практическая работа. Практическая работа №6 Герасимова Проектирование. Практическая работа 6 Вариант 5 по дисциплине Проектирование и логистика технологических процессов
 Скачать 0.57 Mb. Скачать 0.57 Mb.
|

Практическая работа №6 Вариант №5 по дисциплине: Проектирование и логистика технологических процессов «Расчет оборудования металлургического цеха» Выполнила: Студентка группы М-17102 Герасимова П.А. Проверила: Лозовая Е.Ю. г. Верхняя Пышма 2020 г. РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОГО ЦЕХА Исходные данные: 2 печи в цехе каждая объемом 50 тонн. Производительность печи (П, т/год): где а = 94 - выход годных слитков по отношению к массе жидкой метала, %; Ф = 335 − число рабочих дней в году, сут; Т = 50 − емкость печи (по массе жидкого метала, сливаемого из печи), т; = 210 − длительность плавки, мин. Число рабочих суток в году (Ф) представляет собой разность между числом суток в календарном году (365) и простоев печи: Ф = 365 – Пкр – Пхр – Пгр, где Пкр, Пхр и Пгр − соответственно суммарная продолжительность в течение календарного года капитальных, холодных и горячих ремонтов, сут. В таблице 1 представлена нормальная продолжительность ремонтов и годовой фонд времени работы электросталеплавильных печей, сут. Таблица 1 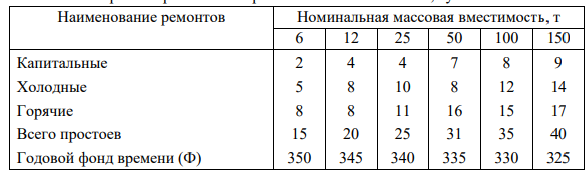 Таким образом, для печи объемом 50 тонн число рабочих дней в году составило 335 сут. Производительность печи, т/год:  Производительность двух печей, т/год: П = П  2 = 215 931,43 т/год. 2 = 215 931,43 т/год.Суточная производительность печи, т/сут:   Число плавок по одной печи, шт.:  где М − масса плавки, т.   Число плавок по одной печи, шт.:   Суммарное количество плавок по цеху в сутки, шт.: Суммарное количество плавок по цеху в сутки, шт.:Для двух печей объемом 50 тонн суммарное количество плавок в цеху в стуки, шт.: А = 2 6,86 = 13,7 шт.РАСЧЕТ ОБОРУДОВАНИЯ ПО ПРОЛЕТАМ ШИХТОВЫЙ ПРОЛЕТ Шихтовый пролет предназначен для хранения, подготовки и передачи в печной пролет всех материалов, загружаемых в печь (металлошихта, шлакообразующие и др. материалы). Число n магнитных, грейферных и магнитно-грейферных кранов: 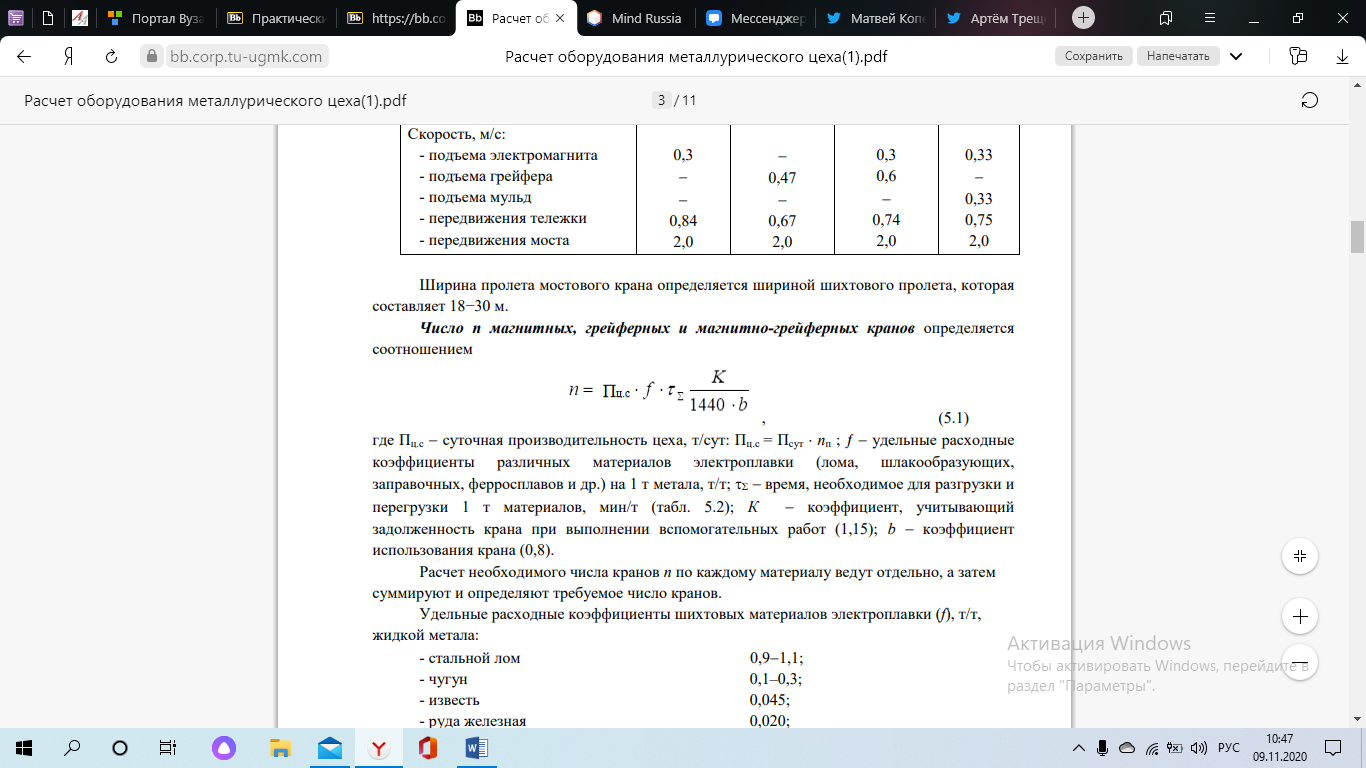 Принимаем для лома τсумм = 3,7, ƒ = 0,9; для жел.