отчет практика ММУ. Практика отчет Корольков 2 2. Отчет о прохождении учебной практики (тип практика по получению первичных профессиональных умений и навыков)
 Скачать 1.92 Mb. Скачать 1.92 Mb.
|

|
Автономная некоммерческая организация высшего образования «МОСКОВСКИЙ МЕЖДУНАРОДНЫЙ УНИВЕРСИТЕТ» Кафедра экономики и управления ОТЧЕТ о прохождении учебной практики (тип: практика по получению первичных профессиональных умений и навыков)
____________________Корольков Иван Викторович_______________________________ (ФИО студента; подпись)
Москва 2022г. Содержание Титульный …………………………………………………………………………...1 Содержание………………………………………………………………..…………2 Введение………………………………………………………………………..…….3 Особенности влияния факторов на производство ………………………………...7 Особенности применения металлообрабатывающего и деревообрабатывающего оборудования…………………………………………………………………….….11 Прохождение заказа………………………………………………………………...13 Внедрение автоматизации коммуникации на производстве………………….….16 Изменение станочного парка производства………………………………………20 Заключение……………………………………………………………………….....26 Список используемых источников………………………………………………...28 Введение Экономический кризис в России и в Мире вошел во все отрасли нашей жизни, вносит свои корректировки в жизнь каждого человека, в его настоящее и будущее. Это не зависит от его уровня доходов и должности, вероисповедания и нации. В то же время — это прекрасная возможность для сбрасывания лишнего груза и устаревшего мышления, переосмысления и глобального реформирования сфер деятельности человека, в том числе и производственных отраслей. Сейчас тот момент, чтобы попробовать уменьшить возможные проблемы промышленности. На мой взгляд основные из них: оставшаяся “советская” система управления, отсутствие интереса у высшего руководства, немотивированность персонала, дешевый человеческий труд, наплевательское отношение к орудиям труда и прочее. В кризисные времена особое внимание заслуживает имущество, в первую очередь орудия труда, большинство из них отслужили свое и подошли к тому, что каждый день их работы может стать последним. Кризис заставляет предпринимателей порой приобретать заведомо сломанное или аварийное оборудование, ремонтировать его или работать с ограниченными возможностями. Большинство оборудования для деревообработки в Московской области да и в остальной России очень старое и имеет массу неисправностей. Новое оборудование из Китая стоит относительно не дорого, но отличается небольшим сроком службы, износ его может стоить в ремонте даже дороже немецких и итальянских аналогов, в т.ч. и старых. Все это дополнительно накладывает высокие требования квалификации рабочего персонала, который может самостоятельно изготавливать рабочие программы, разбираться в сложных старых системах управления и производить мелкий ремонт. Новое оборудование с числовым программным управлением обычно в разы лояльнее к квалификации персонала и могут спасти от критических ошибок и поломок. Все это приводит к тому, что проблема выживания предприятий в изменяющейся обстановке рыночной экономики становится все более важной. Руководству сложно на кого-то положиться в своих решениях. Оптимальные решения трудны, перемены могут быть опасны банкротством, отсутствие перемен ведет к стагнации и медленной гибели. Для анализа предприятия можно применять показатели эффективной работы оборудования и человеческих ресурсов. Я, Корольков Иван Викторович проходил учебную практику в ООО “ЦНР” в должности технолога на предприятии. Предприятие базируется на улице Заводской 8, Московской области в городе Пушкино. Требования предъявляемые к должности в ООО “ЦНР” Понимание изготовления корпусной мебели, POSM, металлоконструкций; Знание современных технологий производства, оборудования и фурнитуры; Умение работать в AutoCad, SolidWorks; Умение работать на станках с числовым программным управлением в деревообработке и металлообработке, понимать принцип их работы; Знание 1С, Office и т.