реферат. катализ. Получение мтбэ
 Скачать 0.83 Mb. Скачать 0.83 Mb.
|

|
Министерство науки и высшего образования Российской Федерации. Федеральное государственное бюджетное образовательное учреждение высшего образования «Омский государственный технический университет» Реферат на тему: « Получение МТБЭ » Дисциплина « Катализ в нефтепереработке » Выполнил: ст. гр. ХТ-191 Большакова О.А. Проверил: ст.преп. Слептерев А.А. Дата защиты 20.05.2022  Омск, 2022 г. Содержание Введение 2 Характеристика процесса 4 Характеристика катализаторов 8 Химизм процесса 9 Активация, дезактивация и регенерация катализатора 11 Способы получения катализаторов для данного процесса 12 Физико-химические и топливные свойства МТБЭ 13 Основные характеристики эфиров, применяемых в бензинах 15 Методы определения пористой структуры катализаторов 16 Заключение 17 Список литературы 19 ВведениеМетил-трет-бутиловый эфир (МТБЭ) является кислородсодержащим октаноповышающим компонентом и применяется для повышения октанового числа автобензинов. Для обеспечения конкурентоспособности любого нефтеперерабатывающего предприятия России необходимо строго соответствовать требованиям мирового рынка, предъявляемым к эксплуатационным и экологическим свойствам автобензинов. Положительное воздействие на качество топлива оказывает введение кислородсодержащих октаноповышающих добавок (МТБЭ, МТАЭ, ИПТБЭ, ДИПЭ). Во-первых, это улучшение параметров детонационной стойкости. Во-вторых, снижение содержания в выхлопных газах окиси углерода и углеводородов. В результате важно ещё и повысить их дорожное октановое число до уровня минимальных требований общеевропейских норм. Известна способность двигателей внутреннего сгорания работать на низших спиртах. Примером является метанол, на котором и по сей день продолжает ездить транспорт. В США широко популярно использование нового топлива - газохол, представляющего собой смесь бензина и этанола. Как правило, кислородсодержащие соединения характеризуются высокими октановыми числами, которые по исследовательскому методу достигают 100. Наибольшей уникальностью среди таких веществ отличается метил-трет-бутиловый эфир (2-метил-2-метоксипропан) (CH3)3COCH3, октановое число смешения которого в зависимости от составляющих бензин углеводородов может доходить до 135. Максимально допустимая законодательно объемная доля МТБЭ в бензинах Европейского союза - 15 %, в Польше - 5 %, в России - 15 % . Применение МТБЭ не требует добавления гомогенизатора для предотвращения расслоения водной фазы, поскольку он растворяется только в бензине. А использование