реронао. Отчет по производственной практике практика по получению профессиональных умений и опыта профессиональной деятельности
 Скачать 0.64 Mb. Скачать 0.64 Mb.
|

 НЕГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ ЧАСТНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «МОСКОВСКИЙ ФИНАНСОВО-ПРОМЫШЛЕННЫЙ УНИВЕРСИТЕТ «СИНЕРГИЯ» Направление подготовки /специальность: 40.04.01 Юриспруденция (код и наименование направления подготовки /специальности) Профиль/специализация: Уголовно-правовой (наименование профиля/специализации) Форма обучения: очно-заочная, заочная (очная, очно-заочная, заочная) Отчет ПО ПРОИЗВОДСТВЕННОЙ ПРАКТИКЕ Практика по получению профессиональных умений и опыта профессиональной деятельности 6 семестр
Москва 2022 г. Введение Производственная практика студентов предоставляет возможность практического приобретения и развития профессиональных начальных навыков, знаний и умений на профильных предприятиях, в лабораториях, учебных производственных цехах. Цель производственной практики на заводе - общее знакомство с производством, структурой завода и структурой его подразделений, практическое изучение различных технологических методов получения заготовок, механической обработки заготовок и сборки изделий и узлов в механосборочном производстве. заготовка сборка технологический Задачи производственной практики: 1) ознакомиться с основными видами технологического оборудования и его технологическими возможностями, системой мероприятий по охране труда; 2) приобрести навыки практической работы при выполнении двух - трех станочных или сборочных операций; 3) изучить конструкторскую и технологическую документацию, имеющую отношение к выполняемой операции, применяемое оборудование, режущий, мерительный и вспомогательный инструмент. 1. История «Кировградского механического завода» Кировградский завод твердых сплавов - российское предприятие, специализирующееся в области машиностроения, а также выпускающее широкий ассортимент продукции для различных отраслей промышленности. Завод начинал свою производственную деятельность как изготовитель сельскохозяйственных машин. Первоначально созданный в 1928 году завод назывался «Триер» (по названию зерноочистительных устройств, производимых для аграрного сектора) [1]. Со временем произошло перепрофилирование «Триера», который через несколько лет отошел от выпуска сельхозмашин и стал специализироваться на двигателях внутреннего сгорания. В 1931 году был преобразован в Дизельный завод им. Сталина, который стал выпускать двигатели для энергетики и речного флота, а с 1940 года - в филиал Кировского авиамоторного завода [1]. Такая переориентация произошла в связи со строительством в Кирове авиационного завода, которое было начато в 1930 году. К марту 1932 года авиазавод стал давать первую продукцию. Тогда же планировалось расширить научный и кадровый потенциал авиастроителей, создав соответствующий профильный институт и жилой район (который и сейчас называется район КАИ - Кировского авиационного института, который так и не был построен) [1]. Новой авиастроительной отрасли были нужны моторы, производством которых и должен был заняться Кировградский завод твердых сплавов. На взгляд современного человека, это была абсолютная авантюра - в аграрной губернии, с низким уровнем образования и грамотности (к началу ХХ века в Кировской области четверть населения не умела читать и писать), организовывать инновационное производство, коим было авиа и моторостроение. Без соответствующих кадров, традиций, ресурсов - на одном лишь энтузиазме начинать столь сложное дело - это было невероятным. И, тем не менее, задуманное полностью было воплощено в жизнь. Люди из кировской глубинки оказались очень способными и быстро обучаемыми. К началу Отечественной войны завод уже располагал кадровым составом, способным решать сложные технические задачи и улучшать созданные ранее модели двигателей. С началом военных действий КЗ был эвакуирован в Узбекистан, в город Андижан. Там коллектив предприятия изготавливал поршневые двигатели авиационного назначения. После окончания войны и возвращения завода в Киров, на КЗ началась новая эпоха. После взрывов атомных бомб американцами в Хиросиме и Нагасаки, советское правительство вынуждено было ускоренными темпами работать над современным ядерным оружием и средствами доставки боезарядов. Для обеспечения надлежащей обороноспособности страны были необходимы самолеты нового типа, работавшие на реактивной тяге, на усовершенствованных технических и технологических принципах. В то же время возникла острая нужда в создании эффективных средств противовоздушной обороны, способной защитить небо страны