д. Обязанности закрепленные за должностью Изготовление рабочих чертежей для производства; Изготовление рабочей оснастки, шаблонов; Разработка и внедрение при помощи средств автоматического проектирования оптимального режима производства, обеспечение конкурентоспособной продукции и сокращение материальных и трудовых затрат на ее изготовление; Составление планов размещение оборудования, технического оснащение и организации рабочих мест; Разработка маршрутных карт, карт технического уровня и качества продукции; Принятие участия в разработке управляющих программ для оборудования с ЧПУ, их отладке и корректировки для максимальной эффективности оборудования; Участие в экспериментальных работах по освоению новых технологических процессов; Осуществление контроля качества продукции и ее изготовления; Выполнение отдельных служебных поручений своего непосредственного руководителя. Цель практики: реализация полученных теоретических знаний, умений и навыков, а также изучение и получение представления о практической деятельности организации. Задачи практики по получению профессиональных навыков и умений являются: Ознакомиться со стратегическими задачами компании; Приобрести представление о своей профессии; Выработать профессиональную этику и навыки общения с персоналом; Повысить уровень практической подготовки; Получить опыт самостоятельного решения и организации работы задач предприятия; Попробовать повысить производительность труда при помощи мотивации рабочих и установке нового оборудования с ЧПУ; ООО “ЦНР” специализируется на изготовлении мебели, лофт перегородок. Мощностя позволяют разместить на общей площади арендуемых помещений производственные цеха: мебельный, столярный, покрасочный и цех металлообработки. Благодаря таким возможностям, осуществляется полный контроль производства, начиная от идеи заказчика, заканчивая монтажом изделия. Цеха оснащены неплохим оборудованием обширной сферы – лазерная резка, фрезера, сверлильно-присадочные станки с числовым программным управлением и без, распиловочные центры, кромочный станок и т.д. Особенности факторов влияния на производство Любая организация является открытой системой и зависит от внешней среды, которая связана с кадрами, ресурсами и потребителями и т.д. Поэтому ООО “ЦНР” необходимо в своей деятельности учитывать факторы внешней среды и приспосабливаться к ним. В этом организация похоже на биологический организм, который живет, развивается и приспосабливается для выживания. Факторы внешней среды можно охарактеризовать большим количеством данных, которые нужно принимать во внимание к разработке управленческих решений. Их различают на две группы – прямого и косвенного воздействия. Ниже представлен для понимания рисунок 1. 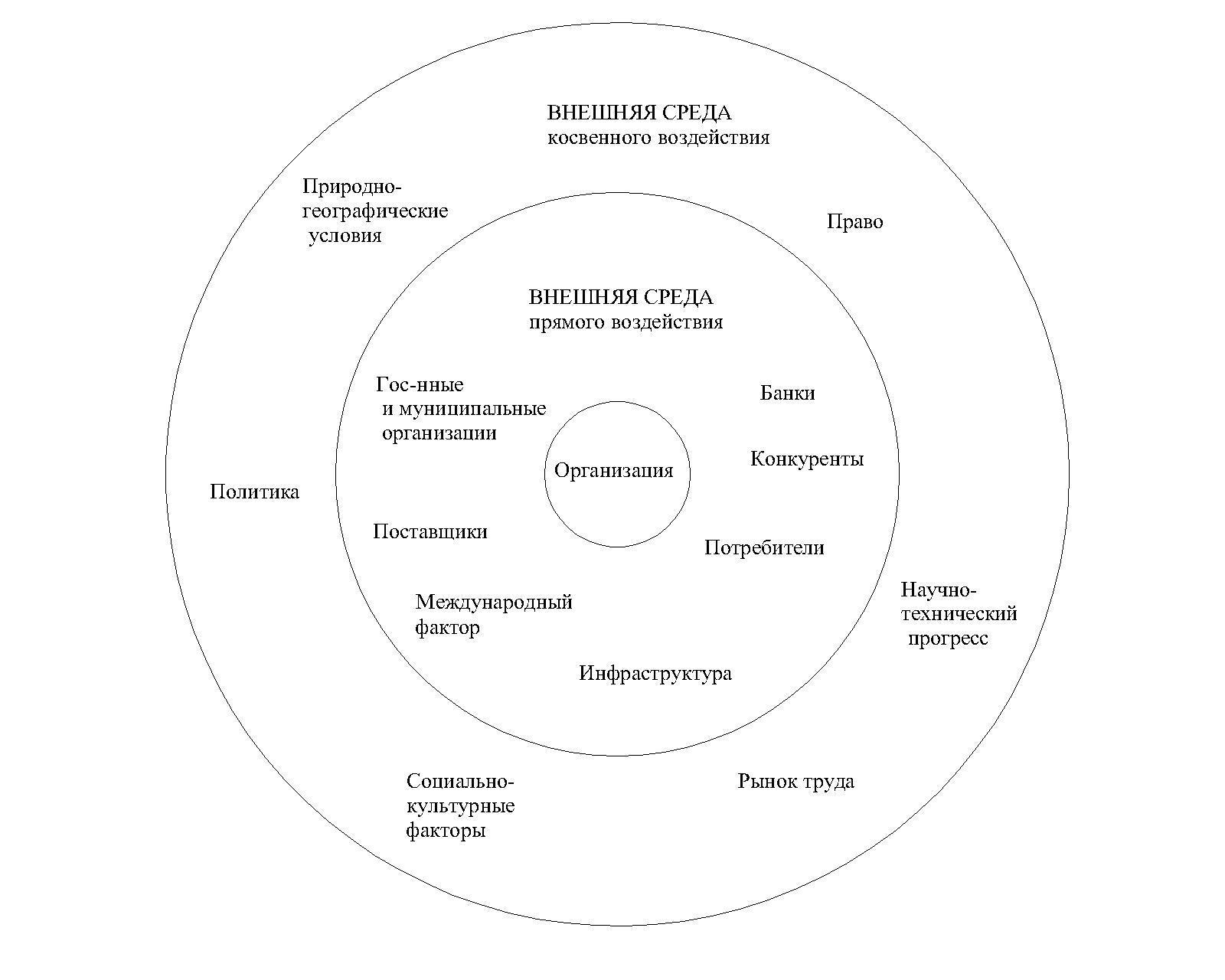 Рисунок 1 – факторы и переменные внешней среды организации Среда прямого воздействия содержит факторы непосредственно влияющие на бизнес и оказывающие прямое воздействие на деятельность организации. Среда косвенного воздействия, она же макросреда, включает факторы, которые могут и не оказывать немедленного прямого действия на организацию, но так или иначе влияет на ее функционирование. В первую очередь на факторы внешней среды прямого воздействия потребители услуг и продукции. В эту группу включаются непосредственные клиенты и покупатели, торговые агенты, фирмы, фирмы-производители, магазины, клиенты и покупатели. Поставщики сырья, воды и электричества непосредственно влияют на ООО “ЦНР” создавая зависимость от ресурсов, их качество и скорость изготовления и поставки, наличие на рынке, цены. Все это создает большие сложности для обеспечения компании ресурсами и играет на дальнейшие цены и зарплаты в