метанола и этанола, пусть даже с хорошими показателями детонационной стойкости, приводит к дополнительным затратам в связи с их растворимостью в воде с последующим отслоением в низ резервуара. Из-за более низкой теплоты сгорания низших спиртов по сравнению с бензинами возникает необходимость большего запаса топлива либо затрат времени на частые заправки. Ещё одним достоинством МТБЭ является их схожие с бензином топливные характеристики, а наличие кислорода ещё и увеличивает экономичность двигателя и способствует уменьшению продуктов неполного сгорания в выхлопах. Использование метил-трет-бутилового эфира позволяет сократить расход нефти при выпуске указанного количества товарного автобензина, достичь оптимальных октановых характеристик компонентов продукта. Благодаря использованию бензина в смеси с МТБЭ : увеличивается антидетонационная стойкость топлива; снижается температура запуска двигателя и негативное воздействие выхлопных газов на окружающую среду; уменьшается износ деталей двигателя, образование нагара и лаковых отложений; уменьшается расход топлива. Характеристика процессаПараметры процесса получения МТБЭ по разным технологиям 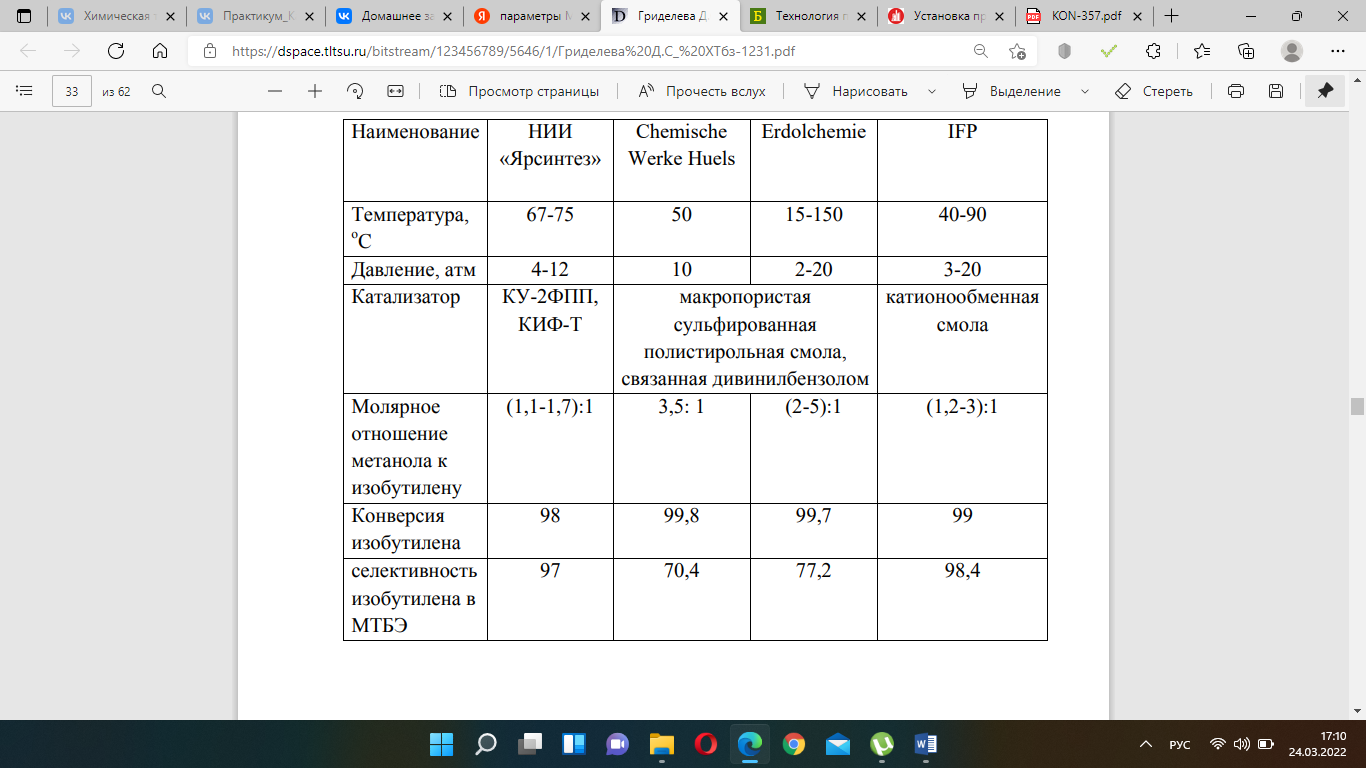 Таким образом, наиболее эффективным является процесс, предложенный институтом IFP. Однако данный процесс отличается более сложной технологической схемой, что является причиной повышенных затрат на ремонт, обслуживание и замену аппаратуры, а также повышенное энергопотребление установки. Поэтому за основу нашей дипломной работы принимаем процесс, предложенный НИИ «Ярсинтез». Существует несколько способов получения МТБЭ, но все они основаны на выполнении нескольких операций в одном аппарате, а именно протекание химической реакции в присутствии катализатора и извлечении целевого продукта. Выделяют основные организационно - производственные процессы получения МТБЭ: закупка сырья, производство МТБЭ, продажа полученной продукции. На рисунке 1. представлена схема получения МТБЭ.  Рисунок 1 - Схема процесса синтеза МТБЭ. Р - 1 - реактор испарительно - адиабатического типа; К - 3 – реакционно - ректификационный аппарат; К - 4 - колонна водной отмывки; К - 5 - колонна регенерации метанола Суть процесса состоит в следующем: после предварительного перемешивания, смесь фракции углеводородов и метанола, поступает реактор Р - 1, в котором происходит синтез практически всего количества эфира. Тип реактора –испарительно - адиабатический, где отвод тепла осуществляется за счёт испарения реагирующей массы компонентов. Внутри данного реактора, находится