от атак внешних врагов. Требовались не просто ракетные комплексы реактивного типа (как, например, «Катюши»), а средства доставки боезарядов межконтинентального плана. Вместе с боевой авиацией и ракетостроением менялись и технологии, применяемые на КЗ. В 1957 году заводчане успешно решили задачу по производству серийных жидкостных ракетных двигателей. Для достижения этой задачи потребовалась колоссальная научная, опытно-конструкторская и испытательная работа. А в 1959 году на заводе был создан прототип жидкостного двигателя, способного выводить объекты на околоземную орбиту. Демонстрация всему миру первого спутника земли стала для международного сообщества огромным потрясением [1]. В последующие годы на заводе продолжаются работы по заказам оборонного ведомства - создаются и испытываются новые образцы для армии, ракетных войск стратегического назначения, для запусков спутников и пилотируемых аппаратов. В 1972 году КЗ участвует в проекте запуска космического челнока «Буран-Энергия» [1]. В конце 1980-х годов на Кировградском заводе твердых сплавов начинаются известные трудности, связанные с политикой перестройки и разоружения [1]. Программы и заказы оборонного ведомства сокращаются или закрываются вовсе, финансовые потоки урезаются. Коллективу завода правительство страны предлагает самостоятельно искать пути конверсии, переориентации на новые заказы и рынки [1]. Руководство КЗ вынужденно переходит на обслуживание тех отраслей и потребителей, которые располагают денежными ресурсами и не имеют проблем с платежеспособностью. Вначале 1990-х начинают реализоваться программы сотрудничества с предприятиями нефтегазового комплекса и нефтехимии. Разрабатываются комплексы много продуктовых топливораздаточных агрегатов для АЗС, запорная аппаратура, клапаны и прочие устройства по желанию заказчиков [1]. В феврале 2007 года КЗ в соответствии с Указом Президента РФ стал частью Государственного космического научно-производственного центра им. М. В. Хруничева. Теперь в объединенную компанию входят производственное объединение «Полет», Московское предприятие по комплектованию оборудованием «Длина», Кировградский завод твердых сплавов, Конструкторское бюро химического машиностроения имени А.М. Исаева [1]. Учитывая то обстоятельство, что законодательной и исполнительной властью современной России принято решение по массированному финансированию оборонных отраслей промышленности в ближайшие годы, у Кировградского завода твердых сплавов имеются неплохие перспективы по наращиванию научного, маркетингового и делового потенциала. Кировская область в лице своего экономического лидера КЗ, получит дополнительный стимул к динамичному развитию, созданию высокотехнологичных рабочих мест. 2. Продукция и услуги 2.1 Жидкостные ракетные двигатели С момента становления ракетнокосмической отрасли в России «Кировградский завод твердых сплавов» является изготовителем ракетных двигателей для большинства космических программ. С участием КЗ создавались ракето-носители «Восток», «Союз», «Прогресс», «Протон», «Энергия-Буран». Двигатели КЗ, преодолевая земное притяжение, доставляли межпланетные космические аппараты на Марс, Венеру, к комете Галлея. КЗ является лидером в области производства жидкостных ракетных двигателей различного назначения. Продолжается изготовление жидкостных ракетных двигателей РД-0110, РД-0210, РД-0211, РД-0212, РД-58, за счет технического совершенства и высочайшей технологичности которых, в течение десятилетий осуществляются запуски различных ракет-носителей, а высокие технические характеристики, надежность и простота в эксплуатации ставят эти двигатели в ряд лучших среди российских и зарубежных ракетных двигателей. 2.2 Авиационное производство В послевоенные годы было освоено серийное производство авиадвигателей АШ-62ИР, АИ-14Р, М 14П, М 14В 26. Сегодня КЗ - единственное в России и странах СНГ предприятие, выпускающее поршневые авиационные двигатели. На базе двигателя М 14П разработан ряд двигателей - М 9Ф, М 9ФС, М 5. 2.3 Металлургическое производство На КЗ используются три направления изготовления литых заготовок и одно направление изготовление заготовок методом горячей обработки металла давлением: Точное литье по выплавляемым моделям (ЛВМ); литье черных и цветных металлов в песчано-глинистые и самотвердеющие формы; литье цветных металлов в металлические формы и литье под давлением (ЛПД); штамповки и поковки заготовок из цветных, легированных и высоколегированных металлов. 