компании. Конкуренты. К ним относятся компании, реализующие на одних и тех же рынках свои услуги и продукцию. При анализе конкурентной среды менеджерам необходимо оценивать, в какой степени сильна конкуренция, какое влияние она оказывает на деятельность компании и какие угрозы в себе несет. Факторы внешней среды косвенного воздействия на ООО “ЦНР” в основном упираются в рынок труда, сложно найти специалистов даже за несколько месяцев. Большинство рабочих на рынке неквалифицированные или страдают от вредных привычек. Низкая ответственность, халатность к своим обязанностям, даже денежная мотивация не может решить проблем– все влияет на производство. Порой нерадивый работник может испортить дорогое оборудование, относится с равнодушием к охране труда. Но один из самых больших моментов, он может испортить репутацию, которую так долго зарабатывает компания. Неудачный монтаж, царапина, которую он видел при упаковке изделия или кривая присадка детали – все это несет свой след в репутации. Старшее руководство не всегда способно проследить за всем и вся. Поэтому в ООО “ЦНР” очень тщательно относятся к подбору персонала. Следующий любопытный фактор - это природно-географические условия. Удачное расположение арендуемого предприятия позволяет экономить на доставке изделий, ведь основной объем обслуживаемых магазинов находится в Москве и Московской области. Технические специалисты, рынок труда, удобство доставки оборудования, материалов, инструментов – это сильно влияет на развитии компании. Остальные регионы не так развиты, их транспортная доступность может быть ниже, кадровый потенциал невелик, доставка дорогая и в целом возможность хорошо развиваться в регионах есть у крупных компаний с инвесторами, мелкие производства часто гибнут в текущих условиях, либо работаю “за еду”. К сожалению, научно-технический прогресс для малых предприятий не всегда играет большую роль. Залезать в кредиты для покупки дорогих современных станков могут позволить не все, уверенность в завтрашнем дне у многих отсутствует. В рассматриваемой мной организации в целом большинство станков имеет возраст 2-5 лет, но есть аппараты возрастом более 20 лет. Оснащение числовым программным управлением тоже присутствует далеко не у всех. В дальнейшем я опишу свой опыт по закупке станка с ЧПУ и попробую описать его плюсы и минусы перед станком без ЧПУ. Факторы косвенного воздействия будут упираться один в другой. Право и экономика в регионах могут заставить работника работодателя подставлять друг друга, не соблюдать охрану труда или трудовой кодекс. От знания и соблюдения правовых норм и законов зависят законность деловых операций, правомерность заключения и выполнения тех или иных контрактов и т.д. Покупательская способность населения зависит от уровня налогов, безработицы. Экономическая среда характеризует возможность оборота средств, предоставлять услуги. Образно говоря, при большой финансовой состоятельности, у людей появляется возможность покупать телефоны, появляется необходимость в POSm, идут заказы на предприятие, предприятие платит зарплаты работникам. Если социально-культурный фактор в норме, то готовит человека как ответственного компетентного работника и работодателя, если нет, то в большинстве своем это могут быть маргиналы, лентяи и просто без образования и навыков. В нашей организации соблюдается трудовой кодекс и присутствует атмосфера коллектива адекватных людей и хороших специалистов. Особенности применения металлообрабатывающего и деревообрабатывающего оборудования. Большинство из производственных отраслей не могут обойтись без современного оборудования и материалов. В деятельности нашего предприятия широко используются требуется обработка различных материалов, от листового металла до ЛДСП, соответственно требуется обеспечить им качественную обработку. Сложно представить, какой была бы современная промышленность без металлообрабатывающего оборудования, ведь металл повсеместно используется везде, от пищевой промышленности и заканчивая тяжелой. Деревообработка также несет огромную важность, строительство домов, мебель. В наше время от дерева используется почти 100% его ствола. Распускают на брус, доски, горбыль и опилки перемалывают в труху и делают листовые материалы и т.