пример. 4. ТЕХНОЛОГИЯ РЕМОНТА ЭЛЕКТРИЧЕСКИХ МАШИН. Организация и структура электроремонтного производства
 Скачать 106.36 Kb. Скачать 106.36 Kb.
|

|
ОРГАНИЗАЦИЯ И СТРУКТУРА ЭЛЕКТРОРЕМОНТНОГО ПРОИЗВОДСТВА При организации электроремонтного производства следует учитывать размеры обслуживаемого района, расположение обслуживаемых объектов и масштабы их ремонтного фонда, а также возможность обеспечения электроремонтного предприятия электрической и тепловой энергией, водой, транспортом, квалифицированной рабочей силой и т.д. Помещения электроремонтных предприятий должны быть защищены от осадков и проникновения пыли. Наряду с территориальными предприятиями электроремонта. существуют ремонтные заводы и цехи по ведомственной принадлежности. При такой организации ремонта у ремонтных предприятий снижается номенклатура ремонтируемых изделий, что позволяет создавать необходимые обменные фонды по всей номенклатуре (сокращает время замены неисправного оборудования), а также применять при ремонте специализированное оборудование (повышает качество и уменьшает стоимость ремонта). При определении масштаба ремонтного предприятия следует иметь в виду не только объем парка обслуживаемого электрического оборудования, но и экономическую эффективность его работы. Исследования ряда авторов показали, что при увеличении числа условных ремонтных единиц (см. § 7Л) до 5 тысяч штук происходит интенсивное снижение трудоемкости и себестоимости ремонта. При увеличении числа условных ремонтных единиц 5 до 70 тысяч штук снижение трудоемкости и себестоимости ' происходит со средней интенсивностью, а в интервале 70... 200 тысяч штук трудоемкость и себестоимость ремонта уменьшаются незначительно. Поэтому максимальный объем электроремонтного производства, при котором обеспечивается минимальная себестоимость ремонта, находится в пределах 160... 180 тысяч условных ремонтных единиц. При большем числе электрических машин, обслуживаемых одним ремонтным предприятием, себестоимость ремонта снижаться не будет. Особое внимание при организации электроремонтного производства следует уделять качеству ремонта, чтобы в соответствии с задачами ремонта работоспособность электрического и электромеханическою оборудования была бы полностью восстановлена. Это в свою очередь требует применения достаточно дорогого специализированного оборудования, окупающегося при достаточно высокой его загрузке. Иначе говоря, для создания эффективного производства необходимо иметь достаточное ремонтируемого на нем оборудования, Стоимость ремонта электрического и электромеханического оборудования достигает в настоящее время до 60 ... 50 % стоимости нового оборудования при практическом отсутствии его дефицита. Поэтому некачественный ремонт не имеет ил какого смысла. Если качественный ремонт невозможно обеспечить, то целесообразнее заменить вышедшее из строя оборудование па новое 1, Определение трудоемкости ремонта и численности ремонтного персонала Для планирования производства и определения годовой программы ремонтного предприятия необходимо иметь сведения и количестве, мощности, режимах и условиях работы электрического и электромеханического оборудования, которое установлено на обслуживаемых этим предприятием производствах. Следует учитывать также возможное развитие (расширение) обслуживаемых производств на срок 5... 7 дет. Все электрические машины, находящиеся в эксплуатации, разделаются на группы и зависимости от типа (асинхронные; синхронные, постоянного тока), мощности (малой — до 1.1кВт,. средней — до [00.. .400 кВт. большой — свыше 400 кВт)» уровня напряжения (низковольтные — до 1 кВ, высоковольтные — свыше 1 кВ) конструктивного исполнения и длительности межремонтного периода. При наличии указанных сведений по номенклатуре электрических машин, подлежащих ремонту, годовая производительность электроремонтного предприятия в единицах продукции определяется по формуле Ре = Кр [ (А1/Т1+А2/Т2 + …+АnTn ) + (A1/t1 + A2/t2 + … +An/tn) ] (1) где