Правила при работе с инструентом и приспособлениями. Правила безопасности при работе с инструментом и приспособлениями санктПетербург 2001
 Скачать 407.62 Kb. Скачать 407.62 Kb.
|

|
6. КОГТИ И ЛАЗЫ МОНТЕРСКИЕ 6.1*. Монтерские когти1 (ТУ 34-09-10147-88) предназначены для работы на деревянных и деревянных с железобетонными приставками опорах линий электропередачи, а также на опорах линий связи. Монтерские лазы1 (ТУ 34-09.10129-89) предназначены для подъема на железобетонные опоры трапециедального сечения типов СВ110-I-а и СВ105-3, 5 линий электропередачи 10 кВ и типа СВ95-1а (2а) линий электропередачи 0,4 кВ. 1 Монтерские когти и лазы изготовляет Ярославский электромеханический завод. 6.2. Металлические детали когтей и лазов не должны иметь вмятин, трещин, надломов, заусенцев, острых кромок. Места сварки должны быть ровными, гладкими, без раковин и других дефектов. Съемные шипы не должны быть сбитыми или скошенными. 6.3*. Материалы и конструкция ремней для крепления должны обеспечивать надежность и удобство работы в различных климатических условиях и временах года. Распоряжением по подразделению предприятия назначаются лица, ответственные за исправное состояние когтей и лазов. 6.4*. К выполнению самостоятельных верхолазных работ1 допускаются лица (рабочие и инженерно-технические работники) не моложе 18 лет, прошедшие медицинский осмотр и признанные годными к верхолазным работам, имеющие стаж верхолазных работ не менее одного года и тарифный разряд не ниже третьего. Рабочие, впервые допускаемые к верхолазным работам, в течение одного года должны работать под непосредственным надзором опытных рабочих, назначаемых приказом по предприятию. Лица, допущенные к самостоятельным верхолазным работам, должны иметь соответствующую запись в квалификационном удостоверении на право производства этих работ. 1Верхолазными считаются работы, выполняемые на высоте более 5 м от поверхности грунта, перекрытия или рабочего настила, над которыми они производятся непосредственно с временных монтажных приспособлений, конструкций или оборудования при их монтаже и ремонте. Основным средством, предотвращающим падение с высоты, служит предохранительный пояс. 6.5. Перед подъемом на опору необходимо тщательно осмотреть когти и лазы и убедиться, что не просрочена дата их испытания и исправны узлы и детали. Особое внимание должно быть обращено на прочность сварных швов, целостность твердосплавных вставок шипов, сохранность прошивки ремней и надежность пряжек, на наличие контргаек и шплинтов и надежность закрепления конца сдвоеной пружинной ленты на барабане червячного механизма, а также на надежность фиксации наконечника тросовой петли универсальных лазов в гнезде корпуса механизма, исправность которого проверяется вращением рукоятки червячного механизма. 6.6. Пользование когтями и лазами, у которых затуплены или поломаны шипы, запрещается. 6.7. Когти и лазы подвергаются периодическим испытаниям статической нагрузкой 1350 Н (135 кгс) не реже одного раза в 6 мес. При испытании статическую нагрузку прикладывают к каждому когтю или лазу в течение 5 мин. непосредственно на крепежные ремни так, чтобы ось нагрузки проходила через центр подножки (рис. 6.1).  Рис. 6.1. Схема испытания монтерских когтей (Р - испытательная нагрузка) Допускается испытание когтя или лаза и крепежных ремней проводить раздельно, если конструкция когтя или лаза не позволяет испытывать их совместно с крепежными ремнями. 6.8.Предъявляемые к испытаниям монтерские когти вначале подвергают тщательному внешнему осмотру. При осмотре когтей следует обращать внимание на состояние крепления всех деталей (серповидной части к подножке, крепления шипов), сохранность прошивки ремней и надежность пришивки пряжек. Стопорная гайка должна быть надежно затянута и зашплинтована стопорным кольцом. Шипы должны быть завернуты до упора и правильно заточены. После осмотра и устранения обнаруженных дефектов производится испытание когтей нагрузкой. Прочность когтя проверяется статической нагрузкой в рабочем положении на деревянном столбе диаметром, соответствующим номеру когтя. Коготь должен выдерживать статическую нагрузку без остаточной деформации и разрыва сварных швов, а также без надрыва ремня или повреждения пряжки. Остаточные деформации после снятия статической нагрузки не допускаются. Отсутствие остаточных деформаций проверяют замером раствора и подъема когтя до и после испытаний. 