катализатор. Вывод реакционной массы с аппарата Р - 1 25 осуществляют двумя потоками, в виде двух фаз – жидкой и паровой, после чего они направляются в реакционно - ректификационную машину К - 3, которая состоит из трёх зон: зона отделения непрореагировавших углеводородов (преимущественно) от метанола и эфира; зона с катализатором – предназначенная для синтеза эфиров и их вывода; нижняя зона – зона отделения метил - трет - бутилового эфира от метанола и углеводородов. Реакционная смесь при выходе из аппарата Р - 1 поступает в К - 3, где проходит через слой катализатора, который расположен в виде трёх слоёв, на специальных тарелках. Метанол поступает наверх катализатора, а сверху К - 3 происходит отбор бутан - бутиленовой фракции, которая затем поступает в колонну К - 4, для водной отмывки углеводородной фракции от спирта. Вывод товарного эфира осуществляется из колонны К - 3, наверх колонны К - 4 поступает вода для отбора отмытой УВ - ой фракции, которая затем поступает на дегидрирование. Для отгонки метанола от воды в колонну К - 5 подают в качестве питания воду из К - 4. Процесс получения метил - трет - бутилового эфира обладает следующими достоинствами: низкие затраты, решение экологического вопроса, улучшение качества продукции и способствует увеличению экономической прибыли. Также, технология производства МТБЭ, постоянно развивается, усовершенствуется, чаще наблюдается выполнение операций на основе автоматизации процессов. Характеристика катализаторовНа предприятии ООО «Сибур Тольятти» в качестве катализатора синтеза МТБЭ в настоящее время используется АMBERLYST 15 . Данный катализатор является сильнокислой катионообменной смолой, используемой в качестве гетерогенного кислотного катализа, и подходит для неводного катализа. В настоящее время существует более новый катализатор Amberlyst 36. Основные характеристики данный катализаторов представлены в табл. Характеристики катализаторов марки Amberlyst 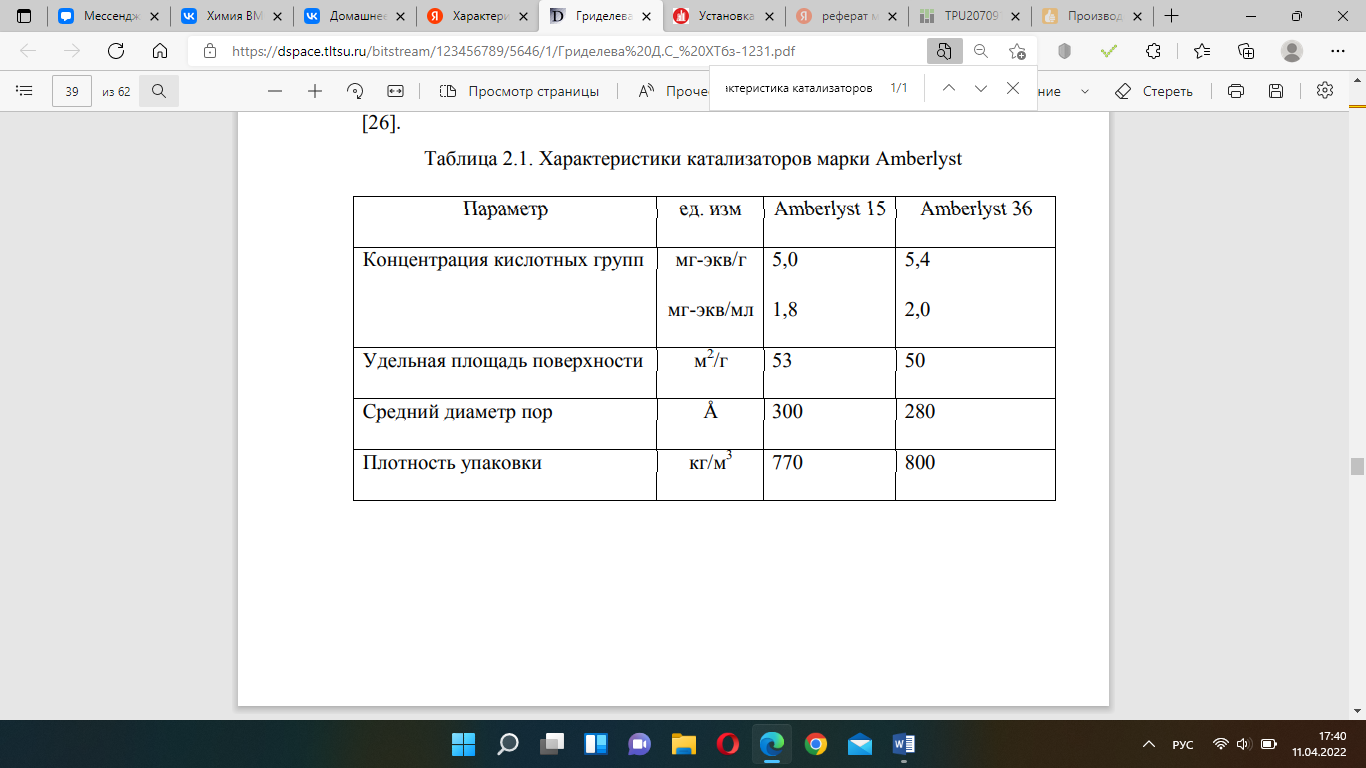 Катализатор Amberlyst 36 обладает рядом преимуществ: - рабочая температура ниже на 5оС; - более высокая конверсия (3-5%); - позволяет увеличить производительность на 10-20%; - больший срок службы (20-40%). На рисунке показана зависимость конверсии изобутилена от температуры процесса и применяемого катализатора. 