А1, Аг, ..., А„ — количество электрических машин в каждой групп. Т1, Т2,.... Т„ — средняя длительность ремонтного цикла для каждой группы машин, лет; t1,t2,…, t — средняя длительность межремонтного периода для этих групп, лет; К0 -1,3 - 1.6 — коэффициент учитывающий развитие обслуживаемых производств и возможные случайные отказы. Если текущие ремонты проводится силами предприятия, 1м котором эксплуатируются электрические машины, то из формулы (1) следует исключить первую составляющую в круглых скобках, определяя годовую производительность только по капитальным ремонтам. Таким образом число проходящих ежегодно ремонт и каждой (группе электрических машин можно найти соответственно по формулам a1=a1/T1 + a1/t1 ; а2 = A2/T2 + A2/t2 ; …; аn = An/Tn + An/Tn (2) Годовая трудоемкость работ по ремонту обслуживаемого парка электрических машин определяется по формуле Tр = (A1/T1) M1 + (A1/t1) m1 + (A2/T2) M2 + (A2/t2) m2 +… …+ (An/Tn) Mn + (An/tn) mn (3) М и т — среднее нормативное время соответственно капитального и текущего ремонта для каждой группы электрических машин. Нормативное время ремонта зависит от типа электрической машины (I — коллекторная; II — синхронная; III — с фазным ротором) и ее конструктивного исполнения, частоты вращения, напряжения и вида ремонт. Для низковольтных асинхронных двигателей (менее 1000 В) с короткозамкнутой обмоткой ротора мощностью до 630 кВт и частотой вращения 1500 об/мин на ремонтах заводях электротехнической промышленности используются трудоемкости ремонту, приведенные в табл. 4. Табл. 4.
Для расчета норм трудоемкости ремонта других электрических машин вводятся дополнительные коэффициенты трудоемкости: Кn — для скоростей, отличных от 1500 об/мин; Ки - для напряжения питанием свыше 1000 П: Кt — для другие типов машин. Ниже приведены значения этих коэффициентов: n, мин-1.................... 3000 1500 1000 750 600 500 Кn ..,...................... . 0,8 1,0 1.1 1,2 1,4 1,5 Тип машины ........„.... 1 1 II II III III Кt..,................ ........ 1,8 1,2 1,3 Напряжение, В . . ....... от1000 до 3300 свыше 3300 до 6600 Ки.......................... 1,7 2,1 Таким образом, трудоемкость капитального М и текущею т ремонтов электрической машины мощностью j можно определить по формулам М}=Мjбаз Кп Кt Кn(4) mj = mjбаз Кп Кt Кn(5) где Мjбаз., mjбаз — трудоемкость соответственно капитальною и текущею ремонта базового асинхронного двигателя мощности; (см. табл. 4). Для крупных высоковольтных электрически двигателей и генераторов нормы трудоемкости ремонта определяются предприятиями-изготовителями Пример. Опрделитъ трудоемкость капитального и текущего ремонтов синхронного двигателя мощностью 500 кВт, напряжение! 3,3 кВ, имеющего номинальную скорость 600 мин-1. М500 = Мjбаз Кп Кt Кn = 225 1,4 1,2 1 7 = 643 чел-ч, m500 = mj баз Кп Кt Кn = 44 1,4 1,2 1,7 = 126 чел-ч. Рассчитав, по формулам (3) ... (5) трудоемкость ремонта всего парка обслуживаемых двигателей, определяют число производственных рабочих N необходимых для выполнения, годовой программы Tp:  (6) (6)где Ф — годовой фонд времени одного рабочего, равный при 41- часовой рабочей неделе 1360 ч (отпуск 15 дней), 1840 ч (отпуск 13 дней), 1320 ч (отпуск 24 дня). Рассмотренная методика является весьма трудоемкой и требует большого объема не всегда доступной информации, что ведет к ошибкам при расчетах. Поэтому на практике часто пользуются укрупненной методикой расчета суть, которой состоит в следующем. Вводится понятие условной единицы ремонта, за которую принимают трудоемкость ремонта одного асинхронного двигателя с короткозамкнутой обмоткой ротора мощностью 5 кВт. напряжение 220/380 В, со скоростью 1500 мин-1, имеющем степень защиты IР23. При отсутствии точных данных по структуре электродвигателей их количество определяется по числу установленных на предприятии станков. Для перехода к условным ремонтным единицам R(к условным двигателям мощностью 5 кВт) количество станков nумножают на коэффициент Ктип