6.9. При осмотре лазов проверяются состояние узлов деталей, болтовых соединений, а также наличие контргаек и шплинтов, состояние ременных креплений. Особое внимание уделяется у универсальных лазов состоянию узлов тросовой петли и механизма регулирования ее раствора. При осмотре тросовой петли определяются степень износа проволок троса и ветвей сдвоенной пружинной ленты и надежность соединения ее с тросом. Сварные швы должны проверяться на отсутствие трещин или каких-либо механических повреждений. Изношенные или поврежденные шипы должны быть сняты и заменены новыми. После осмотра и устранения обнаруженных дефектов лазы подвергаются испытанию. При испытании лазы должны быть установлены в рабочее положение на специальном стенде, имитирующем конфигурацию нижней части опоры линии электропередачи, для которой они предназначены. После испытания статической нагрузкой каждый лаз подвергается внешнему осмотру. Лазы, у которых обнаруживаются остаточные деформации деталей, трещины, надрывы крепежных ремней или заедания в работе механизма регулирования раствора тросовой петли, бракуются и к дальнейшей эксплуатации не допускаются. 6.10*. Результаты испытаний когтей и лазов заносятся в «Журнал учета и осмотра такелажных средств, механизмов и приспособлений». На стремянном ремне каждого когтя или лаза должна быть укреплена бирка с его номером и датой следующего испытания. 6.11. Ремни для затягивания пятки нагрузкой не испытываются, их пригодность к дальнейшей эксплуатации устанавливается осмотром. 7. СВАРОЧНЫЕ И ДРУГИЕ ОГНЕВЫЕ РАБОТЫ1 1 В данном разделе не рассматриваются автоматическая, атомно-водородная, аргонодуговая и контактная сварка, а также газо-электрическая резка. 7.1. ОБЩИЕ ТРЕБОВАНИЯ 7.1.1. Все сварочные и другие огневые работы должны выполняться в соответствии с требованиями «Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства», утвержденных ГУПО МВД СССР, «Санитарных правил при сварке, наплавке и резке металлов», утвержденных Минздравом СССР, СНиП III-4-80 «Правила производства и приемки работ. Техника безопасности в строительстве» и «Инструкции о мерах пожарной безопасности при проведении огневых работ на энергетических объектах Минэнерго СССР». 7.1.2*. К электросварочным, газосварочным и другим огневым работам допускаются лица не моложе 18 лет, прошедшие специальную подготовку и проверку теоретических знаний, практических навыков, знаний инструкций по охране труда и правил пожарной безопасности и имеющие «Удостоверение сварщика», запись в квалификационном удостоверении о допуске к выполнению специальных работ и специальный талон по технике пожарной безопасности. Талон действителен только при наличии квалификационного удостоверения и дает право на проведение огневых работ. В талоне отмечаются допущенные рабочим нарушения правил пожарной безопасности, а при грубых нарушениях талон изымается, что влечет за собой внеочередную проверку знаний с выдачей нового талона. Электросварщики должны иметь группу по электробезопасности не ниже II. 7.1.3. Подготовка, обучение газо- и электросварщиков должны производиться в специализированных профессионально-технических училищах, на курсах по сварке при предприятиях или в учебных комбинатах. Аттестация сварщиков на право выполнения сварочных работ при изготовлении, монтаже и ремонте объектов котлонадзора, газового надзора и подъемных сооружений должна проводиться в соответствии с «Правилами аттестации сварщиков», утвержденными Госгортехнадзором СССР. 7.1.4*. Все сварщики должны ежегодно проходить проверку знаний инструкции по охране труда. При перерыве в работе по специальности свыше 6 мес., а также после временного отстранения за нарушение технологии и низкое качество работ сварщики перед допуском к работе подвергаются внеочередной проверке знаний. 7.1.5. До начала сварочных работ каждая емкость, в том числе и находившаяся в эксплуатации, должна быть провентилирована путем пяти-шестикратной смены воздуха. 7.1.6. Перед сваркой емкостей (резервуаров, баков и т.п.), в которых находилось жидкое топливо, легковоспламеняющиеся или горючие жидкости, кислоты, газы и т.