д. и с каждым годом этот процесс становится все более совершенным. В нашем предприятии по металлообработке используются самые разнообразные подготовительные работы по металлу. Токарная обработка - это обтачивание металлических деталей. Обработка сверлением – это метод обработки, который позволяет проделывать отверстия в деталях, изменять изначальную форму отверстий или увеличивать ее. Лазерная обработка – это разрезание листового металла при помощи лазерного станка. Позволяет вырезать детали точно в размер и нужные формы, имеет огромное преимущество перед разрезным станком. Гибочные станки – гибка листового металла прямоугольной или любой другой формы, широко используется почти на всех предприятиях. Позволяет придать нужную форму или угол трубам или листовому металлу. Деревообрабатывающее оборудование нашей фирмы может обрабатывать древесину и композитные материалы. Форматно-раскроечные центра – роспуск листов ЛДСП, массива дерева, клееных материалов ОСБ и фанеры, МДФ и т.д. Оператор вносит размеры и программы сама составляет карту раскроя и оптимальный рез. К сожалению, режет детали только на квадратные и прямоугольные формы. Фрезерные станки с ЧПУ позволяют кроить листовой материал на детали любой формы, делать фигурную резку и т.д. Удобство заключается в разнообразных используемых материалах и не ограничиваются одной лишь деревообработкой. Кромочные станки наносят кромку на торцы деталей. Это позволяет закрыть на деталях из клееных и композитных материалов кромку и придает эстетический и практический вид. Например, при нанесении шпонированной кромки на деталь из фанеры создается эффект более дорогого массива дерева. Например, в кухонной деятельности позволяет сэкономить на массиве дерева склеивая тонкий деревянный щит с подложкой и закрывая кромкой. Сверлильно-присадочная группа станков позволяет делать в заготовках отверстия. Различаются станки по наличию стойки с ЧПУ и отсутствием ее. Бывают 3-х, 4-х и 5-и координатные. Позволяют сверлить отверстия в торец или в пласть, пилить заготовку или фрезеровать. Подобные станки дали активный рост корпусной мебели и изготовлению дверей. Прохождение заказа Само производство имеет иерархию и цепь прохождения заказа (рисунок 2) с некоторыми моментами, о которых я расскажу чуть позже. 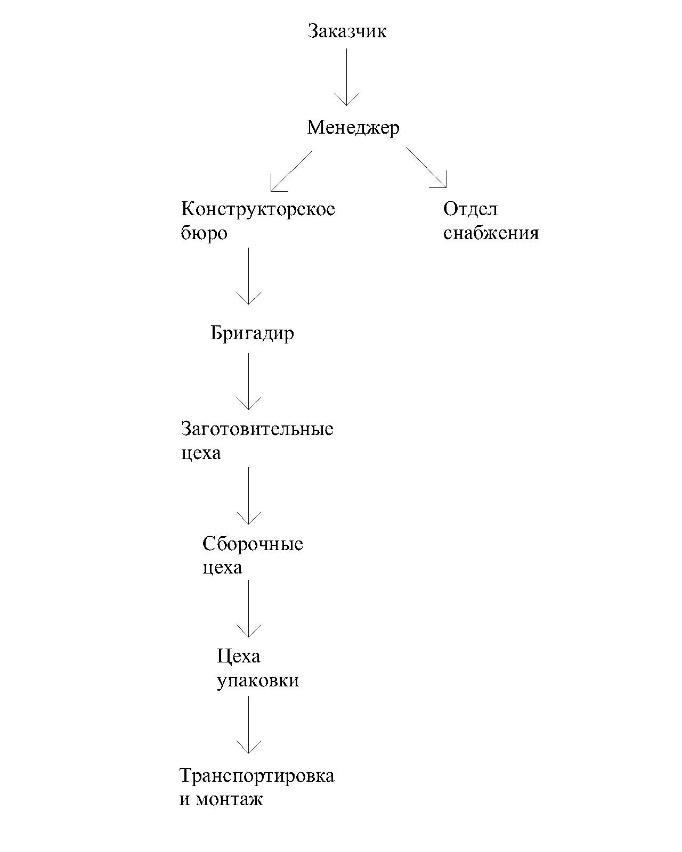 Рисунок 2 – схема продвижения заказа на производстве Заказчик обращается к менеджеру предприятия. Изготавливается концепт, обговариваются все нюансы, мелочи и сроки, составляются договора и сметы на производство изделий. Далее концепт изделия (рисунок 3) передается в конструкторское бюро. В бюро конструктора и технологи разрабатывают чертежи изделий, планы помещений, карты раскроя и присадки, файлы для фрезеров и для печати, программы для станков с ЧПУ и так далее. В процессе этого отдел снабжения заказывает материалы, краску, фурнитуру и инструмент для работы.  Рисунок 3 – концепт и дальнейшее развитие изделия в чертеж По мере доставки заказанных материалов, деятельности КБ и очереди производства, работа начинается в заготовительных цехах. В цехах деревообработки на фрезерах и форматно-раскроечных станках пилят и фрезеруют заготовки, в зависимости от ТЗ их отдают на кромочные станки, присадку и в покраску. Выкраска деталей из МДФ дорогое и сложное занятие, многоступенчатая шлифовка, обработка изоляторами и грунтом, финальная покраска с выдержкой в тепловых камерах и полировка занимают от 5 рабочих дней и больше. В цехах металлообработки режут и гнут листовой металл, сваривают. После чего зачищают и отдают в порошковую покраску с последующим запеканием. Потом заготовки поступают в сборочных цех. Там происходит сборка изделий, испытания на прочность, проверка работоспособности электрический и осветительных приборов, осмотр на предмет брака и т.