобайтный ввод данных. Модуль удаленного ввода/вывода ARIP состоит из модуля питания, модуля сопряжения и модулей аналогового и цифрового ввода/вывода. Модуль сопряжения поддерживает множество протоколов (EtherCAT, CC-Link, ProfiNet, ProfiBus, EtherNet/IP, DeviceNet, Modbus TCP и Modbus RTU) для связи с ПК, промышленными ПЛК и ЧМИ. Заключение: Контроллеры могут быть представлены как миниатюрными, имеющими приблизительно 32 встроенных порта входа/ выхода (I/O), так и полнофункциональными системами, имеющими тысячи портов входов/выходов. ПЛК программируют с помощью ПО на ПК, так что любые изменения в программе контроллера потребуют наличия компьютера. Однако при этом многие параметры могут быть подстроены с помощью встроенного интерфейса с оператором, который представляет из себя комбинацию ПЛК и человеко-машинного интерфейса (HMI), и являются новым классом контроллеров. Модули ввода-вывода поддерживают один из коммуникационных протоколов: DeviceNet, ModBus RTU. Обмен данными между модулем ввода-вывода и контроллером сети осуществляется по принципу «ведущий – ведомый». При этом модуль ввода-вывода выполняет ведомые функции. Список использованных источников 1. Гуров, В.В. Микропроцессорные системы: Учебное пособие / В.В. Гуров. - М.: Инфра-М, 2013. - 318 c. 2. Кузин, А.В. Микропроцессорная техника / А.В. Кузин. - М.: Academia, 2010. - 16 c. 3. С. Кейслер. Проектирование операционных систем для малых ЭВМ: Пер. с англ. –М.: Мир, 1986. –680 с. 4. Э. Таненбаум, А. Вудхалл. Операционные системы: разработка и реализация. КлассикаCS. –СПб.: Питер, 2006. –576 с. |