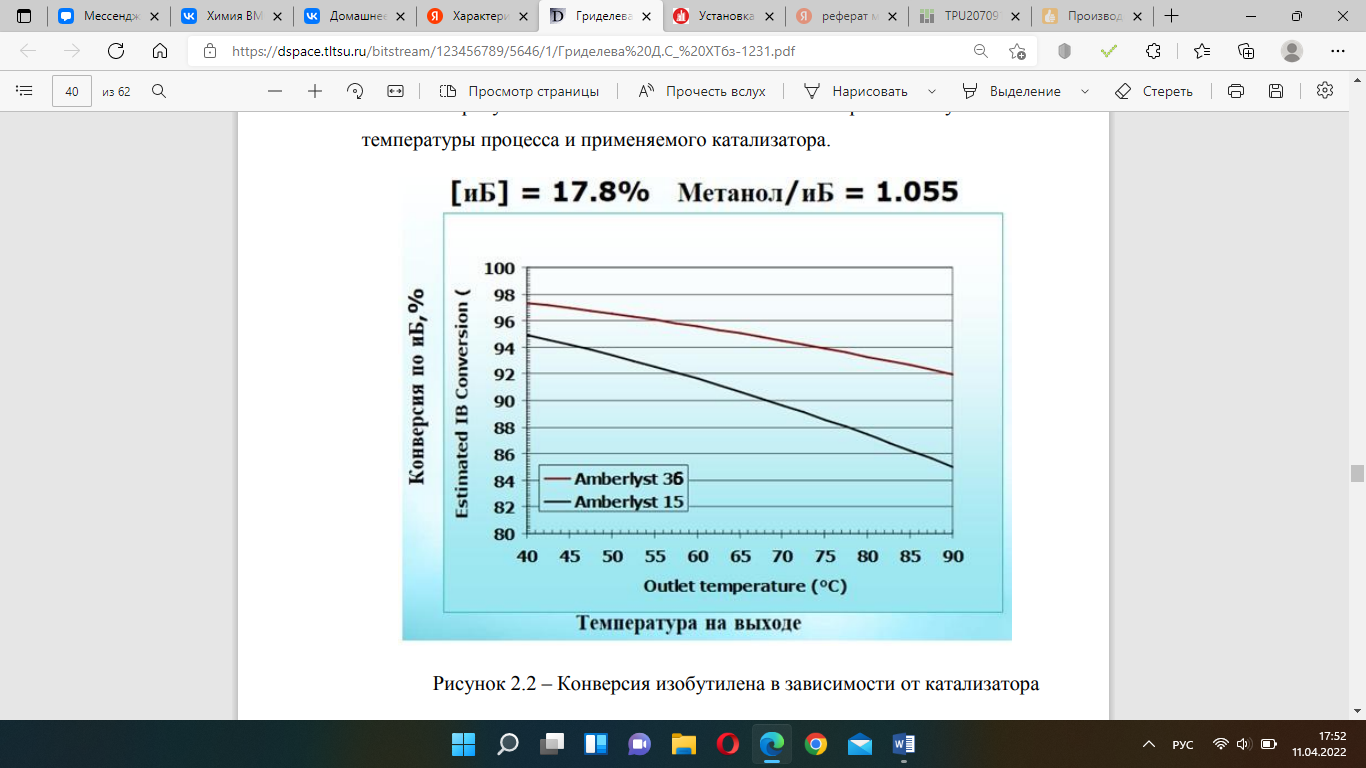 Конверсия изобутилена в зависимости от катализатора. Химизм процесса синтез МТБЭ из изобутилена и метанола: (CH₃)₂C=CH2 + CH3OH (CH₃)₃C-O-CH₃ нейтрализация муравьиной кислоты: НСООН + NaOHHCOONa + H₂O нейтрализация серной кислоты: H₂SO₄ + 2NaOHNa₂SO₄ + 2H₂O Побочные продукты: гидратация изобутилена с образованием спирта: (CH₃)₂C=CH₂ + H2O (CH₃)₃C-OH димеризация изобутилена: 2(СН₃)₂С=СН2(СН₃)₃С-СН2-С(СН₃)=СН₂ гидратация метанола с образованием диметилового эфира: 2CH₃OHСН₃ОСН₃ + H₂O взаимодействие 2-бутенов с метанолом: СН₃-СН=СН-СН₃ + CH₃OHСН₃-СН₂-СН(СН₃)-О-СН₃ Получение бензина представляет собой процесс механического смешивания бензина с низким октановым числом и МТБЭ. Наиболее экономичное количество МТБЭ составляет 5-15%. Экспериментально было подсчитано, что при добавлении 10% МТБЭ октановое число увеличивается на 2,1-5,8 единиц по исследовательскому методу, в зависимости от состава исходника. Содержание воды в исходном сырье является важной характеристикой от ее количества зависит получение побочного продукта – триметилкарбинола. Поэтому содержание воды должно быть менее 0,1% масс. Бензиновые фракции, которые используются как сырье для синтеза МТБЭ могут содержать щелочные или азотные соединения, или примеси, из-за которых срок службы катализаторов снижается. Поэтому в технологической схеме предусматривают очистку углеводородов до попадания их в реакционную зону. Требования к фракции С-4: Количество С3- углеводородов не больше 0,5% масс. ; Количество бутадиена-1,3, не больше 0,5% масс.; Количество азотсодержащих примесей, не больше 0,0001% масс.; Щелочь в составе отсутствует. Активация, дезактивация и регенерация катализатораАктивация катализатора производится при температуре (470-480) °С в слое катализатора, в присутствии кислорода воздуха. Необходимая температура достигается за счет сгорания небольшого количества аммиака подаваемого в реактор. Процесс активации заключается в выжигании из пор катализатора углеводородов, снижающих активность катализатора, в следствии уменьшения площади поверхности катализатора. Процессы дезактивации катализатора, активность которого медленно снижается из-за хемосорбции веществ, с трудом удаляющихся с поверхности, называются отравлением. Отравление обычно происходит за счет адсорбции на поверхности катализатора малых количеств примесей (ядов), содержащихся в потоке исходных реагентов. Отравляющей молекулой может быть также реактант и продукт основной реакции. Для восстановления первоначальной активности катализатор подвергают регенерации окислительным выжигом кокса. В зависимости от состава катализатора применяют газовоздушный или паровоздушный способ регенерации. Цеолитсодержащие катализаторы гидрообессеривания и гидрокрекинга нельзя подвергать паровоздушной регенерации. Газовоздушную регенерацию обычно