д. Готовое изделие подлежит упаковке, хранению на складе и дальнейшей транспортировки к месту монтажа. Бригада монтажников устанавливает, подключает к сети электропитания и очищает от пыли и грязи изделие, после чего начинается акт приема и дальнейшая эксплуатация самим заказчиком (Рисунок 4)  Рисунок 4 – готовое помещение магазина после монтажа Внедрение автоматизации коммуникации на производстве На нашем производстве имеется старая система взаимодействия и контроля прохождения заказов. Все, что происходит имеет непрозрачность и требует массу внимания и времени от бригадиров для контроля. Говоря проще, мы не наблюдаем в режиме онлайн как движется заказ после сдачи его в работу на предприятии. Обычно это выглядит так – например, работникам на раскроечном станке, кромочном и т.д. выдается задание. Они согласно очереди прохождения заказа его исполняют и друг другу передают. Стоять над людьми или регулярно смотреть в камеру нет возможности, тогда как лучше проконтролировать? В IT сфере давно и успешно используют специфические программы для контроля заказа. В нашем случае я исходя из своего опыта решил использовать такие как Slack, Trello и сервис автоматизаций IFTTT. Попробуем рассмотреть их поближе. Trello – это максимально простой и доступный инструмент, который позволяет внедрить в рабочий процесс без потери времени сильных затрат на обучение персонала. Интерфейс создан на основе канбан-досок. В организации работы используется доска с карточками, распределяющимися по типам. Это очень простая структура с широкими возможностями модернизации. Внешне она выглядит так: (Рисунок 5) 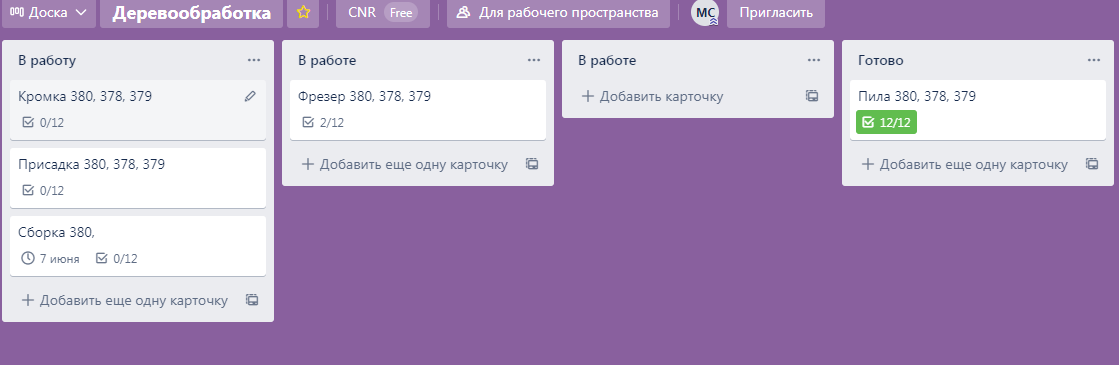 Рисунок 5 – рабочая доска Trello Структура разделена на так называемые доски. По мере прохождения заказа каждый из участников процесса ставит галочки в своих пунктах по заказу. Модератор в лице бригадира может следить как продвигается дело, в случае странностей в виде внезапно закрытых пунктов может прийти проверить. Плюсы системы в том, что она абсолютно открыта и ее может смотреть кто угодно, начиная от упаковщика заканчивая директором производства. Slack – это командный мессенджер с широкой возможностью интеграции приложений. В нем можно создавать закрытые и открытые каналы, в которых может быть широкая настройка оповещений, настроек и модерации переписок. Выглядит так (Рисунок 6): 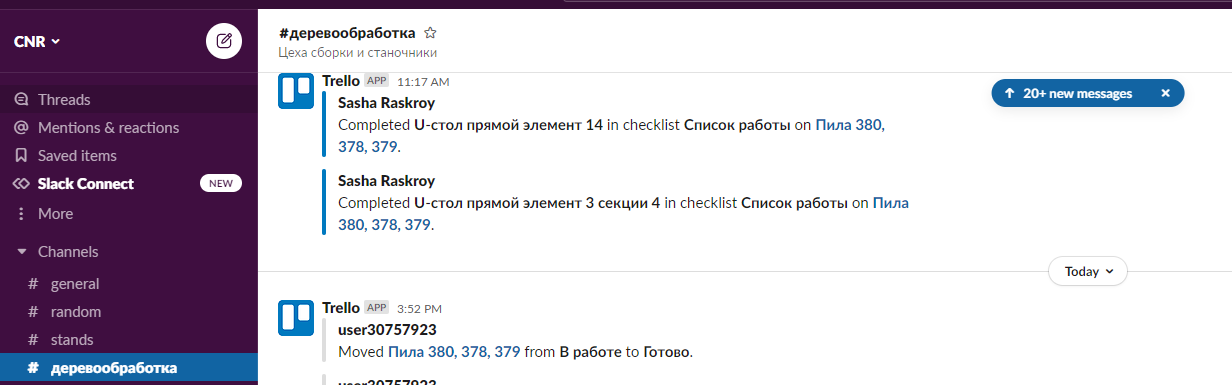 Рисунок 6 – рабочий чат Slack IFTTT (Рисунок 7) – это веб-сервис, позволяющий автоматизировать взаимодействие приложений, мессенджеров и систем по принципу очень простых правил «Если случилось событие А, то должно быть выполнено событие Б». Это позволяет автоматизировать взаимодействие чатов и выкладыванием в общий доступ задания для работы. 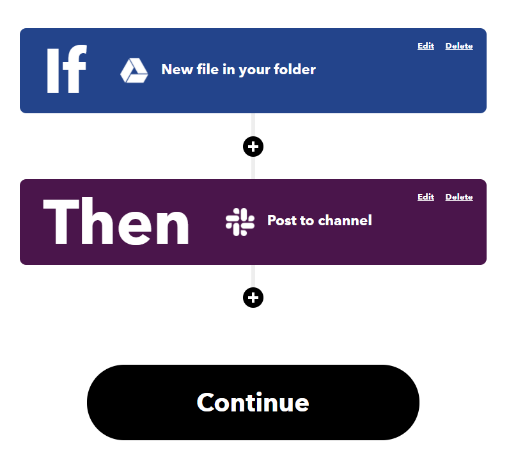 Рисунок 7 – внешний вид автоматизации IFTTT В нем мы создадим пару апплетов автоматизаций. Первый будет работать при выкладывании в Google Диске документов с техническим заданием. Второй будет работать при перемещении и выставлении досок Trello. Обе автоматизации будут давать уведомления в чаты Slack и все заинтересованные в подобных сведениях будут видеть прохождение заказа. В работе выглядит так – технолог составил карту раскроя и прохождения заказа, выложил чертежи и сопутствующие документы в Google диск. Сработала автоматизация и в канале мессенджера все увидели, что заказ дан в работу. Далее идет завоз материала в цех и мы можем