Определение структурного класса высоколегированной стали с помощью диаграммы Шеффлера. Подбор марки сварочной проволоки для сварки аустенитной стали
 Скачать 269.33 Kb. Скачать 269.33 Kb.
|

ЗАДАНИЯ И МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ВЫПОЛНЕНИЮ ПРАКТИЧЕСКОЙ РАБОТЫ №2 по дисциплине «ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ» ПО ТЕМЕ «Определение структурного класса высоколегированной стали с помощью диаграммы Шеффлера. Подбор марки сварочной проволоки для сварки аустенитной стали» 5 Вариант
Екатеринбург 2021 ПРАКТИЧЕСКАЯ РАБОТА №2 По теме «Определение структурного класса высоколегированной стали с помощью диаграммы Шеффлера. Подбор марки сварочной проволоки для сварки аустенитной стали» Цель работы: углубить и систематизировать знания о свариваемости высоколегированных сталей, освоить умения подбора сварочной проволоки для сварки аустенитной стали. 1. Химический состав стали 09Х14Н19В2БР1
2. Диаграмма Шеффлера Niэкв=%Ni+30*%C+0,5*%Mn Niэкв=20+30*0,12+0,5*2=24,6% Crэкв=%Cr+%Mo+1,5*%Si+0,5*%Nb Crэкв=15+1,5*0,6+0,5*1,3=16,55% 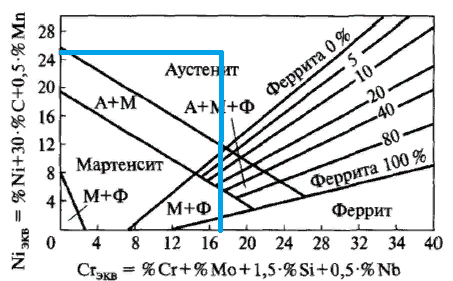 Рисунок 1 – Диаграмма Шеффлера (сталь 09Х14Н19В2БР1) Из диаграммы Шеффлера видим, что сталь аустенитного класса. 3. Область применения стали: роторы, диски, лопатки турбин с длительным сроком службы при температурах 650-700°. 4. В соответствии с ГОСТ 2246-70 выбираем сварочную проволоку Св-06Х19Н9Т для сварки стали 09Х14Н19В2БР1.
Niэкв=%Ni+30*%C+0,5*%Mn Niэкв=10+30*0,08+0,5*2=13,4% Crэкв=%Cr+%Mo+1,5*%Si+0,5*%Nb Crэкв=20+1,5*1=21,5% 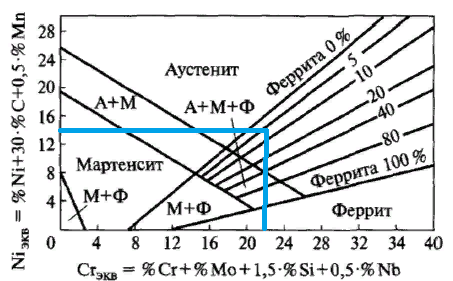 Рисунок 2 – Диаграмма Шеффлера (Св-06Х19Н9Т) По диаграмме Шеффлера для стали 09Х14Н19В2БР1 содержание феррита в наплавленном металле составляет 5-10%. 1. Химический состав стали 20Х13
2. Диаграмма Шеффлера Niэкв=%Ni+30*%C+0,5*%Mn Niэкв=0,6+30*0,25+0,5*0,6=8,4% Crэкв=%Cr+%Mo+1,5*%Si+0,5*%Nb Crэкв=14+1,5*0,6=14,9% 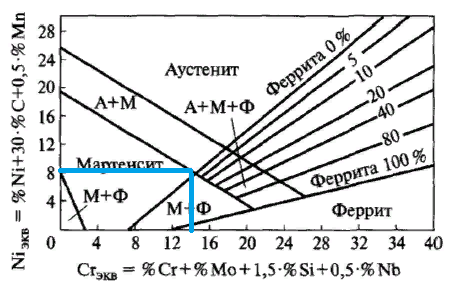 Рисунок 3 – Диаграмма Шеффлера (сталь 20Х13) Из диаграммы Шеффлера видим, что сталь мартенситного класса. 3. Область применения стали: энергетическое машиностроение и печестроение; турбинные лопатки, болты, гайки, арматура крекинг-установок с длительным сроком службы при температурах до 500°. 4. В соответствии с ГОСТ 2246-70 выбираем сварочную проволоку Св-12Х13 для сварки стали сталь 20Х13.
Niэкв=%Ni+30*%C+0,5*%Mn Niэкв=0,6+30*0,14+0,5*0,7=5,15% Crэкв=%Cr+%Mo+1,5*%Si+0,5*%Nb Crэкв=14+1,5*0,7=15,05% 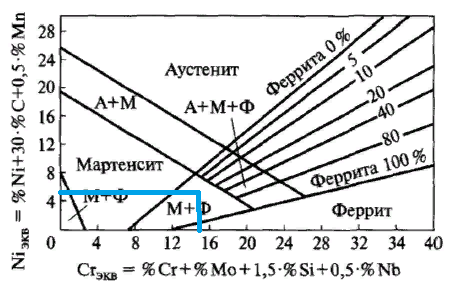 Рисунок 2 – Диаграмма Шеффлера (Св-12Х13) Мартенситные хромистые стали сваривают либо с применением сварочных материалов, обеспечивающих образование металла шва, близкого по составу и свойствам к основному металлу (иногда с несколько меньшим содержанием углерода), либо с применением аустенитных присадочных материалов. Так, например, для сварки стали 20X13 используют электроды марок ЛМЗ-1, УОНИ-13/НЖ (стержень электродов Св-12X13). Для предотвращения образования холодных трещин мартенситные стали сваривают при температуре воздуха > 0°С и применяют предварительный подогрев до 200...450°С, главным образом при сварке металла средних и больших толщин. При этом температуру подогрева выбирают в зависимости от содержания углерода в свариваемой стали, ее толщины, размеров и жесткости свариваемого изделия. |