проводят смесью инертного газа с воздухом при температуре до 550 °С. При этом регенерируемый катализатор ускоряет реакции горения кокса. Паровоздушную регенерацию проводят смесью, нагретой в печи до температуры начала выжига кокса. Смесь поступает в реактор, где происходит послойный выжиг кокса, после чего газы сбрасывают в дымовую трубу. Способы получения катализаторов для данного процессаПо исследовательскому методу МТБЭ характеризуется высокими октановыми числами – 115-135, по моторному методу – 98-100. Растворяется только в бензине, не ядовит. Получение МТБЭ основано на простой одностадийной технологии присоединения метилового спирта CH3OH к изобутилену (2-метилпропену) C4H8 без воздействия высоких температур и давлений. Протекание реакции в специальном катализаторе, чаще с применением ионообменных смол, обеспечивает полную конверсию и высокую селективность, где сырьем является фракция С4 каталитического крекинга с присутствием изобутилена и н-бутилена (1- и 2-бутены) C4H8. Благодаря использованию бензина в смеси с МТБЭ: увеличивается антидетонационная стойкость топлива; снижается температура запуска двигателя и негативное воздействие выхлопных газов на окружающую среду; уменьшается износ деталей двигателя, образование нагара и лаковых отложений; уменьшается расход топлива. При производстве бензинов происходит механическое смешение низкооктанового бензина и МТБЭ. Установлено, что наиболее оптимальное содержание МТБЭ в бензинах находится в районе 5-15%. Добавление 10% эфира повышает ОЧИ на 2,1 – 5,8 единиц, исходя из компонентного состава углеводородного сырья. Физико-химические и топливные свойства МТБЭ
МТБЭ растворим в этаноле, диэтиловом эфире, плохо — в воде (4,6% при 20˚С) Образует азеотропные смеси: с метанолом (МТБЭ — 85% мас.), температура кипения – 52˚C; с водой (МТБЭ — 96%мас.), температура кипения — 52,6˚C. При высоких температурах (460˚C) или использовании катализатора происходит разложение на метанол и изобутилен. Кроме МТБЭ во всем мире имеет место применение и других топливных оксигенатов. В таблице отражены их основные характеристики. Основные характеристики эфиров, применяемых в бензинах
Все эфиры, особенно третбутиловые, характеризуются высокими октановыми числами, которые сопоставимы с низшими спиртами. Методы определения пористой структуры катализаторовРтутная порометрия, основанная на капиллярных явлениях, используется для изучения распределения пор по размерам вдавливанием ртути в поры. Жидкая ртуть не смачивает большинство материалов и практически не взаимодействует с ними. Каждому давлению