2.4 Нефтегазовое оборудование Совместная работа ОАО «Газпром» и КЗ была отмечена премией Правительства Российской Федерации за 1995 г. и Золотой медалью на международном Салоне изобретений, научных исследований и промышленных инноваций «Брюссель-Эврика» в 1995 г. В 1998 г. КЗ удостоен премии Правительства РФ в области качества и диплома конкурса «100 лучших товаров России». В настоящее время завод производит более 110 наименований нефтегазового оборудования различной комплектации. 2.5 Узлы и агрегаты для тепловозов Кировградский завод твердых сплавов в 2002 г. освоил и серийно производит сложные наукоемкие узлы и агрегаты для современного мощного дизельного двигателя типа Д 49 по заказу ОАО «Коломенский завод». 3. Термический цех. Общая характеристика и назначение цеха Термический цех предназначен для выполнения всех видов термической обработки, главным образом крупных, поковок, отливок и сварных металлоконструкций. Во главе цеха стоит начальник, непосредственно подчиненный директору предприятия. С помощью цехового аппарата начальник цеха осуществляет административное, техническое и хозяйственное руководство, подбирает кадры. Он несет персональную ответственность за качество продукции, выполнение программы, сохранность материальных ценностей, соблюдение техники безопасности, внедрение новой техники. В больших термических цехах начальник цеха руководит производством через заместителей и цеховые службы; в небольших цехах - через старших и сменных мастеров Для контроля качества проекции в термических цехах и отделениях организуют бюро технического контроля (БТК), подчиненное общезаводского ОТК. В функции БТК входят: проверка свойств готовых изделий; контроль технологических режимов; проверка состояния средств технологического оснащения и измерительных приборов, систематизация и анализ брака и разработка рекомендаций по его предупреждению, своевременное выполнение контрольных операций, обеспечение надежности результатов проверки, а так же высокой производительности труда контролеров. Свою деятельность БТК должно согласовывать с другими службами термического цеха. Термическая обработка - процесс обработки изделий из металлов и сплавов путем теплового воздействия с целью изменения их структуры и свойств в заданном направлении. Это воздействие может сочетаться также с химическим, деформационным, магнитным и другими воздействиями. Это самый распространенный в современной технике способ изменения свойств металлов и сплавов. Термообработку применяют как промежуточную операцию для улучшения технологических свойств (обрабатываемости давлением, резанием и другие) и как окончательную операцию для придания металлу и сплаву такого комплекса механических, физических и химических свойств, который обеспечивает необходимые эксплуатационные характеристики изделия. Чем ответственней конструкция, тем, как правило, больше в ней термически обработанных деталей. Теорию термической обработки составляет учение об изменениях строения и свойств металлов или сплавов при тепловом воздействии, не исчезающих после его прекращения. Динамичное развитие и прогресс многих отраслей промышленности (особенно таких наукоемких, как ракетно-космическая, атомная энергетика и др.) напрямую связаны с созданием новых материалов, сочетающих в себе высокие технико-эксплуатационные свойства с хорошей технологичностью их изготовления и низкой себестоимостью производства. После проката, литья, ковки, обработки резаньем и прочих видов обработки происходит неравномерное охлаждение заготовок. В результате чего появляется неоднородность, как структуры, так и свойств, а также появление внутренних напряжений. А также отливки при затвердевании получаются неоднородными по химическому составу. Для устранения таких дефектов и применяют отжиг. Отжигом называется вид термической обработки, состоящий в нагреве металла, имеющего неустойчивое состояние в результате предшествующей обработки и приводящей металл в более устойчивое состояние. При этом процессе заготовки и изделия получают устойчивую структуру без остаточных напряжений. Цели отжига - снятие внутренних напряжений, устранение структурной и химической неоднородности, снижение твердости и улучшение обрабатываемости, подготовка к последующим операциям. Отжиг делится на полный, неполный, диффузионный, рекристаллизационный, низкий, изотермический и нормализационный. Полный отжиг применяется для снижения твердости, прочности стали, а пластичность при этом повышается. При полном отжиге в металле происходит, перекристаллизация стали и уменьшения размера зерна, за счёт чего и достигаются указанные выше свойства. Неполный отжиг применяется, для улучшения обрабатываемости резанием и для подготовки стали к закаливанию. Изотермический отжиг заключается, в нагреве стали до определённой температуры и относительно быстром охлаждении, также до определенных