R=nKтип (7) где Ктип=2,8-3,2 (для автомобильных заводов); 3,5-4,5 (для заводов тяжелого машиностроения), 3,0 - 3,2 (для подшипниковых заводов и заводов промышленности); 3,0-3,5 (для станкоинструментальных заводов); 3,3-4,3 (дня завода строительного, дорожного и коммунального машиностроения). Суммируя число условных ремонтных единиц на обслуживаемых предприятиях, получают их суммарное число R. Далее по методике определяют продолжительность ремонтного цикла и межремонтного периода взависимости от характера производства, и по формулам (3) и (6) — годовую трудоемкость и число производственных рабочих ремонтного предприятия.1омонтноеч рудоемкость и число и Если известна средняя мощность установленных на предприятиях двигателей, и она отличается от 5 кВт, то приведение к условным ремонтным единицам осуществляют с помощью коэффициентов Средняя мощность, кВт…… 1 3 5 7 10 15 20 30 40 55 75 100 Коэффициент приведения ….0,69 0,78 1 1,19 1,25 1,5 1,8 2,1 2,2 2,3 3,7 4,6 Рассчитанную по такой укрупненной методике трудоемкость ремонта обычно увеличивают из 30% для учета имеющихся на предприятии электрических двигателей, установленных на вспомогательном оборудовании. По известному количеству основные рабочих N определяют число ;вспомогательных рабочих N, инженерно-тонические работников, служащие и младшего обслуживающего персонала N: Nвсп = aN; Nисп =b(N+Nвсп) Nсл = с (N +Nвсп) Примерное распределение основных рабочих электроремонтного предприятия по профессиям определяется трудоемкостью соответствующей группы работ по ремонту В соответствии с приведенной трудоемкостью отдельных видов работ распределение основных рабочих по профессиям выглядит примерно следующим образом: электрообмотчики — 40 %, электрослесари — 37%, электромонтеры испытательной станции — 3 %, станочники — 5 %, пропитчики — 4 %, остальные —11%. 2. Структура цеха по ремонту электрических машин и пускорегулирующей аппаратуры Структура электроремонтного предприятия и состав его оборудования определяются в основном номенклатурой и объемом ремонтируемого оборудования. Поскольку форма организации ремонта электрических машин, трансформаторов и другого электротехнического оборудования является цеховой, то далее будем рассматривать именно эту форму организации ремонта. Следует отметить, что ремонтный цех может быть как самостоятельной производительной единицей, так и являться одним из цехов крупного отраслевого предприятия. В последнем случае на предприятии поддается дополнительно центральная электротехническая лаборатория. В ремонтном цехе производится следующие работы: капитальный ремонт электрических машин, включая их реконструкцию и модернизацию; средний и текущий ремонт; ремонт и изготовление, и пускорегулирующей аппаратуры, изготовление электромонтажных частей для электрических машин и аппаратов; изготовление электромонтажных узлов заготовок; ремонт и изготовление технологической оснастки для ремонта; Все работы, проводимые в этом цехе можно разбить на восемь видов: предремонтные, разборочно – дефектировочные, изоляционно-обмоточные, слесарно-механические, комплектовочные, сбоечные, отделочные послеремонтные. Соответственно в состав этого цеха должны входить следующие отделения и участки: склады поступающей и готовой продукции (территориально они быть объединены в один склад); испытательный участок; участок разборки, мойки и дефекации машин и аппаратов; ремонтно-механический участок; кузнечно-сварочный и участок; отделение ремонта контактных колец, коллекторов и щеточных аппаратов электрических машин и восстановление контактов электрических аппаратов; обмоточное отделение; участок восстановления обмоточных проводов (в ряде случаев здесь осуществляется и изготовление нового обмоточного провода); пропиточно-сушильный участок с отделением окраски; участок комплектации и сборки электрических машин я аппаратов; испытательная станция. Кроме указанных участков, в цехе могут быть участки гальванопластики и столярная