соответствует определённый объём ртути, вдавленный в поры определённого радиуса. Повышая давление, и одновременно измеряя объём ртути, вдавленной в поры, можно построить интегральную кривую распределения удельного объёма пор по их диаметрам, определить пористость и удельную поверхность. Транспирационные методы основываются на измерении проницаемости пористых материалов газами или жидкостями. Степень проницаемости определяется скоростью течения газа или жидкости через единицу площади и единицу толщины объёма при заданном давлении. Сорбционные методы основаны на явлении конденсации газов (адсорбатов) на открытых (доступных для молекул газа) поверхностях адсорбентов. Эти методы, как и метод ртутной порометрии, пригодны для исследования материалов с развитой пористой структурой, дополняют метод ртутной порометрии в области микропор, самой трудной для порометрического анализа, позволяют надёжно определять удельную поверхность пористой структуры. ЗаключениеСогласно ТУ, метил-трет-бутиловый эфир (МТБЭ) допускается вовлекать в автомобильные бензины в качестве кислородосодержащего высокооктанового компонента до 15 % (по объему). Это обеспечивает снижение содержания токсичных продуктов в отработавших газах за счет увеличения полноты сгорания углеводородов. В процессе производства некоторых марок автомобильных бензинов на НПЗ низкая температура кипения и высокое давление насыщенных паров не позволяют вовлекать МТБЭ до максимально разрешенного уровня 15 % (по объему). Из-за высокой летучести МТБЭ (Ткип = 55 °) в летний период возможно снижение октанового числа автомобильных бензинов, что может создавать трудности при эксплуатации автотранспорта. Многолетнее применение МТБЭ в составе автомобильных бензинов показало, что такое топливо оказывает отрицательное влияние на организм человека. Установлено, что постоянное воздействие МТБЭ на лиц, контактирующих с бензином, вызывает такие заболевания, как астма, кратковременная потеря памяти, головная боль, раздражение кожи. Этот эфир оказывает токсическое действие, угнетающее центральную нервную систему. И обусловлены эти напасти наркотическим эффектом. Несмотря на то, что ограничения или какие-либо запреты на использование МТБЭ в большинстве европейских стран не применяются, объемы производства МТБЭ с 2000 года неуклонно снижаются. Основной высокооктановый компонент, вытесняющий МТБЭ с рынка, - ЭТБЭ, который вырабатывается из растительного сырья. То есть это возобновляемый энергоресурс. МТБЭ обладает свойством очень быстро проникать сквозь слои грунта и заражать питьевую воду. Это