Консп посадки. консп посадки. Посадки. Типы посадок и их характеристики. Графическое изображение допусков и посадок
 Скачать 230.25 Kb. Скачать 230.25 Kb.
|

|
ПОСАДКИ. ТИПЫ ПОСАДОК И ИХ ХАРАКТЕРИСТИКИ. ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ ДОПУСКОВ И ПОСАДОК Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными).
Рис. 1.6. Сопряжение вала и отверстия Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению. Различают три типа посадок: с зазором, с натягом и переходные посадки. При графическом изображение поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рис.1.7).
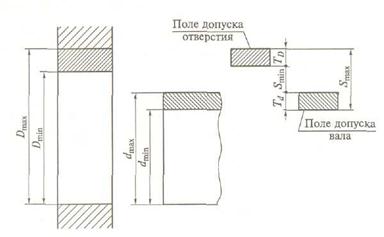
Посадки с зазором. Посадкой с зазором называется посадка, при которой всегда обеспечивается зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему (поле допуска отверстия расположено над полем допуска вала) (рис. 1.8). Зазор S - положительная разность размеров отверстия и вала. Зазор обеспечивает возможность относительного перемещения сопряженных деталей. Основными характеристиками посадки с зазором являются: - наименьший зазор Smin = Dmin - dmax; - наибольший зазор Smax = Dmax - dmin; - действительный зазор SД = DД – dД; - допуск зазора Ts = Smax - Smin = (Dmax - dmin) - (Dmin - dmax) = (Dmax- Dmin) + ( dmax - dmin) = TD + Td
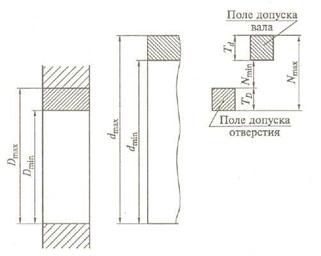
Рис. 1.8. Схемы расположения полей допусков при посадках с зазором Посадки с натягом. Посадкой с натягом называется посадка, при которой всегда обеспечивается натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему (поле допуска отверстия расположено под полем допуска вала) (рис. 1.9). Натяг N - положительная разность размеров вала и отверстия до сборки. Натяг обеспечивает взаимную неподвижность деталей после их сборки
Рис. 1.9. Схемы расположения полей допусков при посадках с натягом Основными характеристиками посадки с натягом являются: - наибольший натяг Nmax = dmax - Dmin; - наименьший натяг Nmin = dmin - Dmax; Средний натяг Nmax+ Nmin /2; - допуск натяга TN = Nmax - Nmin = (dmax - Dmin) - (dmin - Dmax) = (dmax - dmin) + (Dmax - Dmin) = Td + TD. Переходные посадки. Переходной посадкой называется посадка, при которой возможно получение как зазора, так и натяга в зависимости от действительных размеров отверстия и вала (поля допусков отверстия и вала перекрываются частично или полностью) (рис. 1.10). Переходные посадки используют для неподвижных соединений в тех случаях, когда при эксплуатации необходимо проводить разборку и сборку, а также когда к центрированию деталей предъявляются повышенные требования.
Рис. 1.10. Схемы расположения полей допусков при переходных посадках Переходные посадки, как правило, требуют дополнительного закрепления сопрягаемых деталей, чтобы гарантировать неподвижность соединений (шпонки, штифты, шплинты и другие крепежные средства). Основными характеристиками переходных посадок являются: - наибольший натяг Nmax = dmax - Dmin; - наибольший зазор Smax = Dmax - dmin или - допуск посадки (натяга) TN = Nmax + Smax = (dmax - Dmin) + (Dmax - dmin) = (dmax - dmin) +(Dmax - Dmin) = Td + TD
КвалитетыСовокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров, называется квалитетом (I). Иными словами, квалитет – степень точности, с которой выполнена деталь, при этом учитывается размер этой детали. Очевидно, что если выполнить с одинаковым допуском очень большую и очень маленькую деталь, то относительная точность изготовления большой детали будет выше. Поэтому системой квалитетов принимается в расчет то, что (при одинаковых допусках) отношение величины допуска к номинальному размеру у большой детали будет меньше, чем отношение допуска к номинальному размеру маленькой детали (рис. 2), т. е. условно большая деталь изготовлена точнее относительно своих размеров. Если, например, для вала с номинальным диаметром 3 метра миллиметровое отклонение от размера можно считать незначительным, то для вала диаметром 10 мм такое отклонение будет очень ощутимым. Введение системы квалитетов позволяет избежать такой путаницы, поскольку точность изготовления деталей привязывается к их размерам. По ЕСДП СЭВ квалитеты стандартизованы в виде 19 рядов. Каждый