температур и последующем охлаждении на воздухе. При этом получается, более однородная структура стали. Изотермическая выдержка производится в расплаве соли. Диффузионный отжиг заключается, в нагреве стали до 1000-1100 градусов по Цельсию, выдержке (10-15 часов) при этой температуре и последующем медленном охлаждении. В результате такого отжига происходит, выравнивание неоднородности стали по химическому составу. Такая высокая температура необходима для ускорения диффузионных процессов. При высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая устраняется последующим полным отжигом. Рекристаллизационный отжиг необходим для снятия наклёпа и внутренних напряжений после холодных деформаций и подготовки к дальнейшему деформированию. В результате такого отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью. Низкий отжиг применяют для того, что бы только снять внутреннее напряжение, которое возникает после механической обработки. Нормализация состоит, из нагрева стали, её выдержке при определенной температуре и после чего оставляют охлаждаться на воздухе. Нормализация – это более дешёвая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки. К термической обработке стали также, относят закалку. Суть этого процесса заключается, в нагреве стали до больших температур и после чего сталь быстро охлаждают. Цель закалки - это придание стали повышенной прочности, твердости, но при этом снижается вязкость и пластичность. Закалка характеризуется двумя способностями: закаливаемостью и прокаливаемостью. Закаливаемость характеризуется определённой твёрдостью, которая сталь приобретает после закалки, а также зависит от содержания углерода в данной стали. Стали с очень низким содержанием углерода (до 0,3) закалке не поддаются и она для них не применяется. Прокаливаемость это глубина проникновения закалённой зоны (области). Прокаливаемость зависит от химического состава стали. С повышением содержания углерода прокаливаемость увеличивается. На прокаливаемость влияет также скорость охлаждения. Чем выше скорость охлаждения, тем больше прокаливаемость. Поэтому при закалке в воде прокаливаемость более высокая, чем при закалке в масле. Большие размеры закаливаемой детали, также приводят к значительному уменьшению прокаливаемости. Способы охлаждения также относят к одной из операций термообработки. По способу охлаждения различают виды закалки: в одной среде, в двух средах, ступенчатая и изотермическая. Закалке в одной среде проще и наиболее чаще применяется, но недостаток её состоит в том, что возникают внутренние напряжения. При закалке в двух средах, изделие сначала охлаждают сначала в одной среде, а затем в другой (вода, масло, воздух). Ступенчатую закалку производят путем быстрого охлаждения в соляной ванне, затем делают выдержку и охлаждают на воздухе. Ступенчатую закалку применяют для деталей из углеродистой стали небольшого сечения (8-10 мм). Для сталей, имеющих небольшую критическую скорость закалки, ступенчатую закалку применяют в основном для изделий большого сечения. При изотермической закалке, как и при ступенчатой, детали переохлаждают в среде, далее на воздухе. Преимущества этого способа закалки заключается в большей вязкости, отсутствии трещин, минимальном короблении. Изотермическую закалку применяют для изделий сложной формы. Существенную роль играют также способы погружения деталей в охлаждающую жидкость. Например, длинные изделия вытянутой формы (свёрла, метчики) погружают в строго вертикальном положении, чтобы избежать коробления. Отпуск это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определённой температуры, выдержки и охлаждении. Цель отпуска стали - снятие внутренних напряжений, повышение вязкости и пластичности. Различают низкий, средний и высокий отпуск. Низкий отпуск проводится при температуре 150-200 градусов Цельсия. В результате снимаются внутренние напряжения, происходит увеличение пластичности и вязкости без заметного снижения твердости и износостойкости. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой износостойкостью и твёрдостью. При среднем отпуске нагрев производится до 350-450 градусов Цельсия. При этом происходит некоторое снижение твёрдости при значительном увеличении упругости и сопротивляемости действию ударных нагрузок. Применяется для пружин, рессор, ударного инструмента. Высокий отпуск производится при 550-650 градусов Цельсия. При этом твёрдость и прочность снижаются значительно, но очень сильно возрастают вязкость и пластичность, однако создаётся оптимальный вариант для конструкционных сталей сочетание механических свойств. Применяется для деталей, которые подвергаются действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей. Продолжительность выдержки зависит от размеров деталей: чем они больше, тем длиннее выдержка. Низкий отпуск инструментов обычно происходит в течение 0,5-2,5 часа. Для измерительных инструментов проводят более длительный отпуск до 10-15 часов. Наряду с горячей обработкой стали, применяется также обработка холодом. Обработка холодом состоит в том, что закаливаемые детали на некоторое время погружают в среду имеющую температуру ниже 0 градусов Цельсия. Производить обработку холодом нужно сразу после закалки. Такой обработке подвергают измерительный инструмент, части точных механизмов, детали шарикоподшипников. Обработка холодом не уменьшает внутренних напряжений, поэтому после неё необходим отпуск. Термохимическая обработка относится к комбинированным способам и представляет собой пластическую деформацию металла с закалкой. Как при закалке, так и при пластической деформации повышение прочности всегда связано с уменьшением пластичности. Преимуществом является то, что при большом увеличении прочности характеристики пластичности снижаются незначительно, а ударная вязкость в 1,5-2 раза выше по сравнению с той же маркой стали после закалки низким отпуском. Термомеханическая обработка делится на два способа: высокотемпературный и низкотемпературный. При высокотемпературном - сталь нагревают и подвергают деформации. Сразу после деформации сталь подвергается закалке, после закалки производят низкий отпуск. При низкотемпературном - сталь нагревается и охлаждается, после чего её деформируют. После деформации следует закалка. После закалки следует низкий отпуск. Низкотемпературная обработка получила незначительное применение. Наиболее часто применяют высокотемпературную обработку. Её удобство в том, что заготовки сразу после окончания горячей обработки давлением: ковки или проката, могут подвергаться закалке без специального нагрева, используя только тепло после горячего деформирования. Преимущество этого процесса состоит в экономии топлива, для нагрева под закалку, сокращение времени изготовления деталей, повышении механических свойств, увеличение прочности, ударной вязкости при незначительном снижении пластичности. Оборудование термических цехов делится на три группы: основное, дополнительное и вспомогательное. Оборудование термических цехов представляют печи различной конструкции, в принципе не отличающиеся от печей: в кузнечном цехе, а также печи-ванны, закалочные ванны. Оборудование термических цехов делится на основное, дополнительное и вспомогательное. Основное оборудование предназначено для выполнения технологических процессов термической обработки. Для термической обработки изделий применяют следующее основное оборудование: печи-ванны, нагревательные печи, механизированные агрегаты, цементационные печи, установки для индукционного нагрева и охлаждающие устройства (закалочные баки, закалочные машины), непосредственно связанные с нагревом и охлаждением деталей. Оборудование современных термических цехов машиностроительных заводов представляет собой механизированные агрегаты и автоматизированные линии. Для деталей большой длины служат краны с регулируемой скоростью подъема и опускания; обычно в начальный период опускания и подъема скорость больше, чем в конце. Краны используются также при монтаже и ремонте оборудования термических цехов. 4. Металлография Металлография - метод исследования и контроля металлических материалов. Металлография изучает закономерности образования структуры, исследуя макроструктуру и микроструктуру металла (путём наблюдения невооруженным глазом либо с помощью светового и электронного микроскопов), а также изменения механических, электрических, магнитных, тепловых и др. физических свойств металла в зависимости от изменения его структуры. Задачей металлографического исследования является установление взаимосвязи между качественными и количественными характеристиками структуры, и физическими, механическими, химическими, технологическими и эксплуатационными свойствами металлических материалов. Металлографическая лаборатория представляет собой комплексное подразделение, состоящее из функционального участка подготовки образцов, исследования структуры и документирования результатов исследования. Как правило, она работает в тесном контакте с другими лабораториями, и результаты их исследований входят в общее решение какой-либо материаловедческой проблемы. В задачи металлографической лаборатории могут входить исследование и разработка материалов, контроль качества продукции, разработка технологических процессов, экспертиза случаев разрушения и аварий, а также обучение. Обычно главная роль принадлежит