особенно опасно, если бензин с МТБЭ разольется в непосредственной близости от источников воды - колодцев, скважин, водоемов. В организме МТБЭ почти не изменяется. Он выводится в чистом виде, легкими (80 ч 90 %) и почками (10 ч 20 %). При этом угнетаются дыхательный и сосудодвигательный центры, поражаются печень и почки. В тяжелых случаях возникают потери сознания. К сожалению, методы контроля содержания МТБЭ в воде, обеспечивающие необходимую точность отсутствуют. Диапазон определяемых концентраций МТБЭ хромато-масс-спектрометрическим методом колеблется 0,005 мг/л до 0,250 мг/л. А предельно допустимая концентрация МТБЭ для воды рыбохозяйственных водоемов составляет 0,001 мг/л. Скандинавия и США полностью отказались от использования метил-трет-бутилового эфира в автомобильных бензинах из-за его неэкологичности. Считается, что МТБЭ вреден для резины, а также улетучивается в жару. Это ведет к понижению октанового числа топлива. Он имеет относительно низкую теплоту сгорания. В России МТБЭ остался практически единственной присадкой, которую разрешено добавлять в бензин. На этом фоне «Татнефть» и Институт катализа им. Г.К. Борескова Сибирского отделения РАН (Новосибирск) изучают возможность синтеза октаноповышающих добавок из отходов сельхозпроизводства. Добавки могут производиться, к примеру, из кукурузных стеблей, подсолнечной лузги. Список литературыРикс А., Грунд Г., Бюшкен В. Способ получения метил-трет.-бутилового эфира и почти свободной от изобутена смеси углеводородов С₄. – Россия, 2005. Э. М. Миннуллина, А. И. Абдуллин, Е. А. Емельянычева, А. А. Мухаметзянова. Перспективы производства и использования метил-трет-бутилового эфира. 2018. А.Ю. Шевырин, Н.В. Лисицын, А.Н. Шакун, А.А. Яковлев. Нефтепереработка и нефтехимия. 2013. Е. В. Ерзикова, В. С. Савельев, П. П. Грачев. Способ получения МТБЭ. – Тюменская обл., г. Тобольск, 2006. Киселев Е.П. МТБЭ. - г. Салават, 2006. Харалдина П.С. Землянский Е.О. Перспективы производства и использования метил-трет-бутилового эфира. 2018. Голубева И.А., Жагфаров Ф.Г. Основы газохимии. - М.: РГУ нефти и газа им. И.М. Губкина, 2016. - 216 с. ОАО НИИ «Ярсинтез» Технология получения метил-трет-бутилового эфира (МТБЭ) Ярославль, 14с. Адельсон С.В., Вишняков Т.П., Паушкин Я.М. Технология нефтехимического синтеза. - М.: Химия, 1985. - 608 с. Белов, А.А. Разработка автоматизированной системы управления технологическим процессом синтеза метил - трет - бутилового эфира / А.А. Белов, Л.И. Медведева // Точная наука. - 2019. №47, с. 14 - 16. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||