руды τсумм = 0,6, ƒ = 0,02; для извести τсумм = 1,9, ƒ = 0,045; для бокситов τсумм = 1,0, ƒ = 0,065. n (лом) = (644,58 0,9 3,7 1,15)/(1440 0,8) = 2,14 = 3 магнитных крана.n (жел.руда) = (644,58 0,02 0,6 1,15)/(1440 0,8) = 0,0077; n (известь) = (644,58 0,045 1,9 1,15)/(1440 0,8) = 0,055;n (бокситы) = (644,58 0,065 1 1,15)/(1440 0,8) = 0,42.n (жел.руда) + n (известь) + n (бокситы) = 0,0077 + 0,055 + 0,42 = 0,48 = = 1 грейферный кран. Вместимость бункеров для хранения сыпучих шихтовых материалов:  V (жел.руда) = (644,58 0,02 10)/(2,2 0,8) = 73,25 м3;V (известь) = (644,58 0,045 1)/(0,6 0,8) = 60,43 м3;V (бокситы) = (644,58 0,065 10)/(1,7 0,8) = 308,07 м3.Для хранения сыпучих шихтовых материалов необходимы бункера объемом: для железной руды – 73,25 м3, для извести – 60,43 м3, для бокситов – 308,07 м3. Расчет количества контейнеров для загрузки металлошихты и контейнерных площадок. Определим количество рабочих контейнеров для двух печей емкостью 50 тонн каждая. Примем металлошихты в одном контейнере: gк = V·, gк =15·1,2 = 18 т. На одну плавку необходимо контейнеров: nк = (0,8·0,75·Т·к)/gк = (0,8·0,75·50·1,1)/18 = 1,83 шт. Время оборота контейнера 3 часа. Общее количество рабочих контейнеров, находящихся в обороте, составит (при количестве плавок А = 13,7 пл./сут): n1 = (nк·А)/(24/3) = 1,83·13,7/8 = 3,13 шт. Запас контейнеров на полу шихтового пролета должен обеспечить работу цеха в течение 8 часов. Тогда количество запасных контейнеров с ломом, устанавливаемых на площадку, определим из выражения: nзап = 8/24·nк·А = 8/24·1,83·13,7 = 8,36 шт. Общее количество контейнеров составит 3,13 + 8,36 = 11,49 шт. Принимаем, что в ремонте 15 % и в резерве 10 % контейнеров. Тогда дополнительно необходимо контейнеров: - для ремонта 11,4915/100 = 2,07 шт.; - резерва 11,4910/100 = 1,15 шт. Общее количество контейнеров: n = 11,49 + 2,07 + 1,15 = 14,71 