п., должны быть произведены их очистка, промывка горячей водой с каустической содой, пропарка, просушка и вентилирование с последующей проверкой, подтверждающей отсутствие опасной концентрации вредных веществ. В этом случае емкость должна быть отглушена от трубопроводов, по которым возможно попадание в нее транспортируемых веществ. 7.1.7. До начала сварочных работ в подземном сооружении в нем должно проверяться содержание вероятных вредных веществ непосредственно перед допуском. При обнаружении газа в подземном сооружении должны быть приняты меры по его проветриванию. 7.1.8. Наличие наиболее вероятных вредных веществ в воздухе подземного сооружения или резервуара должно определяться газоанализатором. Пробу воздуха следует отбирать с помощью шланга, опускаемого в люк подземного сооружения или резервуара. 7.1.9. Спускаться в подземные сооружения и резервуары для отбора проб воздуха запрещается. 7.1.10. Если, несмотря на вентиляцию, будет обнаружено присутствие вредных веществ, то работа в подземном сооружении должна быть запрещена до тех пор, пока не будет устранено их поступление и повторная проверка не подтвердит отсутствие вредных веществ. 7.1.11*. Сварка внутри барабанов котлов и других резервуаров, а также в подземных сооружениях1 должна производиться при открытых лазах, люках, пробках, а также при действующей приточно-вытяжной вентиляции, обеспечивающей содержание вредных веществ в пределах допустимых концентраций и достаточное содержание кислорода. Скорость движения воздуха на рабочем месте внутри резервуара или подземного сооружения должна составлять 0,3 - 1,5 м/с. 1 Под подземным сооружением подразумеваются тепловые камеры, проходные и полупроходные каналы, коллекторы, тоннели и колодцы. Температура подаваемого воздуха должна быть не ниже 20 ºС. В случае выполнения сварочных работ внутри закрытых емкостей с применением сжиженных газов (пропана, бутана) и углекислоты вытяжная вентиляция должна обеспечивать отсос внизу. Производить огневые работы с применением сжиженных газов в цокольных и подвальных помещениях, колодцах и других подземных сооружениях запрещается. 7.1.12*. Освещение при сварочных работах внутри емкостей должно осуществляться с помощью светильников направляющего действия, установленных снаружи, или ручных переносных светильников на напряжение 12 В, оборудованных защитной сеткой. При этом освещенность рабочей зоны должна быть не менее 30 лк. Трансформатор для переносных светильников следует устанавливать вне свариваемого объекта. Применение автотрансформаторов не допускается. 7.1.13. Для выполнения сварочных работ внутри барабанов котлов и других резервуаров и подземных сооружений должно быть назначено не менее 3 чел., из которых двое (наблюдающие) должны находиться вне резервуара (сооружения) у люка (лаза) и страховать сварщика с помощью спасательной веревки, прикрепленной к его спасательному поясу. Допускать к месту работы посторонних лиц запрещается. Наблюдающие не имеют права отлучаться от люка резервуара или подземного сооружения, пока в резервуаре находится сварщик. При необходимости спуститься к пострадавшему один из наблюдающих должен надеть противогаз и спасательный пояс и передать конец от спасательной веревки оставшемуся наверху другому наблюдателю. 7.1.14. В случае, если работы в закрытых сосудах, стесненных условиях, емкостях и т.п. одновременно выполняют несколько сварщиков, должны быть предусмотрены меры оказания помощи всем работающим. 7.1.15*. Временные сварочные и другие огневые работы в производственных зданиях, сооружениях, на территории предприятий при ремонте оборудования или монтаже строительных конструкций должны выполняться с письменного разрешения1 лица, ответственного за пожарную безопасность объекта. 1 Такие работы на электростанциях и в сетях производятся с оформлением наряда-допуска, являющегося одновременно и разрешением на производство огневых работ Выдача нарядов-допусков на временные сварочные и другие огневые работы производится лицами, указанными в «Инструкции о мерах пожарной безопасности при проведении огневых работ на энергетических объектах Минэнерго СССР» (ХОЗУ Минэнерго СССР, 1985). Руководитель объекта и лицо, ответственное за пожарную безопасность помещения (территории, установки и т.