одному из названных направлений, но одновременно могут выполняться и работы по смежным направлениям. Оценку структуры следует подразделить на две области - микроскопию и документирование. Металлографические микроскопы представляют собой световые микроскопы, нормальной или обращенной конструкции (с верхним или нижним расположением образца). Кроме того, существуют специально сконструированные узкоцелевые приборы. К документированию относится макрофотография и микрофотография. Металлографическая лаборатория состоит из трех или более обособленных помещений. Это условие вытекает из принципа несовместимости различных методов, приборов и устройств. Нецелесообразно, например, проводить грубое шлифование и окончательное полирование в одном помещении. Не рекомендуется также устанавливать исследовательские микроскопы в помещении, где травят шлифы. Из оборудования необходимы: отрезной абразивный станок, пресс для горячей запрессовки, станок мокрого шлифования. На верстаке с тисками можно проводить вспомогательные работы. В комнате 2 производят дальнейшую обработку образцов, то есть полируют в несколько этапов и выявляют структуру. Применяемые на этой стадии приборы почти без исключения настольные, так что необходимо предусмотреть достаточное количество столов или стеллажей. Приборы для электролитического полирования и травления должны быть установлены в вытяжных шкафах. Еще один вытяжной шкаф должен быть предусмотрен для работы по заливке образцов смолами. На этом же участке целесообразно иметь рабочее место с малым микроскопом. Для хранения расходуемых материалов и временно неиспользуемых приборов установлены соответствующие шкафы. Предусмотрены два металлографических микроскопа, в том числе большой микроскоп с камерой, на котором можно делать фотоснимки и проводить всевозможные исследования Микроскоп МИМ 7 состоит из следующих основных систем: оптической, осветительной с фотографической аппаратурой и механической. Оптическая система микроскопа включает объектив и окуляр, от которых зависит увеличение микроскопа, и ряд вспомогательных элементов: призмы, зеркала, линзы, диафрагмы. Они смонтированы в корпусе и нужны, чтобы сложный, рассеянный луч белого цвета превратить в прямолинейный и сфокусировать его в одной точке. Объектив, представляющий собой сочетание линз, дает реальное увеличенное, но обратное изображение микроструктуры. Окуляр состоит из нескольких линз и предназначен для увеличения изображения, полученного объективом, и преобразования его из обратного в прямое. Окуляр и объектив имеют собственные увеличения. Четкость изображения достигается при правильном подборе объектива и окуляра. В осветительную систему микроскопа входят источник света, серия линз, светофильтров и диафрагм. Источником света является электрическая лампа, включаемая в сеть через понижающий трансформатор. Механическая система включает устройства для макро - и микрофокусировки. Макрофокусировка осуществляется с помощью винта, ручки которого располагаются слева и справа на боковых поверхностях корпуса микроскопа, и стопора с рукояткой (слева). Микрофокусировка производится винтом, расположенным справа, ниже макровинта. Перемещение предметного столика в горизонтальных направлениях для просмотра поверхности шлифа проводится двумя винтами, расположенными на его боковой поверхности. Около этих винтов на столике нанесены шкалы отсчета с ценой деления 1 мм. Порядок работы на микроскопе следующий. По табл. подбирают объектив и окуляр для необходимого увеличения и устанавливают их в гнездо объектива и окулярный тубус. На предметный столик помещают образец, обращенный исследуемой поверхностью к объективу. Включают микроскоп в электросеть, устанавливают с помощью блока питания необходимый накал лампы освещения. Отпустив рукоятку стопора, плавным вращением макровинта опускают столик, проводят фокусирование до появления в окуляре структуры поверхности. Держа правой рукой макровинт, левой стопорят его. Точное фокусирование проводят вращением микровинта. Перемещая предметный столик в горизонтальной плоскости в двух взаимно перпендикулярных направлениях, с помощью винтов просматривают всю поверхность шлифа, выбирая характерные ее участки. 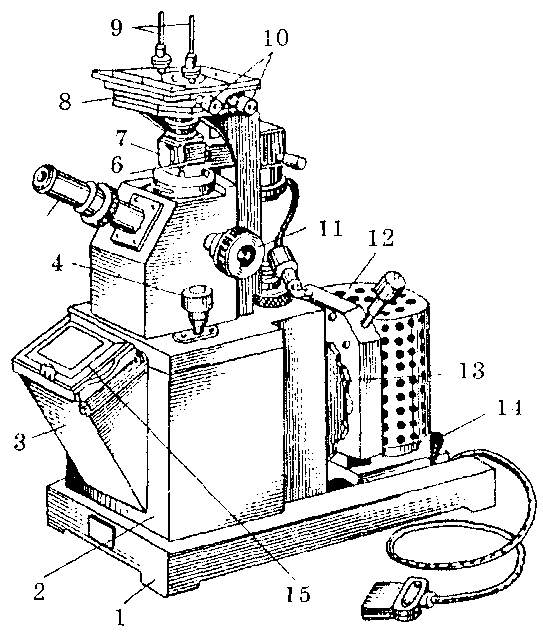 1 – основание; 2 – корпус; 3 – фотокамера; 4 – микрометрический винт; 5 – визуальный тубус с окуляром; 6 – рукоятка иллюминатора; 7 – иллюминатор; 8 – предметный столик; 9 – клеммы; 10 – винты перемещения столика; 11 – макрометрический винт; 12 – осветитель; 13 – рукоятка светофильтров; 14 – стопорное устройство осветителя; 15 – рамка с матовым стеклом Рисунок 1 - МИМ 7 Многочисленные и отличающиеся между собой методы исследования металлов можно разделить на две группы: 1. Методы, которые позволяют определить строение и преобразования, которые протекают в металлах. Эти методы делятся на структурные методы, которые позволяют непосредственно наблюдать строение металлов и методы, которые базируются на связи между строением и свойствами металлов. 