Лабораторная работа по теме: «Поверка и калибровка средств теплотехнических измерений». Лабораторный практикум. Практикум по калибровке манометра технического показывающего
 Скачать 98.5 Kb. Скачать 98.5 Kb.
|

|
Лабораторный практикум по калибровке манометра технического показывающего МП4-У (диапазон 0-60 кгс/см2, класс точности 1,0) 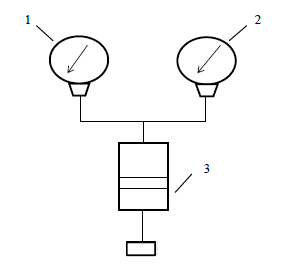 Рисунок 1 В состав установки входят: Поверяемый прибор – 1; эталонный деформационный манометр – 2; гидравлический пресс – 3. На рисунке 2 показано устройство поверяемого деформационного технического манометра. Основной деталью данного манометра является согнутая по кругу полая трубка (1), имеющая в сечении форму овала или эллипса (Трубка Бурдона). Один конец этой трубки впаян в держатель (8), а второй закрыт пробкой (5). 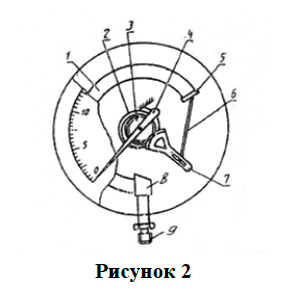 Когда манометр соединен ниппелем (9) с пространством, в котором имеется избыточное давление какой-либо среды, то она заполнит внутреннюю полость трубки (1) и под влиянием давления заставит несколько раскрутиться. При этом свободный конец трубки переместится несколько вправо и вверх. Вследствие движения конца трубки поводок (6) повернет сектор (7) на некоторый угол. Так как сектор зубчатым зацеплением соединен с трубкой (3), то последняя при этом тоже повернется сама, а, следовательно, повернет на тот же угол и стрелку манометра (4). По положению указателя стрелки на шкале манометра судят о величине давления в измеряемом пространстве. Для ликвидации мертвого хода в зубчатом зацеплении трубки (3) с сектором (7) трубка снабжается волоском (2). Этот волосок одним концом соединен с трубкой, а другим с какой-либо неподвижной частью механизма, что позволяет трубке всегда быть прижатой к сектору. Основными средствами измерений, которые нам приходится калибровать на производстве, являются деформационные показывающие манометры, не подпадающие под действие статьи «Закона об обеспечении единства измерений РФ», об обязательном государственном контроле и надзоре. Все эти средства измерений являются технологическими приборами и подлежат только калибровке. Для отчета о проделанной работе мною был выбран манометр показывающий МП4-У. Данный манометр и подобные ему предназначены для измерения избыточного давления неагрессивных некристаллизирующихся жидких и газообразных сред в стационарных промышленных установках и в больших количествах используются на технологическом оборудовании объектов и газопроводах Моздокского ЛПУМГ. Калибровка манометров показывающих производится на основании документа: «ГСИ. Манометры, вакуумметры, моновакуумметры, напоромеры, тягомеры и тягонапоромеры показывающие и самопишущие. Методика поверки МИ 2124-90». В качестве эталонного средства измерения предполагаю использовать грузопоршневой манометр МП-600 с классом точности 0,2. При выборе образцового оборудования для определения погрешности калибруемого прибора должно быть соблюдено следующее условие: (∆0/D)×100 ≤ ary, где: ∆0 – предел допускаемой абсолютной погрешности образцового прибора на проверяемых отметках шкалы (0,12 кгс/см2); D – диапазон показаний калибруемого прибора (60 кгс/см2); ar – равно 0,25; y – предел допускаемой основной погрешности калибруемого прибора (1,0 %). Подставив данные значения в формулу, получил: (0,12/60)×100 ≤ 0,25 или 0,2 ≤ 0,25 т.е. критерий выбора образцового оборудования для определения погрешности калибруемого прибора соблюден. Таким образом в качестве эталонного средства измерения буду использовать грузопоршневой манометр МП-600 с классом точности 0,2. Перед началом калибровки СИ необходимо выполнить условия, оговоренные в Методике поверки МИ 2124-90: - температура окружающего воздуха для приборов классов точности 0,6 и1 должна быть 20 или 23 0С с допускаемым отклонением ± 2 0С; - прибор должен предварительно выдерживаться в нерабочем состоянии при температуре окружающего воздуха, указанной выше, не менее: а) 12 часов - при разнице температур воздуха в помещении для калибровки и местом, откуда вносится прибор, более 10 0С; б) 1 час - при разнице температур воздуха в помещении для калибровки и местом, откуда вносится прибор, от 1 до 10 0С. При разнице указанных температур менее 1 0С выдержка не требуется. - вибрация (тряска) на месте проведения калибровки не должна вызывать размах колебаний стрелки превышающей 0,1 предела допускаемой основной погрешности прибора. Подготовка к калибровке манометра согласно методике заключается в правильной