шт. Принимаем 15 контейнеров. Контейнеры имеют размеры 2,74х3,55 м. Располагаем контейнеры по ширине площадки в четыре ряда с промежутком между рядами 1 м. Ширина площадки b = (2,74 + 1,0)4 = 14,96 м. Примем b = 15 м. Длина площадки, м: l = nсум/4·(3,55 + 1,0) = 15/4·(3,55 + 1,0) = 17,1 м. Примем 18 м. Расчет размеров ямных бункеров. Суммарный объем бункеров для металлолома составит: V = (0,2·0,75·А·Т·к·nз)/( ·Кз) = (0,2·0,75·13,7·50·1,1·3)/(1,2·0,8) = 353,2 м3. Примем ширину бетонного бункера равной 10 м, тогда длина бункера составит: l = 353,2/(10·4,5) = 7,36 м. Примем длину 8 метров. Аналогично посчитаем объем бункера для хранения чугуна: V = (0,25·13,7·50·1,1·3)/(3,5·0,8) = 201,8 м3. Длина ямного бункера для хранения чугуна составит: l = 201,8/(10·4,5) = 4,48 м. Примем 5 метров. Расчет ленточного конвейера Ширину ленту (В, мм) определяют из соотношения: В = 10000·(π/(γ·С·υ))1/2. В (жел.руда) = 10000·(3,14/(2,2·550·3))1/2 = 294,11 мм = 300 мм. В (известь) = 10000·(3,14/(0,6·550·4))1/2 = 398,23 мм = 400 мм. В (плав.шпат) = 10000·(3,14/(1,7·550·3))1/2 = 334,58 мм = 400 мм. ПЕЧНОЙ ПРОЛЕТ Расчет шлаковых чаш Количество шлаковых чаш (n) определяется по формуле: n = K·A·n1·τоб/24 = 1,15·13,7·0,34·2/24 = 0,45. Принимает 1 шлаковую чашу. Число шлаковых чаш на одну плавку можно рассчитать по формуле: n1 = T·Kш/(Vк·ρ) = 50·0,11/(7·2,3) = 0,34. Число завалочных кранов Необходимое число завалочных кранов определяют соотношением, шт.: nкр = К·A·τкр/(1440·b) = 1,1·13,7·40/(1440·0,8) = 0,52 шт. Принимаем 1 завалочный кран. Проверка загруженности, %: Nзагр.кр. = (К·A·τкр·100/(1440· nкр·b) = (1,1·13,7·40·100/(1440·1·0,8) = 52,33 %. Т.к. загруженность меньше 75%, то расчетное количество кранов остается. Расчет количества сталеразливочных ковшей Количество ковшей находящихся в обороте, шт.: nоб = (А·τоб)/24 = (13,7·3)/24 = 1,7 = 2 ковша. Число ковшей, находящихся в среднем ремонте, шт.: nср = nоб·τоб/(m·τср) = 2·3/(45·8) = 0,02 = 1 ковш. Число ковшей, находящихся в капитальном ремонте, шт.: nкр = nоб·τкр/(m·τкам) = 