2. Методы, которые позволяют непосредственно определять свойства металлов, прежде всего механические, а также физические химические и др. К структурным методам относятся макроскопический и микроскопический анализы. Макроскопической структурой называют структуру или особенности строения металлов и сплавов, которые можно наблюдать невооруженным глазом, или при небольших увеличениях (до 30 раз), что позволяет изучать большие поверхности заготовок, а также давать заключения о качестве металла и условия предыдущей обработки. Макроанализ в отличие от микроскопического анализа не позволяет определить всех особенностей строения металла и потому, часто, явятся не окончательным, а лишь предварительным видом исследования. Методом макроанализа определяют: - вид излома Объектами макроскопического анализа являются: - поверхность неразрушенного изделия; – изломы; – макрошлифы. Макрошлиф - это образец со шлифованной, а если необходимо, протравленной поверхностью, вырезанный с исследуемой детали. Выбор образцов для изготовления шлифов определяется видом объекта исследования (слиток, поковка, литьё, сварное соединение и так далее), размерами объекта. Шлиф нужно готовить в таком разрезе, в котором наиболее четко оказывается неоднородность или особенности строения структуры. Подготовленный для исследования объект разрезается механическими методами. При термическом резании необходимо оставлять значительный припуск на механическую обработку шлифа. Мелкие детали разрезают для исследования в нужном направлении и в таком виде направляют на последующую обработку. Из крупных деталей вырезают специальные образцы толщиной не меньше 15 - 25 мм. Одну из плоских поверхностей шлифуют вручную или на шлифовальном станке. При переходе на больше тонкий шлифовальный материал направление шлифования изменяют на 90° и шлифуют до исчезновения черточек от предыдущего шлифовального материала. Потом образец промывают водой и сушат. Для выявления дефектов формы сварных швов обезжиренный шлиф травят. Реактив активно влияет на участки, где есть дефекты и неметаллические включения, то есть больше разветвленная и активная поверхность, выявляя границы сварного шва, его конфигурацию, количество слоев при многопроходной сварке и так далее. Микроскопический анализ состоит в исследовании структуры материалов при больших увеличениях с помощью микроскопа. В зависимости от необходимого увеличения для четкого наблюдения всех фаз, их количества, формы и распределения в микроскопах используют: – белый свет и обычные оптические системы, которые составляются с комбинацией стеклянных линз и призм (оптическая микроскопия); - электронный луч, то есть поток электронов, для образования которого используют электромагнитные и электростатические линзы (электронная микроскопия). Микроскопический анализ состоит в исследовании структуры материалов при больших увеличениях с помощью микроскопа. Рассмотрим методы оптической микроскопии. Изучение с помощью оптических микроскопов проводят на специально подготовленных образцах - микрошлифах. Изготовление микрошлифа проходит в такой последовательности: вырезка образца; выравнивание поверхности среза, грубая шлифовка; тонкая шлифовка, полировка. Образец вырезается из той части детали или заготовки, которая в данном исследовании представляет собой самый большой интерес. Образцы вырезают ножовкой, фрезой, резцом, алмазным кругом или электроискровым способом. В процессе вырезки образцов не допускается значительный нагрев, так как он может вызвать структурные изменения металла. Если детали имеют небольшие размеры (тонкий лист, проволока и тому подобное), для изготовления шлифа их зажимают в специальные струбцины или заливают в оправках легкоплавкими материалами (сплав Вуда, сера, пластмассы, эпоксидные смолы). Грубую шлифовку проводят на специальных абразивных кругах или наждачной бумаге. После грубой шлифовки образец промывают водой и переходят к тонкому шлифованию, изменяя направление на 90° и шлифовальная бумага с зернистостью от 125 до 20 мкм до полного исчезновения черточек от предыдущей операции. Кроме бумаги для шлифовки можно использовать специальные пасты. После шлифования образец промывают и полируют с помощью полировочных эмульсий нанесенных на сукно. Полировочными материалами могут быть окислы алюминия, хрома, железа. Полировка длится 5 - 