мастерская. Типовая схема ремонта представлена на рис. 18. Отметим, что ремонт электрические аппаратов может быть выделен в отдельное производство (отделение). Испытательный участок. Здесь проводит предремонтные испытания для выявления неисправностей электрических машин, поступивших в ремонт. Помимо внешнего осмотра здесь измеряют активные сопротивлений и сопротивление изоляции обмоток, проверяют целостность подшипников (при работе машины холостом ходу), правильность и плотность прилегания щеток к коллектору контактным кольцам, проверяют уровень вибрации. Участок должен быть оснащен подъемно- транспортным и электроизмерительным оборудованием, а также испытательными стендами. Участок разборки, мойки и дефекации. Здесь производят очистку машин перед разборкой, разбирают ее на отдельные узлы и детали и производят их дефекацию (определяют их состояние и степень износа, объем необходимого ремонта), передают неисправные детали и узлы для ремонта на соответствующие участки, а исправные — на участок комплектации. По итогам дефекации ведомость и определяются необходим объем ремонта и потребность и комплектующих изделиях. Участок должен быть оснащен подъемно-транспортным и моечным оборудованием механическими и электрическими инструментами для разборки машин, станками дли удаления обмотки, печью для выжига (нагрева) изоляции, приспособленными для выведения ротора из статора. Ремонтно-механический и кузнечно-сварочные участки. Здесь ремонтируют изношенные и изготавливают новые конструктивные детали электрических машин и аппаратов — валы, корпуса подшипников скольжения, крышки подшипников и др. Здесь же ремонтируют и изготавливают новые токоведущие части, такие как контактные кольца, коллекторы, щеточные механизмы, кон такты. На этом участке производят ремонт и перешихтовку магнитопроводов (сердечников), а также механическую обработку и восстановление резьбовых соединений. Кроме того, на этом участке изготавливают необходимую для ремонта технологическую оснастку. Участки оснащены соответствующим парком универсальных станков для механической обработки деталей, подъемно-транспортным оборудованием, прессами и ножницами для резки металла, универсальным сварочным и слесарным оборудованием. Обмоточное отделение. Здесь ремонтируют старые и изготавливают новые обмотки электрических машин и аппаратов, восстанавливают поврежденный обмоточный провод, осуществляют укладку, пропитку и сушку обмоток, производят сборку рабочей схемы соединения обмоток и осуществляют контроль изоляции обмоток в процессе ее изготовления и укладки. Участок пропитки и сушки должен иметь хорошую вытяжную вентиляцию. Подъемно-транспортное оборудование рассчитывается на узлы, имеющие максимальную массу (как правило, это статоры наиболее крупных машин). В отделении окраски проводят отделочные работы и окраску машин и аппаратов после сборки и испытаний. Там устанавливаются станки для очистки и изолировки проводов, намотки обмоток, резки и формовки изоляции, пресса для формовки катушек из прямоугольного провода, специальные станки для бандажировки обмоток. Отделение оснащено инструментом для пайки и сварки проводов, необходимым пропиточным оборудованием и сушильными шкафами. Участок комплектации и сборки. Сюда направляются исправные чистые узлы и детали с участка разборки и дефекации, отремонтированные узлы и детали из остальных отделений, а также недостающие комплектующие детали (крепеж, подшипники качения и т. п.). Полный машинокомплект поступает на сборку, где осуществляются поузловая и общая сборка электрических машин и аппаратов. Здесь производится и балансировка роторов электрических машин. 