2·50/(45·7200) = 0,0003 = 0 ковшей. Число сталеразливочных ковшей в разливочном пролёте сталеплавильного цеха или в отделении непрерывной разливки стали можно определить по формуле, шт.: n = k·(nоб + nср + nкр) = 1,1·(2 + 1 + 0) = 3,3 = 4 ковша. Распределительный пролет Отделение внепечной обработки Расчет количества ковш-печей, шт.: n = A·τз/1440 = 13,7·50/1440 = 0,48 = 1 ковш-печь. Расчет количества агрегатов для конкретного способа обработки стали, шт: n = В·τ/1440 = 13,7/2·60/1440 = 0,29 = 1 шт. Определение параметров разливки стали и расчет количества МНЛЗ Протяженность жидкой фазы определяется по эмпирической формуле: L = K·a2·υнорм = 240·0,52·0,56 = 33,6 Нормативная скорость разливки, м/мин: υнорм = 0,14·(1+0,5/0,5)/0,5 = 0,56 м/мин. Протяженность жидкой фазы: H = 1,15·L = 1,15·33,6 = 38,64. Количество ручьев в МНЛЗ: nр = (1000·М)/(τр·υнорм·q·K3) = (1000·47)/(60·0,56·1950·0,9) = 0,8 = 1 ручей. Масса погонного метра: q = a·b·ρ = 0,5·0,5·7800 = 1950. Уточняем значение времени разливки, мин: τр = (1000·М)/( nр·υнорм·q·K3) = (1000·47)/(1·0,56·1950·0,9) = 47,8 мин. Скорость разливки, м/мин: υ = (1000·М)/( 0,9·nр·q·τр) = (1000·47)/(1·1950·0,9·47,8) = 0,56 м/мин. Оцениваем результаты расчетов: 0,56 < 0,56 + 20% = 0,67 – Правильно 47,8 < 60 Необходимое количество МНЛЗ: n = Пц/РМНЛЗ = 215 931,43/201 171,53 = 1,07. Пропускная способность, т/год: РМНЛЗ = 1440/(с·τ+τп)·с·М·Ф·Кг·Кн = 1440/(1·47,8+50)·1·47·340·0,95·0,9 = = 201 171,53 т/год. Расчет количества промежуточных ковшей Число оборотов ковша в сутки: р = 1440/(Сумма(τ)) = 1440/(50 + 3 + 10 + 10 + 160 + 10 + 20 + 5+ 5) = 5,27. Количество ковшей, находящихся в обороте: Nоб = А/(С1·р) = 13,7/(50·5,27) = 0,05 = 1 ковш. Количество промежуточных ковшей (средний ремонт): Nср = Nоб/С2 = 1/600 = 0,001 = 1 ковш. Количество промежуточных ковшей (капитальный ремонт): Nкр = Nоб/С3 = 1/(365·13,7) = 0,0001 = 0 ковшей. Количество промежуточных ковшей: NПК = Nоб + Nср + Nкр + 1 = 1 + 1 + 1 = 3 ковша. 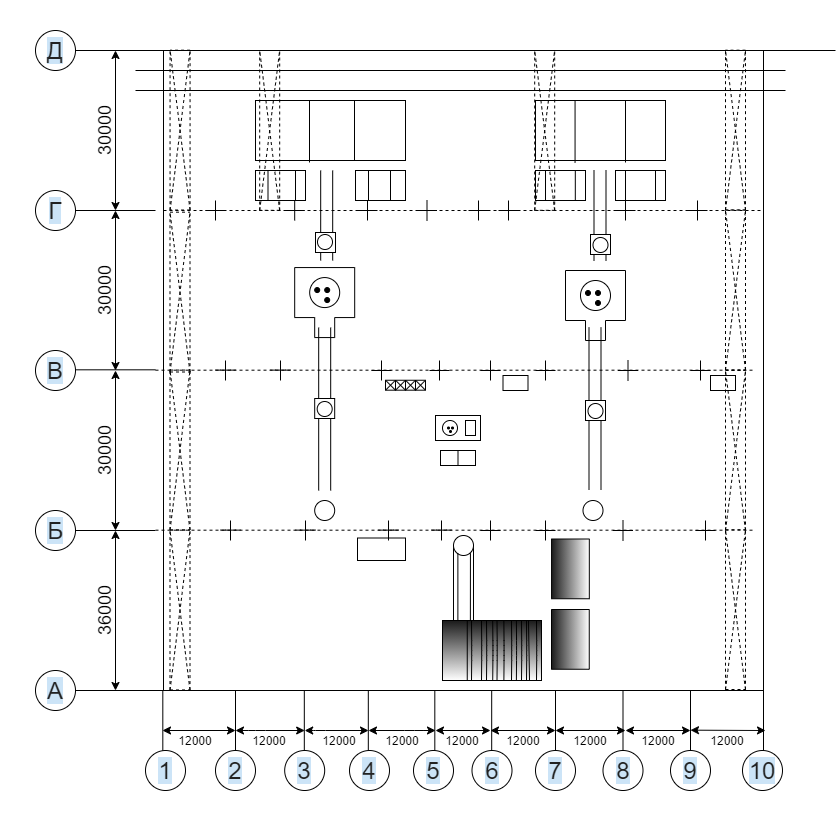 Рисунок 1 – Схема цеха |
