Технологии машиностроения. Практикум 1. Процессы машиностроительного предприятия
 Скачать 259.34 Kb. Скачать 259.34 Kb.
|

1 2 Отчет по заданию должен содержать: таблицу перевода буквенных обозначений допусков в цифровые значения; эскиз заготовки и детали; операционные эскизы; вариант технологического процесса с содержанием переходов. Пример выполнения задания 1.1 (вариант № 0). По таблицам приложения 1 находим значения верхних и нижних отклонений на все размеры по заданию. Результат перевода буквенного обозначения допусков в цифровые значения приведен в табл. 1.2. Таблица 1.2 Результат перевода буквенных обозначений допусков в числовые
Анализируя чертеж заготовки (см. рис. 1.1, а и табл. 1.1) и чертеж детали (см. рис. 1.1, б и табл. 1.1), где указаны все требуемые параметры обрабатываемых поверхностей, определяем, что готовую деталь можно получить при обработке заготовки за одну или несколько операций, что зависит от приспособления для сверления. При использовании приспособления с быстросменными кондукторными втулками, вертикально-сверлильного станка и набора режущего инструмента, состоящего из двух сверл разного диаметра, трех зенкеров разного диаметра и двух разверток также разного диаметра, возможна обработка отверстий по варианту, представленному в табл. 1.3. Таблица 1.3 Процесс обработки заготовки в приспособлении с быстросменными кондукторными втулками
При обработке заготовки в сверлильных приспособлениях с постоянными кондукторными втулками потребуется не менее трех приспособлений для сверления, а обработка отверстий будет выполняться в несколько операций, что может сделать процесс обработки отверстий более дорогим. Окончательный ответ на этот вопрос может быть получен в результате экономического анализа операций, что будет рассматриваться в одном из последующих разделов. Задание 1.2 По одному из вариантов индивидуальных заданий (табл. 1.4) составить содержание операции и переходов для изготовления в условиях среднесерийного производства детали (рис. 1.2, а) из прутка, нарезанного на штучные заготовки (рис. 1.2, б). Все поверхности (А, Б, К, С, О) обрабатывают за один проход. Отчет по заданию должен содержать: таблицу перевода буквенных обозначений допусков в цифровые значения; операционные эскизы; вариант технологического процесса с содержанием переходов. Пример выполнения задания 1.2 (вариант № 0). По прил. 1 находим значения верхних и нижних отклонений на все размеры по заданию. Результат перевода буквенного обозначения допусков в цифровые значения приведен в табл. 1.5. Построим операционный эскиз (операции 05) (рис. 1.2, в). 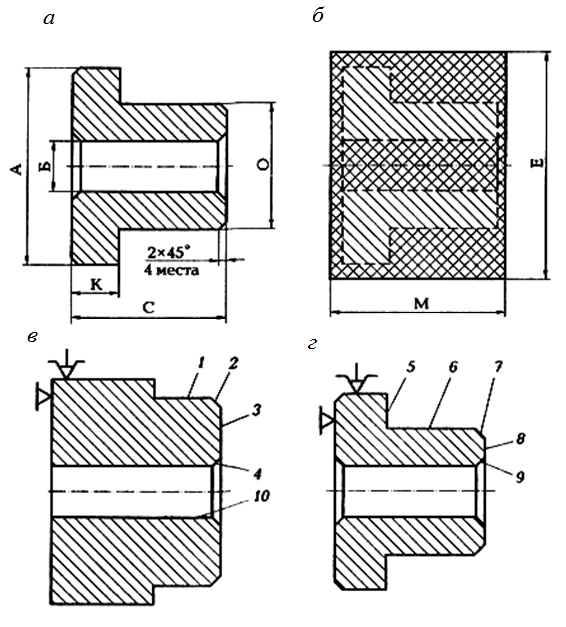 Рис. 1.2. Содержание операции: а – обрабатываемая деталь; б – штучная заготовка; в – обрабатываемые поверхности с первого установа; г – обрабатываемые поверхности со второго установа; 1 – 10 – последовательность обработки поверхностей Таблица 1.4 Индивидуальные варианты дня выполнения задания 1.2
Анализируя чертеж заготовки (см. рис. 1.2, б), операционные эскизы (см. рис. 1.2, в, г) и табл. 1.4, где указаны все требуемые параметры обрабатываемых поверхностей, определяем, что заготовку лучше обрабатывать на заранее налаженном токарно-револьверном станке в одну токарную операцию, но за два установа, базируя ее в трехкулачковом патроне. Операция будет состоять из девяти простых переходов. Один из возможных вариантов последовательности выполнения переходов представлен в табл. 1.6. При совмещении обработки некоторых поверхностей, т. е. при использовании более сложных переходов, количество переходов уменьшится, но это усложнит наладку и подналадку операции. Таблица 1.5 Результат перевода буквенных обозначений допусков в цифровые
Таблица 1.6 Процесс обработки заготовки по заданию 1.2 (вариант № 0)
1 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||