наблюдать его прохождение в онлайн – режиме. Например, присадчик сделал отверстия в паллете деталей этого заказа и нажал галочку, подтвердив готовность на своем участке. Все это позволяет менеджерам заказов корректировать работу и сдачу заказчику. Подобная система при ее работоспособности сильно экономит время и силы людей, настраивая взаимоотношения на новом уровне. Это не отменяет человеческий фактор в лице простых рабочих. Случайные нажатия или их забывчивость могу сыграть плохую роль, поэтому требуется жесткая модерация по участкам. Для введения этой системы мне потребовалось одобрение начальства для установки терминалов и подключения станков с числовым программным управлением к сети интернет. После обучения использования программ люди поначалу с настороженностью относились к идее. Пришла идея не делать жесткую модерацию трафика и позволить им подключать внешние устройства воспроизведения звука к терминалам (рисунок 8) с условием соблюдения ТБ и режима работы. Подобное имело положительный эффект на работоспособность и расположения духа персонала.  Рисунок 8 – рабочий терминал в сборочном цеху Изменение станочного парка производства Попробуем посчитать целесообразность замены станка Boring System 23 без числового программного управления и 2 работников на нем в две смены на BHX 050 Optimat с одним оператором в одну смену. Boring System 23 (рисунок 9) – это универсальный станок с одной поворотной многошпиндельной головкой для сверления в торец и пласть. На нем установлен пневмоцилиндр для автоматического поворота сверлильной головки из горизонтальной в вертикальную позицию и обратно. Это позволяет проводить частую переналадку станка. При помощи фиксаторов можно установить головку под углами от 0 до 90 градусов. Подобный станок рекомендуется использовать для мелкосерийного и единичного производства на предприятиях занимающихся корпусной мебели. Среднее время изготовления 1 детали из 4-6 отверстий в торцах или пласть на Boring System 23 будет примерно 3 минуты при хорошей сноровки оператора. Сложная деталь может варьироваться от 10 и более минут, в ней может быть 10-30 отверстий в торцах и в пласть. К тому же он не поддерживает возможность фрезеровки или пропилов, что делает ограниченным возможность изготовления многих видов деталей. Головка идет с 23 шпинделями системы 32мм, что накладывает жесткие ограничения на изготовление чертежей, будет требоваться присадочный шаг 32мм. Произвольные размеры присадки в чертежах вызовут серьезные сложности в изготовлении заготовки. Размеры заготовок могут быть от 30мм до 3000мм в длину, в ширину от 30мм и до 1500мм рекомендуемые. Габаритные размеры около трех квадратных метров.  Рисунок 9 – внешний вид Boring System 23, фото из интернета, список используемых источников пункт 3 Homag Drilleq v-200 (обрабатывающий центр с ЧПУ вертикального типа BHX 050, рисунок 10). Это многофункциональный сверлильно-присадочный цент оснащенный агрегатами для сверления, фрезерования и выборки пазов. Отличается небольшим размером в пять квадратных метров. Очень легок в освоении при наличии базовых навыков работы на подобной группе станков. Преимущества заключаются в низкой цене, компактному размеру, простой настройке управления и быстрой обработке изделий. Из технических особенностей можно отметить отсутствие необходимости в переналадке благодаря безвакуумной системе зажимных цанг, до 13 вертикальных сверлильных шпинделей с быстрой сменой сверл, фрезерный шпиндель и торцевую пилу. Минимальные размеры заготовки 200*70*мм, максимальные могут быть до 3000мм в длину при установке доп. оборудования, до 800мм в ширину и не больше 50мм в толщину. Есть возможность задействовать работу конвейерного типа при подаче заготовки с одной стороны и ее приема с другой. Программное обеспечение содержит операционную систему Windows 10 c оболочкой WoodWop 3D, что позволяет напрямую конструктору изделия из AutoCad или Базис Мебельщик передавать файлы в работу на станок, где оператор ставит параметры отверстий и фрезеровки. Это очень сильно уменьшает шанс брака и экономит время оператору.  