квалитет обозначается порядковым номером 01; 0; 1; 2; 3;...; 17, возрастающим с увеличением допуска. Два самых точных квалитета - 01 и 0. Ссылка на допуски по квалитетам ЕСДП СЭВ может быть сделана сокращенно буквами IT «Международный допуск» с номером квалитета. Например, IT7 означает допуск по 7-му квалитету. В системе СЭВ для обозначения допусков с указанием квалитетов применяются следующие условные обозначения: Используются буквы латинского алфавита, при этом отверстия определяются прописными буквами, а валы - строчными. Отверстие в системе отверстия (основное отверстие) обозначается буквой Н и цифрами - номером квалитета. Например, Н6, Н11 и т. д. Вал в системе отверстия обозначается символом посадки и цифрами - номером квалитета. Например, g6, d11 и т. д. Сопряжение отверстия и вала в системе отверстия обозначается дробно: в числителе - допуск отверстия, в знаменателе - допуск вала. *** графическое изображение допусков и посадокДля наглядности часто используют графическое изображение допусков и посадок с помощью, так называемых, полей допусков (см. рис. 3). Построение выполняется следующим образом. От горизонтальной линии, условно изображающей поверхность детали при ее номинальном размере, откладывают предельные отклонения в произвольно выбранном масштабе. Обычно на схемах величины отклонений указывают в микронах, но можно строить поля допусков и в миллиметрах, если отклонения достаточно большие.  Линия, которая при построении схем полей допусков соответствует номинальному размеру и служит началом отсчета отклонений размеров, называется нулевой (0-0). Поле допуска - поле, ограниченное верхним и нижним отклонениями, т. е. при графическом изображении поля допусков показывают зоны, которые ограничены двумя линиями, проведенными на расстояниях, соответствующих верхнему и нижнему отклонению в избранном масштабе. Очевидно, что поле допуска определяется величиной допуска и его положением относительно номинального размера. На схемах поля допусков имеют вид прямоугольников, верхние и нижние стороны которых параллельны нулевой линии и отображают предельные отклонения, а боковые стороны в избранном масштабе соответствует допуску размера. На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры. Предельное отклонение, которое ближе к нулевой линии, называют основным (верхним или нижним). Оно определяет положение поля допусков относительно нулевой линии. Для полей допусков, расположенных ниже нулевой линии, основным является верхнее отклонение. Для полей допусков, расположенных выше нулевой линии, основным является нижнее отклонение. Принцип образования полей допусков, принятый в ЕСДП, допускает сочетание любых основных отклонений с любыми квалитетами. Например, можно образовать поля допусков а11, u14, с15 и другие, не установленные в стандарте. Исключение представляют основные отклонения J и j, которые заменяются основными отклонениями Js, и js. Использование всех основных отклонений и квалитетов позволяет получить 490 полей допусков для валов и 489 для отверстий. Такие широкие возможности образования полей допусков позволяют применять ЕСДП в различных специальных случаях. Это является ее существенным достоинством. Однако на практике использование всех полей допусков неэкономично, так как вызовет чрезмерное разнообразие посадок и специальной технологической оснастки. При разработке национальных систем допусков и посадок на базе систем ИСО из всего многообразия полей допусков отбирают только те поля, которые обеспечивают потребности промышленности страны и ее внешнеэкономические связи. h и H - верхнее и нижнее отклонения вала и отверстия, равные нулю (допуски с основными отклонениями h и H приняты для основных валов и отверстий). а - h (А - H) — отклонения, образующие поля допусков при посадках с зазорами. js - n (Js - N) — отклонения, образующие поля допусков переходных посадок. p – zc (P - ZC) — отклонения, образующие поля допусков посадок с натягом. Схематически основные отклонения показаны на Рис. 4. 