ПТЭ ЛР 1. 6 лаба. Отчет по лабораторной работе 6 неразрушающие методы контроля деталей подвижного состава. Ультразвуковой метод контроля. Гаммаграфирование сварных швов
 Скачать 62.4 Kb. Скачать 62.4 Kb.
|

|
Федеральное агентство железнодорожного транспорта Федеральное государственное бюджетное образовательное учреждение высшего образования «Уральский Государственный университет путей сообщения» Кафедра «Вагоны» Отчет по лабораторной работе № 6 «НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА. УЛЬТРАЗВУКОВОЙ МЕТОД КОНТРОЛЯ. ГАММАГРАФИРОВАНИЕ СВАРНЫХ ШВОВ» Проверил: Выполнил: преподаватель студент гр. ПСгв-329 Волков Д. В. Вахрушев А.М. Екатеринбург 2021 Цель работы: ознакомиться с технологией, оборудованием и аппаратурой, предназначенной для контроля внутренних дефектов сварных швов. Контроль швов ультразвуком Методы ультразвукового контроля основаны на исследовании процесса распространения упругих колебаний с частотой 0,6–10 МГц в контролируемых изделиях. В практике контроля качества сварных соединений используют в основном эхо-импульсный метод, или метод эхолокации (рисунок 1). Он заключается в озвучивании изделия короткими импульсами ультразвука и регистрации эхо-сигналов, отраженных от дефекта к приемнику. Признаком дефекта является появление эхо-сигнала на экране дефектоскопа. 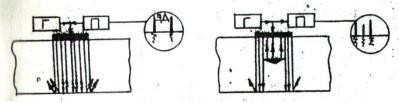 Рисунок 1- Схема ультразвукового контроля эхо-импульсным методом Г – генератор зондирующих импульсов П – приемник ЭД – экран дефектоскопа Так же еще применяют теневой метод. Признаком дефекта является уменьшение амплитуды сигнала, прошедшего от излучателя к приемнику. Теневой метод позволяет использовать не импульсное, а непрерывное излучение. 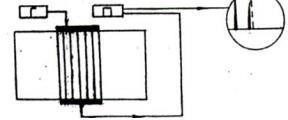 Рисунок 2- теневой метод Основными преимуществами ультразвукового контроля являются: Большая проникающая способность ультразвуковых волн; Экономичность контроля Поиск дефектов в шве производят на несколько завышенной чувствительности путем продольно-поперечного перемещения преобразователя по всей контролируемой зоне сначала с одной стороны, а затем с другой (рисунок 3). 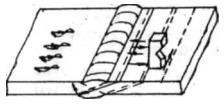 Рисунок 3-Перемещение искателя в околошовной зоне при поиске дефекта Контроль сварных швов гаммаграфированием Гамма-излучение образуется в результате распада ядер радиоактивных элементов (изотопов). В качестве источников γ-лучей для просвечивания могут применяться как естественные, так и искусственные изотопы. Техника просвечивания γ-лучами аналогична технике просвечивания рентгеновскими лучами. 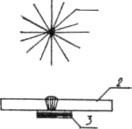 Рисунок 4- Схема просвечивания сварных швов γ-лучами: 1 – изотоп; 2 – изделие; 3 – кассета с пленкой При работе с γ-лучами, как и с рентгеновскими лучами, необходимо строго соблюдать правила техники безопасности. подпись:  Дата: 23.12.2021 |