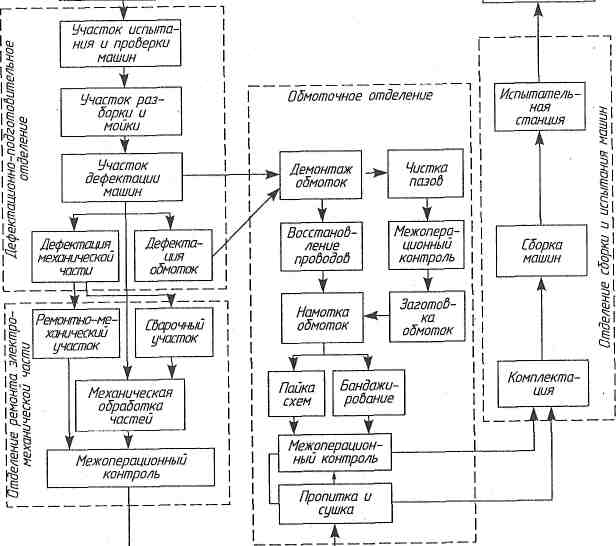 Рисунок 18 - Типовая структурно-технологическая схема ремонта электрических машин Участок оснащен практически тем же оборудованием, что и участок разборки (за исключением моечного оборудования и оборудования для удаления обмоток). Кроме того, здесь установлены балансировочные станки. Испытательная станция. Здесь проводятся после ремонтного испытания электрических машин и аппаратов по соответствующим программам, а также испытания новых конструкций, узлов и деталей, изготовленных в процессе реконструкции или модернизации. Станция оснащена подъемно-транспортным оборудованием и испытательными стендами, включая стенды для высоковольтных испытаний, а также соответствующим защитным оборудованием. Территория станции имеет ограждение для предотвращения доступа на нее постороннего персонала предприятия. 3. Структура цеха по ремонту трансформаторов Трансформаторы считаются самыми надежными элементами электрической системы. По сравнению с другими видами электрического и электромеханического оборудования они отличаются (к шее высокой надежностью в эксплуатации. Однако это утверждение справедливо только при соблюдении всех правил хранения, транспортировки, монтажа и эксплуатации, а также при условии качественного проведения ремонтов. В цехе по ремонту трансформаторов проводятся следующие работы: капитальные ремонты трансформаторов, включая реконструкцию и модернизацию; средние и текущие ремонты; изготовление запасных частей для трансформаторов; ремонты маслонаполненных электрических аппаратов. Аналогично ремонту электрических машин все работы, проводимые в этом цехе, можно разбить на восемь основных видов: предремонтные, разборочно-дефектировочные, обмоточные, слесарно-механические, комплектовочные, сборочные, отделочные и послеремонтные. Соответственно в состав этого цеха должны входить следующие отделения и участки: склады неисправных и отремонтированных трансформаторов; испытательный участок; участок осмотра, разборки и дефектировки трансформаторов и маслонаполненных аппаратов; участок чистки и мойки баков; сварочно-механический участок, на котором проводится и ремонт систем регулирования напряжения; отделение подготовки масла (масляное хозяйство); участок ремонта магнитопроводов (сердечников), оборудованный стационарной установкой для лакирования пластин (для специализированных предприятий с большим объемом работ); отделение по ремонту и изготовлению обмоток; сушильно-пропиточное отделение; склад комплектующих изделий и инструментов; сборочный участок; участок заливки трансформаторов маслом; испытательная станция; участок окраски баков. Подробное описание работ, проводимых на каждом участке ремонта трансформаторов, приведено в разделе IV. Поскольку поступающие в ремонт трансформаторы весьма разнообразны по мощности, габаритным размерам, напряжению и конструктивному исполнению, в большинстве случаев используется индивидуальный метод ремонта, с использованием технологий заводов-изготовителей трансформаторов. Особенностью цеха по ремонту трансформаторов является наличие масляного хозяйства, а также необходимость выполнения значительного объема работ по подготовке масла. При ремонте масло либо восстанавливают, либо заменяют на новое, для чет нужно иметь достаточное количество масла и емкостей для хранения, в цеху должны быть проложены маслопроводы и установлена маслоочистительная аппаратура. Трансформаторное масло является горючим материалом, поэтому особое внимание необходимо уделять пожарной безопасности цеха, особенно участкам, на которых проводится работа с маслом. В отличие от других электротехнических изделий любой ремонт трансформатора, связанный со вскрытием бака и разборкой трансформатора, является капитальным. Это объясняется тем, что после вскрытия трансформатора независимо от масштаба ремонта необходимо выполнить большой объем обязательных работ, таких как обработка масла, замена сорбентов и уплотнений, сушка активной части, контрольные испытания и ряд других. Эти работы занимают много времени и требуют значительных материальных затрат. 