ОТЧЕТ по производственной практике 2 Организации производства и технологического процесса изготовления изделий легкой промышле. отчет Сейпиев. Отчет по производственной практике 2 " Организации производства и технологического процесса изготовления изделий легкой промышленности"
 Скачать 77.32 Kb. Скачать 77.32 Kb.
|

|
5.3 Организация технологического процесса в швейном цехе Начальник цеха на еженедельном собрании получает задание на свой цех. В задании указывается наименование изделия, его размеры и количество. Из раскройного цеха поступают пачки кроя вместе с картами раскроя. В картах указаны модель, размер и количество едениц в каждой пачке. Начальник цеха озвучивает бригаде технологические особенности обработки изделия и распределяет операции между работниками. Запускальщица после проверки пачек кроя выдает их работницам, а также выдает нитки и необходимую фурнитуру. Швеи приступают к работе. В течении всего процесса пошива начальник цеха несколько раз проходит по рабочим местам и проверяет качество выполненной работы. После изготовления изделия изделия поступают на стол начальника цеха. Он окончательно проверяет качество изделий, навешивает ярлыки и упаковывает каждое изделие. Пересчитывает количество изделий и заполняет документы сдачи готовых изделий на склад. После этого начальник вызывает кладовщика. Вместе с ним еще раз пересчитывают количество изделий и расписываются в документах. Далее изделия поступают на склад готовой продукции. Таблица 5 – Технико-экономические показатели работы бригады
5.4 Методы обработки изделий Методы обработки изделия представлены на примере блузки детской из трикотажного полотна. На рисунках 7-9 изображены методы обработки основных узлов блузки. 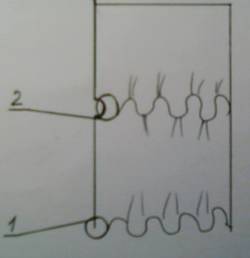 Рисунок 7 – Обработка низа рукава о воротника-стойки 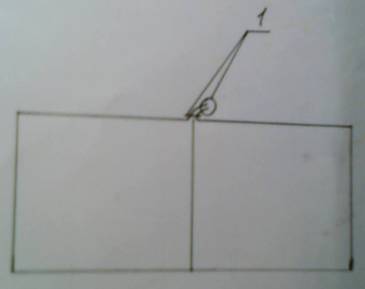 Рисунок 8 – Обработка боковых швов и швов рукава 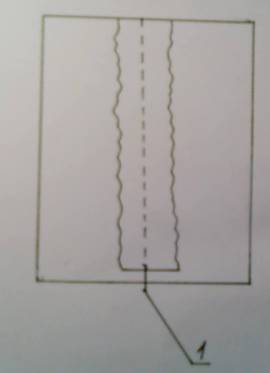 Рисунок 9 – Настрачивание отделочной тесьмы на деталь переда Таблица 6 – Технологическая последовательность обработки модели А215-1
Заключение ОАО «Бердчанка» крупное предприятие швейной отрасли, которое хорошо зарекомендовало себя за Уралом. Является лауреатом многих наград. Целью прохождения производственной являлось закрепление теоретических знаний по блоку профессиональных дисциплин и приобретение практических навыков по разработке и использованию технологий изготовления изделий. При прохождении практики были изучена и проанализирована структура предприятия, используемое оборудование, процесс создания и изготовления швейных изделий. За период практики удалось побывать в различных цехах и выполнять в них различные работы, что способствовало развитию практических навыков. На фабрике используется современное, высокопроизводительное оборудование: в швейном цехе скоростные швейные машины универсальные и специальные, в раскройном – САПР и автоматизированное настилочно-раскройное оборудование. ОАО «Бердчанка» сотрудничает с крупнейшими центрами моды России, стремится к расширению деловых контактов и старается сделать свои изделия доступными широкому кругу потребителей. Список литературы Алексеенко И.В., Свириденко О.В. Методические указания по оформлению учебной документации. – Омск: Омский государственный институт сервиса, 2006. – 35 Смирнова О.В. Сквозная программа практики / О.В. Смирнова, Р.Х. Зарипова, Л.Ф. Немирова. – Омск : Омский государственный институт сервиса, 2008. – 36с. Ковалёва Н.И. Проектирование швейных предприятий. Характеристика оборудования для проектирования подготовительного и раскройного производства швейных предприятий (справочное пособие) / Н.И. Ковалёва – Омск : Омский государственный институт сервиса, 2001. – 86с. Першина Л.Ф., Петрова С.В. «Технология швейного производства»; М. – 1991, с. 258. Франц В.Я. Оборудование швейного производства – М.: Издательский центр «Академия», 2002 – 448 с Исаев В.В. Оборудование швейных предприятий М. – Легпромбытиздат 1989 г. Кокеткин П.П., Доможиров Ю.А., Никитина И.Г. Справочник по организации труда и производства на швейных предприятиях М. - Легпромбытиздат, 1985 – 312 с. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||