п.), должны обеспечить проверку места проведения временных огневых работ в течение 3 - 5 ч после их окончания. Сварочные и огневые работы должны выполняться при условии: соблюдения правил производства огневых работ и выполнения необходимых мероприятий, обеспечивающих пожарную безопасность; тщательной очистки свариваемых деталей снаружи и изнутри от окалины, пыли и горючих веществ (масел и пр.). Поверхности свариваемых деталей должны быть сухими. Кромки заготовок и деталей не должны иметь заусенцев; ограждения места работ в целях защиты персонала от излучения, выделяющегося при сварке, и разлетающихся искр и окалины; наличия средств пожаротушения на месте работ. 7.1.16*. Производство сварочных и других огневых работ без выдачи наряда допускается в постоянных местах проведения огневых работ, а также при авариях, но обязательно под непосредственным наблюдением начальника цеха или по его указанию другим ответственным инженерно-техническим работником данного подразделения. Временные места проведения огневых работ и места установки сварочных агрегатов, баллонов с газами и бачков с горючей жидкостью должны быть освобождены от горючих материалов в радиусе не менее 5 м, а от взрывоопасных материалов и установок - в радиусе 10 м. 7.1.17*. При сварке металлоконструкций массой более 15 кг стационарные рабочие места должны быть оборудованы сборочными стендами и средствами механизации. При сварке мелких и малогабаритных (массой до 15 кг) изделий стационарные рабочие места должны быть оборудованы столами сварщиков. 7.1.18. Одновременное выполнение электросварочных и газопламенных работ внутри барабанов котлов и резервуаров запрещается. 7.1.19. При сварочных работах внутри резервуара или подземного сооружения время пребывания в нем, а также продолжительность отдыха (с выходом из сооружения или резервуара) определяет лицо, выдавшее задание, в зависимости от условия и характера работы. 7.1.20. Работать в подземном сооружении или резервуаре (кроме резервуаров для хранения топлива и масел) при температуре воздуха в нем выше 33 ºС допускается только в исключительных случаях (при аварии, если она грозит опасностью для жизни людей, разрушением оборудования и т.п.) с разрешения руководителя работ и под его непосредственным руководством с принятием необходимых мер для предотвращения. 7.1.21. Производство сварочных и огневых работ на сосудах, аппаратах, трубопроводах, коммуникациях и т.п., заполненных горючими или вредными веществами, а также находящихся под давлением негорючих жидкостей, газов, паров и воздуха или под напряжением запрещается. 7.1.22. Приступать к производству сварочных работ с лесов, подмостей и люлек разрешается только после принятия мер против загорания деревянных элементов и попадания брызг расплавленного металла на работающих или проходящих внизу людей, а также на сгораемые конструкции. 7.1.23. Производить сварочные работы с приставных переносных лестниц запрещается. 7.1.24. В местах производства сварочных работ применять и хранить бензин, керосин, ацетон и другие легковоспламеняющиеся материалы запрещается. 7.1.25*. Применять для предварительного обезжиривания поверхностей под сварку и наплавку керосин, бензин, ацетон и другие горючие и легковоспламеняющиеся вещества, а также трихлорэтилен, дихлорэтан и другие хлорпроизводные углеводороды запрещается. В исключительных случаях, при невозможности по техническим причинам использовать пожаробезопасные моющие средства, допускается применение горючих жидкостей в количествах, требуемых для разового использования, но не более 1 л. При этом следует применять только закрытую тару из небьющегося материала. 7.1.26. На оборудовании, расположенном в одном помещении, выполнять одновременно сварочные и лакокрасочные работы запрещается. 7.1.27. Сварщики должны быть обеспечены по действующим нормам спецодеждой, спецобувью и другими средствами индивидуальной защиты и обязаны пользоваться ими во время работы. 7.1.28. Работать в одежде и рукавицах со следами масел и жиров, бензина, керосина и других горючих жидкостей запрещается. 