Рисунок 10 – внешний вид BHX050, фото из интернета, список используемых источников пункт 4 Квалификация оператора при подобной работе может быть невысокой с соответствующей зарплатой, это также экономит средства предприятию. В сравнении с полноразмерными деревообрабатывающими центрами BHX 050 имеет ряд преимуществ и недостатков. Среди недостатков следует отметить малые размеры заготовок, которые позволяет обработать станок. Малая мощность фрезерного шпинделя и ограниченные возможности фигурной фрезеровки и распиливания деталей. Нет возможности поставить кромкооблицовочный узел. Отсутствие работы тандемом в разделении одного рабочего стола на два. Из плюсов выделяются скорость установки деталей, нет необходимости выставлять подушки или какие-либо другие крепления, соответственно нет возможности повредить их фрезой или сверлом. Возможность изготовления деталей малых размеров. Вывод напрашивается сам, что в условиях нашего производства нам подойдет BHX 050 гораздо лучше, чем два Boring System 23. Приобретая его мы в первую очередь сэкономим место, ведь сколько мы помним, расстояние в целях техники безопасности между станками должно быть не менее 500мм. Кроме того верстаки необходимые для Boring System 23 тоже требуют соблюдения расстояния между собой не менее 1000мм. Инструментальный шкаф для сверл громоздкий предмет, тоже требуется соблюдать расстояние. BHX 050 не обладает подвижными внешними узлами, лишь имеет вылет деталей с правой стороны требующий квадратный метр цеха. С левой для подачи деталей нам понадобится два квадратных метра площади. Итого мы экономим место в цеху приобретая новый станок с числовым программным управлением. Попробуем сравнить время затрачиваемое на изготовление деталей на этих станках. BHX 050 позволяет самостоятельно либо при помощи конструкторского отдела создавать рабочие управляющие программы для заготовок. Т.к. многие изделия на производстве типовые, мы может сохранить УП по папкам согласно названиям. Это позволяет один раз настроить большинство УП и начинать работу без предварительной настройки, что очень сокращает время производства. Образно, мы имеет 2 вида деталей без учета фрезеровки и пазов. Назовем их несложная деталь (рисунок 11) и сложная деталь (рисунок 12). Несложная деталь будет иметь несколько отверстий, например 5 и будет изготавливаться 1 минуту. 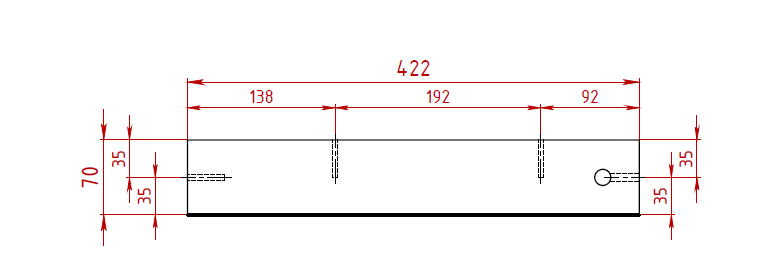 Рисунок 11 – вид несложной детали с 4 торцевыми и 1 отверстием впласть Сложная деталь будет иметь от 10 отверстий и будет изготавливаться 2,5 минуты. 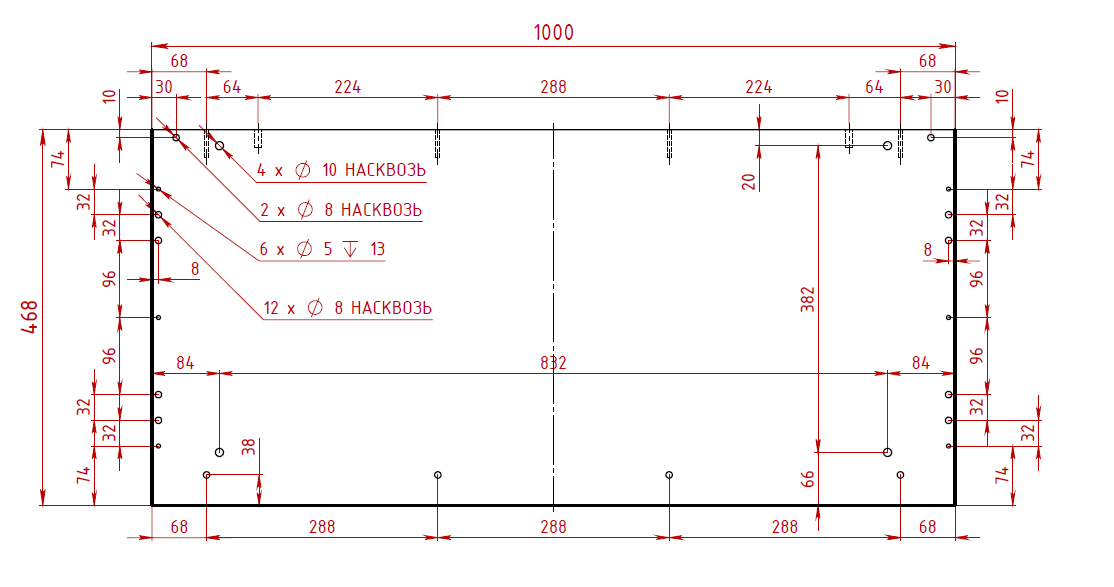 Рисунок 12 – вид сложной детали с 6 торцевыми и 24 отверстиями впласть Партию несложных деталей в 50 штук мы изготовим за 50 минут. Партию сложных деталей мы изготовим за 125 минут. Boring System 23 требует постоянной переналадки шпинделей и ручного выставления размеров. На это тратится много времени и требуется проверка, порой даже на черновых деталях. Простая деталь на нем будет изготавливаться в 3-5 минут, можно попробовать выставить шпинделя по двум сторонам станка, это сэкономит время. Сложная деталь будет изготавливаться около 7-10 минут при условии соблюдения межосевого расстояния в чертежах в 32мм. Партию несложных деталей мы изготовим на нем за 150 минут. Партию сложных мы сделаем за 500 минут. Думаю, что разница между станками видна сразу (диаграмма 1). Сравним также и зарплаты. Два оператора Boring System 23 имеют заработную плату по 30 тысяч рублей каждый, что равняется 60 тысячам рублей в месяц. Оператор BHX 050 будет получать 35 тысяч рублей в месяц и будет работать один. Экономия будет 25 тысяч рублей в месяц или же 300 тысяч рублей в год. Продав два Boring System 23 по 150 тысяч рублей каждый и купив BHX 050 за 3 миллиона рублей станок окупит себя уже через 9 лет без учета инфляции одной только экономией на работнике. Это без учета того, что он окупится в разы увеличенным производством продукции.  