установке прибора на устройство для создания давления. Манометр устанавливаю таким образом, чтобы плоскость циферблата была вертикальна с допускаемым отклонением ± 50, а цифры и знаки должны быть расположены без наклонов. Рабочие среды образцовых приборов должны соответствовать их документации. Допускается применение других сред, не вызывающих, коррозии деталей и узлов образцового прибора. Устройство для создания давления должно обеспечивать плавное повышение и понижение давления, а также постоянство давления во время отсчета показаний и выдержке прибора под давлением, равным верхнему пределу измерений. Торец штуцера калибруемого прибора и торец поршня МП-600 находятся в одной плоскости с погрешностью, которую я не учитываю из-за ее ничтожности. Проведение калибровки манометра включает в себя пункты, которые выполняются в строгой последовательности: - внешний осмотр; - проверка положения стрелки у нулевой отметки шкалы; - определение основной погрешности и вариации. При внешнем осмотре манометра я визуально устанавливаю отсутствие механических повреждений корпуса, штуцера, стрелки, стекла и циферблата. Стекло и защитное покрытие циферблата должно быть чистым и не иметь дефектов, препятствующих правильному отсчету показаний. Соединение корпуса с держателем должно быть прочным, не допускающим смещения корпуса. Примечание: Приборы, забракованные при внешнем осмотре, дальнейшей калибровке не подлежат. При проверке положения стрелки у нулевой отметки шкалы убеждаюсь, что стрелка манометра при отсутствии давления располагается на нулевой отметке шкалы с отклонением не более предела допускаемой основной погрешности. Основную абсолютную погрешность калибруемого прибора определяю как разность между его показаниями и действительным значением давления по образцовому прибору (МП-600). При калибровке МП4-У заданное давление устанавливаю по образцовому прибору с помощью измерительной колонки и грузов МП-600, а показания снимаю по калибруемому прибору. При этом отсчитывание показаний МП4-У провожу с точностью до 0,1 цены деления. Для устранения параллакса при отсчете показаний направление зрения проходит через указательный конец стрелки перпендикулярно поверхности циферблата. Число калибруемых точек шкалы манометра МП4-У класса точности 1 должно быть не менее пяти. Калибруемые точки должны быть распределены примерно равномерно в пределах всей шкалы и включать в себя нижнее и верхнее предельное значение давления. Плавно повышаю давление (прямой ход) и произвожу отсчитывание показаний в каждой калибруемой точке прибора ( 0, 10, 20, 30, 40, 50, 60 ) кгс/см2. Затем выдерживаю прибор в течении пяти минут под давлением, равным верхнему пределу измерений (проверка на герметичность), после чего давление плавно понижаю (обратный ход) и произвожу отсчитывание показаний при тех же значениях давления. Значение основной погрешности прибора на любой отметке шкалы как при прямом, так и при обратном ходе стрелки не должно превышать (при калибровке приборов, находящихся в эксплуатации) предела допускаемой основной погрешности прибора (y) при условии, что: ar равно 0,2; 0,25 или 0,33. При калибровке движение стрелки происходит плавно, без заеданий и скачков. Стрелка не касается циферблата и стекла. Указательный конец стрелки на протяжении всей шкалы перекрывает самые короткие отметки шкалы. Вариация показаний для каждой калибруемой точки шкалы, кроме значений, соответствующих верхнему и нижнему пределам измерений, определяю по формулам, %: B=(N2-N1)/D×100… b=(N02-N01)/D×100… где: N2 – N1 – показания калибруемого и образцового приборов соответственно при повышении давления (прямой ход); N02 – N01 - показания калибруемого и образцового приборов соответственно при понижении давления (обратный ход). N и D выражаю в одних и тех же единицах измерения – кгс/см2. Вариация не должна превышать предела допускаемой основной погрешности.
ПРОТОКОЛ № 1 Поверки технического деформационного манометра Поверяемый прибор №: 1250513 Класс точности: 1,0 Диапазон измерений: 0-60 кгс/см2 Температура при поверке: 22 ºС Допускаемая погрешность показаний: ±0,6 кгс/см2 Поверка производилась по эталонному прибору: МП-600 № 2626 Класс точности: 0,2 Погрешность показаний поверяемого прибора не превышает : 0,1 кгс\см² Вариация показаний не превышает: 0,0 кгс\см² Прибор годен, забракован (указать причины): годен Подпись поверяющего ____________________________________ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||