7.1.29*. Для защиты глаз и лица от действия ультрафиолетовых и инфракрасных лучей сварщик должен пользоваться щитками (ручными или наголовными) со стеклами-светофильтрами. Применять светофильтры при дуговых методах сварки следует в зависимости от силы тока и метода сварки. Назначение светофильтров различных марок из темного стекла для электрогазосварочных и вспомогательных работ следующее: В-1 - при работах на открытых площадках при ярком солнечном освещении и для вспомогательных рабочих при электросварке в цехах; В-2 - для вспомогательных рабочих при электросварке в цехах; Г-1 - для газосварщиков и вспомогательных рабочих при электросварке на открытых площадках; Г-2 - для газосварщиков (при газовой сварке и резке средней мощности); Г-3 - для газосварщиков (при мощной газовой сварке и резке). Выбор светофильтров из темного стекла для сварщиков, выполняющих электродуговую и плазменную сварку, зависит от силы тока и метода сварки и определяется данными табл. 7.1. Таблица 7.1* Светофильтры, рекомендуемые при дуговых методах сварки (по ОСТ 21-6-87 «ССБТ. Светофильтры стеклянные для защиты глаз от вредных излучений на производстве. Технические условия») в зависимости от силы тока
Применение светофильтров из темного стекла для газовой сварки и кислородной резки в зависимости от расхода ацетилена и кислорода должно соответствовать указанному в табл. 7.2. Таблица 7.2* Светофильтры для газовой сварки и кислородной резки (по ОСТ 21-6-87)
7.1.30. Для обеспечения оптимальных условий зрительной работы сварщика с учетом индивидуальных особенностей его зрения рекомендуется помимо светофильтров, указанных в табл. 7.1 и 7.2,опробовать светофильтр на один номер больше или меньше. Если при этом оптимальные условия зрительной работы сварщика не будут достигнуты, необходимо проверить условия освещения и зрения сварщика. 7.1.31. Место проведения сварочных и других огневых работ должно быть обеспечено средствами пожаротушения (огнетушителем или ящиком с песком, лопатой и ведром с водой). При наличии в непосредственной близости от места сварки кранов внутреннего противопожарного водопровода напорные рукава со стволами должны быть присоединены к кранам. 7.2. ЭЛЕКТРОСВАРОЧНЫЕ РАБОТЫ 7.2.1*. Электросварочные работы должны выполняться в соответствии с требованиями разд. 7.1 настоящих Правил, ГОСТ 12.3.003-86 «ССБТ. Работы электросварочные. Требования безопасности», «Правил техники безопасности и производственной санитарии при электросварочных работах». Электротехнические устройства, входящие в состав электросварочного оборудования, должны соответствовать требованиям ГОСТ 12.2.007.8-75 «ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности» и «Правил устройства электроустановок». 7.2.2. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сборочно-сварочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения со стенами из несгораемых материалов. В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы, обеспечивающие удобство и безопасность сварочных работ и доставки изделий к месту сварки и обратно, но не менее 0,8 м. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом - 50 мм, а при сварке в среде защитных газов - 300 мм. 7.2.3. Проходы между однопостовыми источниками сварочного тока - преобразователями установок сварки (резки, наплавки) плавлением - должны быть шириной не менее 0,8 м, между многопостовыми - не менее 1,5 м, расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м. Проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором - не менее 3 м. Регулятор сварочного тока может размещаться рядом со сварочным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока запрещается. 7.2.4. Подсоединение сварочных установок к электрической сети производится только через коммутационные аппараты. 7.2.5. Непосредственное питание сварочной дуги от силовой, осветительной и контактной сети не допускается. 