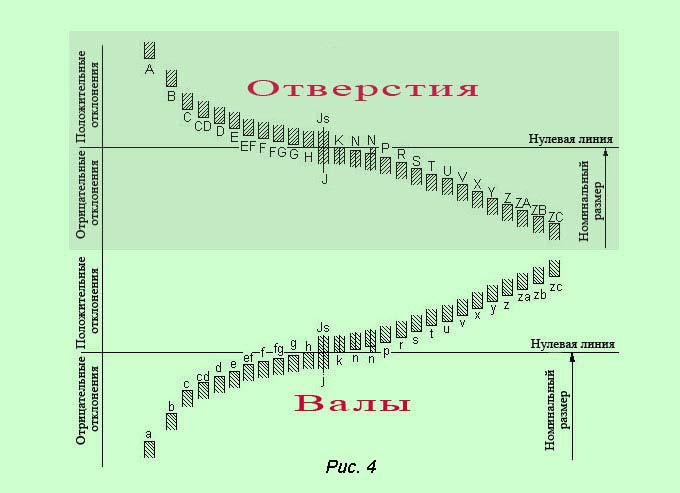 Поле допуска в ЕСДП СЭВ образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим поле допуска обозначается буквой основного отклонения и номером квалитета, например 65f6; 65e11 — для вала; 65Р6; 65H7 — для отверстия. Основные отклонения зависят от номинальных размеров деталей и остаются постоянными для всех квалитетов. Исключение составляют основные отклонения отверстий J, К, М, N и валов j и k, которые при одинаковых номинальных размерах, в разных квалитетах имеют различные значения. Поэтому на схемах поля допусков с отклонениями J, К, М, N, j, k, обычно разделены на части и показаны ступенчатыми. Специфичны поля допусков типа js6, Js8, Js9 и т.д. Они фактически не имеют основного отклонения, поскольку расположены симметрично относительно нулевой линии. По определению основное отклонение – это отклонение ближайшее к нулевой линии. Значит, оба отклонения таких специфических полей допусков могут быть признаны основными, что недопустимо. Особое значение имеют основные отклонения H и h, которые равны нулю (рисунок). Поля допусков с такими основными отклонениями расположены от номинала «в тело» детали; их называют полями допусков основного отверстия и основного вала. Обозначения посадок строятся как дроби, причем в числителе всегда находится обозначение поля допуска охватывающей поверхности (отверстия), а в знаменателе – поля допуска охватываемой (вала). При выборе квалитета соединения и вида посадки конструктору следует учитывать характер сопряжения, эксплуатационные условия, наличие вибрации, срок службы, колебания температуры и стоимость изготовления. Квалитет и вид посадки рекомендуется выбирать по аналогии с теми деталями и узлами, работа которых хорошо известна, или руководствоваться рекомендациями справочной литературы и нормативных документов (ОСТов). В соответствии с квалитетом посадки выбирается чистота поверхности сопрягаемых деталей. Допуски и посадки установлены для четырех диапазонов номинальных размеров: малый - до 1 мм; средний - от 1 до 500 мм; большой - от 500 до 3150 мм; очень большой - от 3150 до 10 000 мм. Средний диапазон является наиболее важным, поскольку применяется значительно чаще. *** Обозначение допусков на чертежахУказания и обозначения на чертежах предельных отклонений формы и расположения поверхностей регламентируются ГОСТ 2.308-79, который предусматривает для этих целей специальные знаки и символы. Посадки сопрягаемых деталей и предельные отклонения размеров деталей, изображенных на сборочных чертежах, указывают дробью, в числителе которой приводится буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, а в знаменателе — аналогичное обозначение поля допуска вала (рис. 1, в, г). В условных обозначениях полей допусков необходимо указывать числовые значения предельных отклонений в следующих случаях: - для размеров, не включенных в ряды нормальных линейных размеров, - например 41,5 H7(+0,021); при назначении предельных отклонений, условные обозначения которых не предусмотрены ГОСТ 25347—82, например для пластмассовой детали (рис. 1, д) с предельными отклонениями по ГОСТ 25349—82. Предельные отклонения могут назначаться для размеров, не указанных на чертеже детали, включая несопрягаемые и неответственные. Например, в технических требованиях дается указание «Неуказанные предельные отклонения размеров: отверстий H14, валов h14, остальных В первом случае отклонения H14 относятся к размерам всех внутренних (охватывающих) элементов, а отклонения h14 — к размерам всех наружных (охватываемых) элементов. Во втором случае отклонения H12 относятся только к диаметрам отверстий, а отклонения h12 — к диаметрам валов. Обозначение На поверхности, состоящей из участков с одинаковым номинальным размером, но разными предельными отклонениями, наносят границу между этими участками тонкой сплошной линией и номинальный размер с соответствующими предельными отклонениями указывают для каждого участка отдельно (рис. 2).  Рисунок 2 - Примеры обозначения предельных отклонений
таблица 18 Виды посадок
|
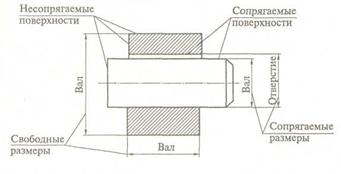
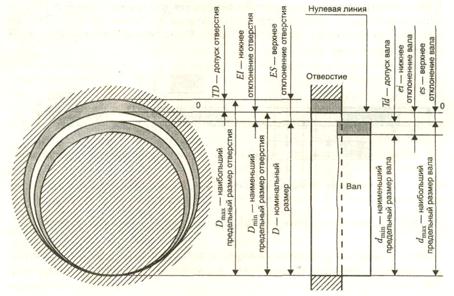
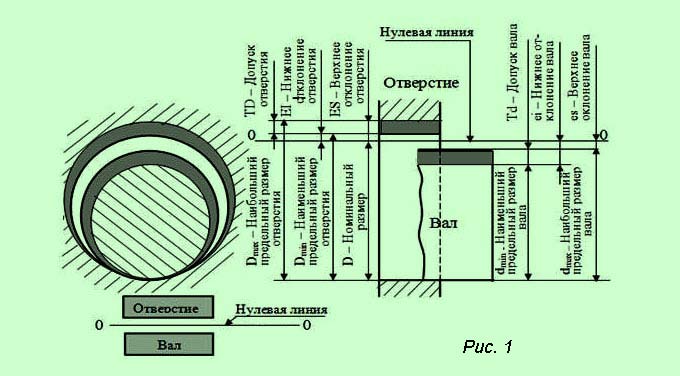
 Рис. 1.7. Поля допусков отверстия и вала при посадке с зазором
Рис. 1.7. Поля допусков отверстия и вала при посадке с зазором