4. Структура центральной электротехнической лаборатории Если ремонтные цехи входят в состав крупного отраслевого предприятия (машиностроительный, металлургический, электротехнический завод и т. п.), то в их составе или независимо от них должна быть предусмотрена центральная электротехническая лаборатория, сотрудники которой проводят текущее обслуживание электрического и электромеханического оборудования, а также участвуют в проведении его ремонта. В составе этой лаборатории обычно предусматриваются следующие подразделения. Лаборатория электрических измерений, в которой осуществляются ремонт и поверка практически всех используемых электроизмерительных приборов, а также их проверка на месте установки. Сотрудники этой лаборатории проводят контроль за эксплуатацией электроизмерительных приборов на месте установки. Лаборатория электротехнических испытаний, в которой проводятся послеремонтные и эксплуатационные испытания трансформаторов и высоковольтных двигателей, реакторов и вентильных разрядников, профилактические испытания изоляции высоковольтных выключателей, разъединителей и других коммутационных аппаратов, комплексных распределительных устройств и высоковольтных кабельных линий. Здесь же проводятся испытания всех устройств защиты электротехнических установок, измерение сопротивления заземляющих устройств и контроль за качеством трансформаторного масла, жидких негорючих диэлектриков и других изоляционных материалов. Лаборатория электрического привода, в которой исследуются режимы работы электроприводов и проверяется действие их защит. Сотрудники этой лаборатории принимают участие в пусконаладочных работах и разрабатывают и осуществляют мероприятия по внедрению на предприятии новой техники, замене морально устаревшего оборудования и его модернизации. Кроме того, они проводят наладку оборудования после ремонтов. Лаборатория промышленной электроники, в которой осуществляется ремонт и наладка электронного оборудования, используемого на предприятии, включая контроль за работой силовых полупроводниковых устройств и систем управления. Здесь же могут проводиться работы по контролю и наладке систем дистанционного управления, сигнализации и измерений, а также по разработке оптимальных режимов контроля и управления. Лаборатория релейной защиты и автоматики, в которой осуществляется проверка всех видов устройств релейной защиты и сетевой автоматики, установленных на подстанциях и в распределительной сети предприятия. Здесь разрабатываются программы по вводу новых объектов электроснабжения и ремонту действующих электрических установок, изготавливаются и ремонтируются комплектные устройства, используемые для проверок работы оборудования. В этой лаборатории испытываются новые защитные устройства и проходят поверку установленные на предприятии электроизмерительные приборы и счетчики. Пусконаладочная лаборатория, в которой осуществляется контроль за результатами наладки нового или отремонтированного электрического и электромеханического оборудования, если она проводится сторонними организациями, или самостоятельная наладка этого оборудования, если участие сторонних организаций в наладке не предусмотрено. Лаборатория режимов электроснабжения, в которой собираются и анализируются данные по работе систем электроснабжения, освещения и электропривода, а также определяются и контролируются рациональные режимы питания цехов предприятия и отдельных крупных энергетических объектов. В этой лаборатории разрабатывают и осуществляют мероприятия по минимизации потерь электрической энергии и оптимальной работе устройств компенсации реактивной мощности. На предприятиях электротехнического профиля, как правило, создается лаборатория надежности, в которой собираются и обрабатываются данные по отказам электрического и электромеханического оборудования, а также выявляются причины этих отказов. Кроме рассмотренных задач центральная электротехническая лаборатория контролирует график нагрузки, осуществляет надзор за правильной и безопасной эксплуатацией всех высоковольтных установок предприятия, участвует в составлении и реализации договора электроснабжения с местной электроэнергетической системой. | |||||||||||||||||||