7.2.6. Схема присоединения нескольких источников сварочного тока при работе на одну сварочную дугу должна исключать возможность возникновения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока. 7.2.7. Напряжение холостого хода источников тока для дуговой сварки при номинальном напряжении сети не должно превышать: 80 В эффективного значения - для источников переменного тока ручной дуговой и полуавтоматической сварки; 140 В эффективного значения - для источников переменного тока автоматической дуговой сварки; 100 В среднего значения - для источников постоянного тока. 7.2.8. Одно- и многопостовые сварочные установки должны быть защищены предохранителями или автоматическими выключателями со стороны питающей сети. Установки для ручной сварки должны быть снабжены указателем значения сварочного тока (амперметром или шкалой на регуляторе тока). Многопостовые сварочные агрегаты кроме защиты со стороны питающей сети должны иметь автоматический выключатель в общем проводе сварочной цепи и предохранителями на каждом проводе к сварочному посту. 7.2.9. Для предотвращения загорания электропроводов и сварочного оборудования должны быть правильно выбрани: сечения кабелей по значению тока, изоляция кабелей по рабочему напряжению и плавкие вставки предохранителей по предельно допустимому номинальному току. 7.2.10. Присоединение к сети и отключение от нее сварочных установок должен производить электротехнический персонал предприятия, эксплуатирующий эту электросеть. 7.2.11. Передвижные источники сварочного тока на время их перемещения должны быть отключены от сети. 7.2.12*. Электросварочная установка на все время работы должна быть заземлена медным проводом сечением не менее 6 мм2 стальным прутком (полосой) сечением не менее 12 мм2. Заземление осуществляется через специальный болт, имеющийся на корпусе установки. Помимо заземления основного электросварочного оборудования в сварочных установках надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный провод). Использование нулевого рабочего или фазного провода двухжильного питающего кабеля для заземления сварочного трансформатора запрещается. 7.2.13. Для питания однофазного сварочного трансформатора должен применяться трехжильный гибкий шланговый кабель, третья жила которого должна быть присоединена к заземляющему болту корпуса сварочного трансформатора и к заземляющей шине пункта питания помимо коммутационного аппарата. Для питания трехфазного трансформатора должен применяться четырехжильный кабель, четвертая жила которого используется для заземления. Заземляющая шина пункта питания должна быть соединена либо с нулевым защитным проводом питающей линии в установках с глухозаземленной нейтралью, либо с заземлителем в установках с изолированной нейтралью. 7.2.14. Зажим (полюс) сварочного трансформатора, присоединяемый к свариваемой детали, должен быть соединен с помощью заземляющего проводника с заземляющим болтом на корпусе сварочного трансформатора (рис. 7.1). 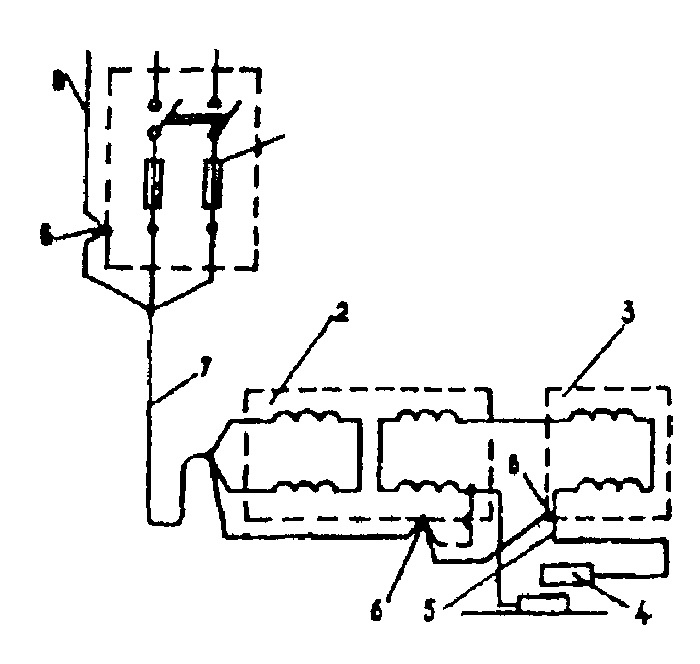 Рис. 7.1. Схема подключения сварочного трансформатора: 1 - пункт питания; 2 - сварочный трансформатор; 3 - регулятор; 4 - электрододержатель; 5 - шланговый одножильный провод; 6 - заземляющий болт; 7 - питающий шланговый трехжильный провод с заземляющей жилой; 8 - нулевой провод сети 7.2.15. Сварочные кабели следует соединять путем опрессования, сварки или пайки. Подключение кабелей к сварочному оборудованию должно осуществляться спрессованными или припаянными кабельными наконечниками. 7.2.16. Длина первичной цепи между пунктом питания и передвижной сварочной установкой должна быть не более 10 м. 7.2.17*. Заземление электросварочных установок должно выполняться до их подключения к сети и сохраняться до отключения от сети. 7.2.18*. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить стальные шины любого профиля, сварочные плиты, стеллажи и сама свариваемая конструкция (металлоконструкции и обеспаренные и обезвоженные трубопроводы в пределах котлов и турбин, на которых ведутся сварочные работы) при условии, что их сечение обеспечивает безопасное по условиям нагрева протекание сварочного тока. Соединение отдельных элементов, применяемых в качестве обратного провода, должно выполняться с помощью болтов, струбцин или зажимов. Использовать в качестве обратного провода внутренние железнодорожные пути, сети заземления или зануления, а также провода и шины первичной коммутации распределительных устройств, металлические конструкции зданий, коммуникации и технологическое оборудование запрещается. Как исключение допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий (в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. Сварка должна производиться с применением двух проводов. Использование заземляющих проводников распределительных устройств в качестве обратного провода для сварочных установок может привести к ответвлению тока на металлические оболочки близлежащих контрольных кабелей, их повреждению и ложной работе релейной защиты. Ложная работа релейной защиты может быть обусловлена и появлением разности потенциалов между заземленными точками цепей релейных защит при работе сварочных установок. 