Диаграмма 1 – сравнение производительности станков Заключение. За время прохождения практики я научился основам менеджмента и планирования производства. Много узнал про работу в конструкторском бюро и тонкости взаимоотношения с заказчиком. Научился коммуникации с рабочим персоналом. Выводом можно сделать, что автоматизация производства увеличивает производительность труда. Для средних и больших предприятий подобные серьезные вложения средств имеют большой смысл. Для единичного производства есть возможность и относительно бюджетно это сделать Современные средства коммуникации, элементарные принтеры и wi-fi реально сделать своими руками без привлечения специалистов. Также многие старые советские станки токарной и фрезерной группы подлежат автоматизации, нет необходимости покупать новый. Примером может служить популярный старый токарный 16к20, его автоматизация может стоить около 100 тысяч рублей. Более того, современные бесплатные полупрофессиональные CAD-ы, развитие рынка и упрощение языков программирования дало серьезный скачок в самостоятельном изготовлении ЧПУ станков. Малые предприятия массово закупают бюджетные 3D – принтеры, что позволяет печатать новые детали, покупать двигатели, направляющие и прочие комплектующие на китайских площадках и делать себе новое оборудование. Такое было сложно представить еще лет 10 назад. Пусть размеры и мощности не будут такие, как у произведенных на производствах, но это позволяет серьезно облегчить труд, уменьшить количество работников и увеличить производительность. За автоматизацией труда будущее, но есть один момент. Мы помним историю, как изобретение парового двигателя повлияло на рынок труда. Люди оставались безработными. В начале двадцать первого века мы видим тоже самое. Автоматизированное ПО уже успешно заменяет бухгалтеров, работников в магазинах и банках. Под предлогом оптимизации люди попадают под сокращение, многим даже не дается возможность переквалифицироваться, они остаются без работы. Тоже самое происходит на производствах в развитых странах и доходит до нас. Но та же история нам говорит, что после парового двигателя со временем все пришло в норму, но на это понадобилось много лет. Современный мир в Евросоюзе, например, гарантирует гарантированный доход гражданам, оставшимся без работы. Условия жизни в России такое редко предлагают. Список используемых источников Агарков, А.П./ Экономика и управление на предприятии. Рыкунин, С.Н., Кандалина, Л.Н./ Технология деревообработки https://www.stanki.ru/catalog/klassicheskie_odnotraversnye_sverlilno_prisadochnye_stanki/sverlilno_prisadochnyy_stanok_boring_system_23/Характеристики оборудования Boring System 23 http://www.skyduna.ru/catalog/proizvodstvo_mebeli/zapchasti_i_stanki_s_chpu_homag_group/sverlilnye_centry_s_chpu/weeke_model_bhx_050_optimat/ Характеристики оборудования BHX 050 http://www.cnr.ru/ Сайт компании – работодателе https://loftcase.ru/ Сайт компании где проходил практику Заплатин, В.Н, Сапожников, Ю.И., Дубов, А.В., Духнеев, Е.М. / Основы материаловедения Несмеянов, Е.А. / ARTCAM Выборова, Е.Н./ Финансовый менеджмент Коно Эйтаро/ Как один процент усилий помогает сделать 99% работы Стасева, Е.В./ Организация охраны труда на предприятиях Правила по охране труда при эксплуатации электроустановок Правила по охране труда на предприятиях и в организациях машиностроения Мак-Дональд М. / Стратегическое планирование маркетинга Ф. Котлер, К.Л Келлер/ Маркетинг-менеджмент |