10 мин, когда образец получает зеркальную поверхность. Готовый образец промывают, сушат и разглядывают в микроскоп при увеличениях 100 - 150 раз для оценки качества поверхности. Если на поверхности образца есть риски, то возвращаются к полировке или тонкой шлифовке. После подготовки качественной поверхности шлифа, он подлежит травлению. Травление осуществляется погружением образца полированной поверхностью в ванну с реактивом или протиранием поверхности ватой смоченной в реактиве. Взаимодействие металла с реактивами проходит по такой схеме. Так как поверхность микрошлифа неоднородна, то разные составные имеют различный электродный потенциал, и при взаимодействии с реактивом поверхность представляет собой комплекс микрогальванических элементов. Участки поверхности с более низким потенциалом играют роль анодов и будут растворяться. Интенсивно травятся границы зерен, которые обычно больше обогащенные различными примесями, чем зерно. В результате травления на поверхности шлифа образовывается микрорельеф. Более глубоко протравленные участки дают при рассмотрении под микроскопом больше рассеянных лучей и выглядят более темными. Для наблюдения и фотографирования структуры металлов и сплавов используют металлографические микроскопы МИМ 7. Кроме изучения структуры металла, размера зерен, их расположения, конфигурации, при помощи оптического микроскопа возможно приблизительное определение содержания углерода в углеродистых сталях. Общая погрешность результатов исследования равна сумме погрешностей на каждом из перечисленных этапов - пробоотбор, пробоподготовка, металлографический анализ. Помимо комплекса мероприятий пробоподготовки для оптических исследований, в металлографическое исследование обязательно входит процедура распознавания и анализа структуры с помощью микроскопии. Очевидно, что наиболее характерным видом металлографического исследования является выявление микроструктуры металлов, затем анализ микроструктуры металлов, а также анализ макроструктуры. Однако к функциям металлографической лаборатории нередко относят также исследования механических свойств металлов и сплавов. В целях изучения закономерностей структурообразования в металлографических исследованиях также применяют термическую обработку сплавов, при этом используют самые разные виды и режимы термообработки. 5. Охрана труда и промышленная безопасность Приоритетной задачей завода является обеспечение здоровья и безопасности работников. Для достижения этой цели компания совершенствует технологические процессы на производстве, осуществляет пристальный контроль факторов производственного и профессионального рисков, проводит обучение персонала для повышения компетентности в вопросах охраны труда и промышленной безопасности. Система управления охраной труда полностью соответствует действующим международным стандартам по охране здоровья и безопасности персонала. На предприятии контролируется соблюдение техники безопасности на производстве, в обязательном порядке используются индивидуальные средства защиты, ведется работа по предотвращению аварийных ситуаций. Заключение В ходе производственной практики на заводе познакомился с производством по специальности, структурой завода и структурой его подразделений, термическим цехом и металлографической лабораторией. Ознакомился с основными видами технологического оборудования и его технологическими возможностями, системой мероприятий по охране труда, приобрел навыки практической работы при анализе макроструктуры и микроструктуры, изучил конструкторскую и технологическую документацию детали затвор-заготовка. Получил навыки чтения конструкторской и технологической документации. Список использованных источников 1. Очерки производства жидкостных ракетных двигателей [Текст] : научно-юбилейный сборник / [Федеральное космическое агентство, "Воронежский механический завод" – фил. ФГУП "ГКНПЦ им. М.В. Хруничева"] ("ВМЗ" – фил. ФГУП "ГКНПЦ им. М.В. Хруничева"); [гл. ред.: И.Т. Коптев]. – Воронеж: Воронежская обл. типография, 2013. – 351 с. 2. Большой энциклопедический словарь; Под редакцией Прохорова А.М.– М: Советская энциклопедия, 1991, 1628 с. 3. Зуев ВМ. Термическая обработка металлов – М: Высшая школа, 1976, 344 с. с ил. 4. Кузьмин Б.А. и др. Металлургия, металловедение и конструкционные материалы – М: Высшая школа, 1977, 304 с. с ил. 5. Никифоров В.М. Технология металлов и конструкционные материалы – М: высшая школа, 1980, 360 с. с ил. 6. Самохоцкий А.И., Парфёновская Н.Г. Технология термической обработки металлов – М: Машиностроение, 1976, 311 с. с ил. 7. Седов Ю.Е., Адаскин А.М. Справочник молодого термиста – М: Высшая школа, 1986, 239 с. с ил. 12 |