7.2.19. При применении передвижных источников сварочного тока и выполнении работ в пожароопасных помещениях обратный провод должен быть изолирован так же, как прямой. 7.2.20. Подавать напряжение к свариваемому изделию через систему последовательно соединенных металлических стержней, рельсов или любых других предметов запрещается. Если свариваемый предмет не имеет металлического контакта с заземленным столом, заземлению подлежит сам свариваемый предмет. 7.2.21. Перед началом электросварочных работ необходимо осмотром проверить исправность изоляции сварочных проводов и электрододержателей, а также плотность соединений всех контактов. 7.2.22*. Провода, подключенные к сварочным аппаратам, распределительным щитам и другому оборудованию, а также в местах сварочных работ, должны быть надежно изолированы и в необходимых местах защищены от действия высокой температуры, механических повреждений и химических воздействий. При повреждении изоляции проводов они должны быть заменены или заключены в резиновый шланг. Допускается изоляция поврежденных участков проводов методом вулканизации с использованием сырой резины. 7.2.23. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, до баллонов и трубопроводов с горючими газами - не менее 1 м. 7.2.24. Рукоятки электрододержателей должны быть изготовлены из несгораемого диэлектрического и теплоизолирующего материала. Пользование электрододержателями, у которых нарушена изоляция рукоятки, запрещается. Электрододержатели должны соответствовать ГОСТ 14651-78 Е «Электрододержатели для ручной дуговой сварки. Технические условия». Применение самодельных электрододержателей запрещается. 7.2.25. Токопроводящие части электрододержателя должны быть изолированы, кроме того, должна быть обеспечена защита от случайного прикосновения с ними рук сварщика или свариваемого изделия. Разница температур наружной поверхности рукоятки на участке, охватываемом рукой сварщика, и окружающего воздуха при номинальном режиме работы электрододержателя должна быть не более 40 °С. 7.2.26. Допускается применять для сварки постоянным током электрододержатели с электрической изоляцией только рукоятки. При этом ее конструкция должна исключать возможность образования токопроводящих мостиков между внешней поверхностью рукоятки и деталями электрододержателя, находящимися под напряжением, и непосредственного контакта с токоведущими деталями при обхвате рукоятки. На электрододержателе должна быть предупреждающая надпись: «Применять только для постоянного тока». 7.2.27. Ремонт сварочных установок должен выполняться только после снятия напряжения. 7.2.28. Осмотр и чистка сварочной установки и ее пусковой аппаратуры должны производиться не реже одного раза в месяц. 7.2.29. Сопротивление изоляции обмоток сварочных трансформаторов и преобразователей тока должно измеряться после всех видов ремонтов, но не реже одного раза в 12 мес. Сопротивление изоляции обмоток трансформатора относительно корпуса и между обмотками должны быть не менее 0,5 МОм. При вводе в эксплуатацию и после капитального ремонта изоляция сварочных трансформаторов должна быть испытана повышенным напряжением 50 Гц в течение 1 мин. Испытательное напряжение должно соответствовать значениям, указанным в табл. 7.3. Таблица 7.3
