Курсовой Проектирование системы электросгабжения цеха. Пояснительная записка кп. 13. 02. 11. 2018. М361. 000 Пз
 Скачать 373.63 Kb. Скачать 373.63 Kb.
|

КП.13.02.11.2018.М-361.000 ПЗ50  Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата          Для расчетов используем формулы ниже, где: Для расчетов используем формулы ниже, где: Tпл - время межремонтного периода; Tпл – время ремонтного цикла; Пр – годовой простой; Ag – годовой фонд рабочего времени; Nк – число капитальных ремонтов в год; Nт – число текущих ремонтов в год. Металлорежущий станок: Термический отдел, работа в 3 смены; Электропечи сопротивления: Термический отдел, работа в 3 смены, основное оборудование; Электропечи сопротивления: Термический отдел, работа в 3 смены, основное оборудование; Электропечи сопротивления: Термический отдел, работа в 3 смены, основное оборудование; Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ51 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата Электропечи сопротивления: Термический отдел, работа в 3 смены, основное оборудование; Электропечи сопротивления: Термический отдел, работа в 3 смены, основное оборудование; Индукционные канальные печи: Термический отдел: работа в 2 смены, основное оборудования; Индукционные канальные печи: Термический отдел: работа в 2 смены, основное оборудования; Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ52 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата Индукционные канальные печи: Термический отдел: работа в 2 смены, основное оборудования; Индукционные тигельные печи: Термический отдел, работа в 3 смены; Индукционные тигельные печи: Термический отдел, работа в 3 смены; Индукционные тигельные печи: Термический отдел, работа в 3 смены; Индукционные тигельные печи: Термический отдел, работа в 3 смены; Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ53 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата Вентиляторы: Термический отдел, работа в 3 смены; Кран-балки: Термический отдел, работа в 2 смены, основное оборудование; Кран-балки: Термический отдел, работа в 2 смены, основное оборудование; Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ54 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата 2.3 Технологическая карта на ремонт оборудования. Индукционная канальная печь. Инструмент. Таблица 19.
Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ55 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ56 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата 2.4 Монтаж проектируемого оборудования. Индукционные канальные печи широко используют для плавки цветных металлов (меди и ее сплавов, алюминия, цинка и др.), а также чугуна, обеспечивая при этом хорошее качество получаемого металла и высокие экономические показатели процесса плавки. Особенности печи: Минимальный угар и испарение металла, так как нагрев происходит снизу. К наиболее нагретой части расплава, находящейся в каналах, нет доступа воздуха, а поверхность металла в ванне имеет сравнительно низкую температуру; Малый расход энергии на расплавление, перегрев и выдержку металла. Канальная печь имеет высокий электрический к.п.д. благодаря использованию замкнутого магнитопровода; Однородность химического состава металла в ванне благодаря циркуляции расплава, обусловленной электродинамическими и тепловыми усилиями. Циркуляция способствует также ускорению процесса плавки. 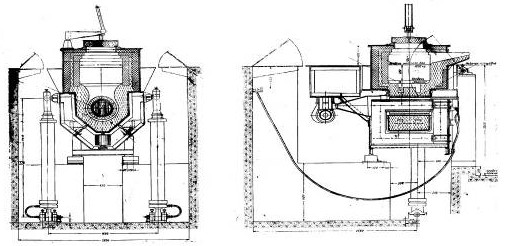 Рис. 24. Конструкция индукционной канальной печи. Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ57 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата Футеровка печи состоит из подового камня и футеровки ванны. 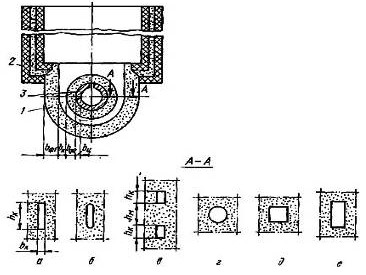 Рисунок 25. Футеровка канальной печи: 1- подовый камень; 2- футеровка ванны; 3- защитный цилиндр; а-е – виды поперечных сечений каналов. Подовый камень содержит плавильный канал, форма, и размеры которого определяются в результате электрического расчета печи с учетом особенностей выплавляемого в печи металла. Поперечное сечение каналов может иметь прямоугольную или овальную форму (рис. 25, а и б), может быть два или три канала, окружающих один индуктор (рис. 25, в), а также может иметь круглую, квадратную или прямоугольную форму (рис. 25, г, д и е). Подовый камень изготовляют одним из следующих методов: набивкой вне печи в запасной кожух или форму с последующей установкой на печь, и набивкой непосредственно в печи. Для получения канала нужной формы применяют шаблоны: металлические или деревянные. При набивке подового камня для образования внутренней полости, в которую впоследствии вставляется сердечник с индуктором, устанавливают асбестовый или металлический цилиндр (см. рис. 25), имеющий в верхней части сквозную продольную прорезь. Этот цилиндр остается в печи и во время ее работы. Он способствует повышению прочности подового камня и предохраняет индуктор от попадания расплавленного металла в случае частичного повреждения футеровки канала. Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ58 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата Футеровка ванны иногда делается полностью набивной из той же массы, что и подовый камень. При этом используются шаблоны из металлических листов по форме ванны. Часто применяют многослойную футеровку ванны, как показано на рис. 25. Между слоями внутреннего огнеупорного и наружного теплоизоляционного кирпичей располагается набивка, предохраняющая футеровку от разрушения в случае проникновения расплава в швы между огнеупорными кирпичами. Магнитопровод выполняют из электротехнической стали марок Э41, Э42, и др. 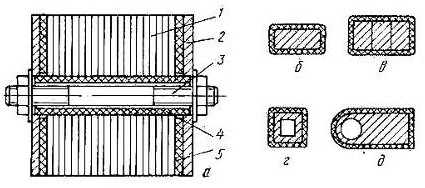 Рисунок 26. Способы стяжки листов трансформаторной стали магнитопровода (а) и варианты сечений изолированного провода индуктора (б - стандартный обмоточный провод; в - составной обмоточный провод; г-трубка; д - неравностенная трубка, обращенная толстой стороной к каналу). Нарисунке 26 оказан применяемый способ стяжки листов трансформаторного железа, ярма и стержней. Пакет магнитопровода 1 сжимается накладками 2 из немагнитного металла с помощью стальных шпилек 3. шпильки изолируют от листов трансформаторной стали фибровыми, бакелитовыми или миканитовыми трубками 4, а накладки – листовым миканитом или асбестом 5. Индуктор представляет собой выполненную из медного проводника спиральную катушку. Для изготовления индуктора применяют либо обычные обмоточные провода прямоугольного сечения (рис. 6, б и в), либо при водяном охлаждении медную трубку (рисунок 26, г и д). Индуктор изолируют киперной, асбестовой лентой или лентой из стекловолокна. Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ59 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата Заключение В ходе этой курсовой было проделано огромное количество работы. Было проведено огромное количество расчетов, которые позволили составить план-график расположения оборудования в цехе, были отобраны кабели различного сечения для потребителей, была отобрана защита для них в виде автоматических выключателей. Составлен план-график планово-предупредительного ремонта, который показывает, когда будет проходить текущий и капитальный ремонты на 2018 год. Был написан монтаж индукционных канальных печей, которые могут использоваться в качестве миксеров и раздаточных печей. К преимуществам этих печей также следует отнести: отсутствие науглероживания металла (из-за отсутствия электродов), малую степень поглощения газов. В настоящее время находит применение очень много видов данного типа печей, однако эти печи наиболее опасны с точки зрения противопожарной безопасности, поэтому они требуют особого ухода и постоянного наблюдения за исправностью их отдельных узлов. Все печи, используемые в металлургическом производстве, требуют чёткого соблюдения правил эксплуатации и техники безопасности. Только в этом случае будет возможно добиться максимальной производительности, с минимальной опасностью для обслуживающего персонала. Изм. Лист. № докум. Подп. Дата. Лист КП.13.02.11.2018.М-361.000 ПЗ60 Подп. и дата Инв. № дубл Взаим. инв. № Инв. № подл. Подп. и дата Список литературы Яхонтова, О. Электроснабжение и электропотребление в строительстве: Учебное пособие / О. Яхонтова, Л. Валенкевич, Я. Рутгайзер. - СПб.: Лань, 2013. - 512 c.Рождествина, А.А. Электроснабжение и электрооборудование цехов промышленных предприятий (для бакалавров) / А.А. Рождествина. - М.: КноРус, 2013. - 368 c. Плащанский, Л.А. Электроснабжение горного производства. Релейная защита: Учебное пособие / Л.А. Плащанский. - М.: Горная книга, 2013. - 299 c. Кудрин, Б.И. Электроснабжение потребителей и режимы: Учебное пособие / Б.И. Кудрин, Б.В. Жилин, Ю.В. Матюнина. - М.: МЭИ, 2013. - 412 c. Анчарова, Т.В. Электроснабжение и электрооборудование зданий и сооружений / Т.В. Анчарова, Е.Д. Стебунова, М.А. Рашевская. - Вологда: Инфра-Инженерия, 2016. - 416 c. Анчарова, Т.В. Электроснабжение и электрооборудование зданий и сооружений: Учебник / Т.В. Анчарова, М.А. Рашевская, Е.Д. Стебунова. - М.: Форум, НИЦ ИНФРА-М, 2012. - 416 c. ШеховцовВ.П. Расчет и проектирование схем электроснабжения. Методические пособие для курсового проектирования. – М.: ФОРУМ: ИНФРА-М, 2003. – 2014 с., ил, - (Серия «Профессиональное образование»). 3 |