7.2.30. Результаты измерений сопротивления изоляции и испытаний изоляции сварочных трансформаторов и преобразователей тока лицо, проводившее измерения или испытания, должно заносить в «Журнал учета, проверки и испытаний электроинструмента и вспомогательного оборудования к нему». 7.2.31*. На корпусе сварочного трансформатора или преобразователя должны быть указаны инвентарный номер, дата следующего измерения сопротивления изоляции и принадлежность цеху (участку и т.п.). 7.2.32. При работе с подручным или в составе бригады сварщик перед зажиганием дуги обязан предупредить окружающих. 7.2.33. При ручной сварке внутри емкостей и сварке крупногабаритных изделий следует применять переносные портативные местные отсасывающие устройства, снабженные приспособлениями для быстрого и надежного крепления вблизи зоны сварки. 7.2.34*. Работа в замкнутых или ограниченных пространствах должна производиться в соответствии с требованиями п. 7.1.13 настоящих Правил. Один из наблюдающих должен иметь группу по электробезопасности II или выше. Наблюдающие должны находиться снаружи свариваемой емкости. Сварка в замкнутых и труднодоступных пространствах1 должна производиться при выполнении следующих условий: 1 Замкнутыми пространствами (помещениями) считаются пространства, ограниченные поверхностями, имеющие люки (лазы) размерами, препятствующими свободному и быстрому проходу через них работающих и затрудняющими естественный воздухообмен; труднодоступными пространствами (помещениями) следует считать такие, в которых ввиду малых размером затруднено выполнение работ, а естественный воздухообмен недостаточен. наличии люков для прокладки и коммуникаций и эвакуации работающих; непрерывной работе системы местной вытяжной вентиляции и устройств (воздухоприемников и др.), удаляющих вредные вещества, содержащиеся в воздухе, до предельно допустимых концентраций и поддерживающих содержание кислорода не менее 20 % по объему; наличии в сварочном оборудовании устройства прекращения подачи защитного газа при отключении напряжения в сварочной цепи; наличии ограничителя напряжения холостого хода при ручной дуговой сварке переменным током. Ограничитель, выполненный в виде приставки, должен быть заземлен отдельным проводником. 7.2.35. Производство электросварочных работ во время дождя и снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом электросварщика запрещается. 7.2.36. При электросварочных работах в производственных помещениях рабочие места сварщиков должны быть отделены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой неменее 1,8 м. При сварке на открытом воздухе такие ограждения следует ставить в случае одновременной работы нескольких сварщиков вблизи друг друга и на участках интенсивного движения людей. 7.2.37. Электросварщики, работающие на высоте, должны иметь специальные сумки для электродов и ящики для сбора огарков. Разбрасывать огарки запрещается. 7.2.40. При электросварочных работах в сырых местах сварщик должен находиться на настиле из сухих досок или диэлектрическом ковре. 7.2.41. При любых отлучках с места работы сварщик обязан отключить сварочный аппарат. 7.2.42*. При электросварочных работах сварщик и его подручные должны пользоваться индивидуальными средствами защиты: защитной каской из токонепроводящих материалов. Каска должна удобно сочетаться со щитком, служащим для защиты лица и глаз. Защитные щитки должны соответствовать требованиям ГОСТ 12.4.035-78* «ССБТ. Средства индивидуальной защиты. Щитки защитные для электросварщиков. Технические условия»; защитными очками с бесцветными стеклами для предохранения глаз от осколков и горячего шлака при зачистках сварных швов молотком или зубилом; рукавицами, рукавицами с крагами или перчатками из искростойких материалов с низкой электропроводностью. Персонал должен быть проинструктирован о вредном влиянии на зрение и кожу ультрафиолетовых и инфракрасных лучей, выделяющихся при электросварке. Лица, выполняющие электросварку или присутствующие при ней, при появлении боли в глазах должны немедленно обратиться к врачу. 7.2.43*. При сварочных работах в условиях повышенной опасности поражения электрическим током (сварка в резервуарах и др.) электросварщики кроме спецодежды должны обеспечиваться диэлектрическими перчатками, галошами или коврами и при прикосновении с холодным металлом - наколенниками и наплечниками. 7.3. ГАЗОСВАРОЧНЫЕ РАБОТЫ 7.3.1. Газосварочные работы должны проводиться в соответствии с требованиями разд. 7.1 настоящих Правил, ГОСТ 12.2.008-75* «ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности», «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов», утвержденных ЦК профсоюза рабочих машиностроения, «Правил безопасности в газовом хозяйстве» и «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||