|
|
ВКР СО 240. Проекта
Рис. 4. Проверка натяжения ремня вентилятора
Очистку системы производите в следующем порядке: 1) залейте в радиатор 2 л керосина и заполните систему приготовленным раствором; 2) запустите двигатель и проработайте 8—10 ч, после чего остановите двигатель, слейте из системы раствор и промойте систему чистой водой.
Вода широко применяется в качестве охлаждающей жидкости в тракторных двигателях, так как она имеет высокую теплоемкость, но расширяется при замерзании и содержит растворенные соли, наличие которых ведет к образованию накипи и шламов в системе охлаждения.
Пригодность воды для охлаждения двигателей зависит от содержания в ней растворенных солей кальция и магния, т. е. от ее жесткости. В зависимости от количества этих солей вода может быть мягкой (дождевая и снежная), средней жесткости (речная и озерная) и жесткой (морская и колодезная или ключевая).
Для предотвращения накипи в системе охлаждения двигателя используют только мягкую воду (не содержащую солей). Жесткость воды уменьшают, добавляя в нее 3—10 г хромпика (двухромовокислого калия) на 1 л воды, соду (Na2CO3), фосфат натрия (гексаметафосфат и тринатрийфосфат) или активные смолы и полимеры, обладающие сильной адсорбционной способностью.
При температуре окружающего воздуха ниже—20° С систему охлаждения заполняют антифризами (водными растворами этиленгликоля различной концентрации с добавлением антикоррозионной присадки), замерзающими при низкой температуре.
Антифриз марки 40 — жидкость желтоватого цвета с температурой застывания —40° С, а марки 65 — жидкость оранжевого цвета с температурой застывания —65° С. Антифризы пожаробезопасны; при нагревании сильно расширяются, поэтому холодный антифриз в систему охлаждения заливают на 5—8°/о меньше, чем воды.
Во время работы трактора вода из антифриза испаряется, поэтому ежедневно проверяют уровень жидкости на прогретом двигателе и при его понижении (подтекание жидкости не допускается) доливают в радиатор чистую мягкую воду. При утечке антифриза в систему охлаждения доливают стандартный антифриз. Через 20—30 ч работы двигателя определяют гидрометром (денсиметром) плотность жидкости.
В низкозамерзающую жидкость не должны попадать нефтепродукты, так как они вызывают сильное вспенивание ее.
При переходе к летнему сезону антифриз сливают из системы охлаждения, собирают по сортам в тару и сдают на хранение на склад.
Необходимо помнить, что антифризы — сильные яды, даже в небольших количествах. Поэтому категорически запрещается переливать жидкость без резиновых перчаток, засасывать ртом в шланг, а также курить и принимать пищу во время работы с жидкостью.
В настоящее время рекомендуется новая охлаждающая жидкость-полиэтилсилоксановая жидкость № 1. Это слабожелтая, прозрачная жидкость, не имеющая запаха, хорошо растворимая в эфире и нерастворимая в воде. Она застывает при температуре — 60 С и наиболее полно отвечает требованиям, предъявляемым к охлаждающим жидкостям.
Применение дизельного топлива в качестве охлаждающей жидкости не рекомендуется, так как во время работы двигателя под нагрузкой возможен перегрев деталей цилиндро-поршневой группы и головки блока. При низкой температуре окружающего воздуха вязкость топлива увеличивается и во время запуска холодного двигателя оно плохо прокачивается в системе охлаждения. Кроме того, топливо разъедает соединительные шланги, уплотнительные кольца и другие резиновые детали.
4.РЕМОНТ СИСТЕМЫ ОХЛАЖДЕНИЯ
Характерные дефекты узлов системы охлаждения: износ и повреждения деталей водяного насоса и вентилятора, течь и повреждения радиатора.
Наиболее часто встречающиеся дефекты водяного насоса и вентилятора: износ корпуса, втулок и валиков в местах их сопряжений, корпусов и валиков по посадочным местам под подшипники, валика в сопряжении с крыльчаткой, излом фланцев, трещины деталей, износ и повреждение резьбы.
Износ валиков в сопряжении со втулками, подшипниками, крыльчаткой определяют измерением сопряженных деталей. Об износе можно также судить по качанию валика в сопряженной детали.
Ремонт водяного насоса и вентилятора. Трещины в корпусе водяного насоса и вентилятора, а также в кронштейне и фланце кронштейна водяного насоса заваривают биметаллическим электродом. Применяют нанесение состава на основе эпоксидной смолы ЭД-6.
В случаях заварки мест, образующих водяную рубашку, корпус водяного насоса проверяют на герметичность керосином.
Обломанные части фланца корпуса водяного насоса и вентилятора приваривают чугунным прутком (при газовой сварке) или биметаллическим электродом. После сварка сопрягающиеся плоскости проверяют на плоскостность. При износе корпуса водяного насоса и вентилятора в сопряжении со втулками валика в корпус запрессовывают втулки, увеличенные по наружному
диаметру, или запрессовывают втулки нормального размера с нанесением на сопрягаемые поверхности состава на основе эпоксидной смолы.
При износе посадочных мест под подшипники ставят стальные кольца (втулки) или наваривают изношенное место (корпус водяного насоса и вентилятор) с последующей обработкой на нормальный размер. Применяют нанесение состава на основе эпоксидной смолы ЭД-6.
Износ шкива вентилятора по ручьям для ремня допускается до 1,0 мм на сторону. Износ проверяют щупом, вводя его между шаблоном, изготовленным по профилю ручья нового шкива, и стенкой ручья изношенного шкива. Резьбу восстанавливают обычным порядком.
В изношенное отверстие под валик в крыльчатке водяного насоса запрессовывают стальную втулку, предварительно расточив отверстие на 4—6 мм. При наличии валиков ремонтного размера или при наращивании шейка валика отверстие в крыльчатке развертывают на ремонтный размер.
Изношенные лопасти крыльчатки наваривают газовой сваркой чугунными прутками. Торец крыльчатки обтачивают до нормального размера. Более рациональный способ — о прессовку крыльчатки термореактивными пресс материалами, например, волокнитом. После ремонта крыльчатку водяного насоса статически балансируют.
У крестовины вентилятора (крыльчатки) наблюдаются следующие дефекты: ослабление крепления, погнутость крестовины и лопастей, трещины.
При ослаблении крепления лопастей или при их повреждении крыльчатку переклепывают. При замене лопастей разница в массе отдельных лопастей, приклепываемых па одну крестовину, не должна превышать 3—5 г. Лопасти прочно приклепывают к крестовине вентилятора, хорошо расклепывая головки заклепок.
Разборка радиатора на узлы и ремонт. Чтобы снять баки радиатора, имеющего трубки с гофрированной навивкой, предварительно вынимают все трубки. Для этого трубку передвигают в сторону верхнего бака до упора гофрированной ленты в резиновое уплотнительное кольцо, а когда другой конец трубки выйдет из уплотнительного кольца нижнего бака, его отводят в сторону и вытягивают трубку из верхнего бака. Допускается плавный изгиб трубки в средней части.
Верхний и нижний баки радиатора (чугунные), водяные патрубки и стойки, с трещинами, ремонтируют электросваркой, биметаллическими или пучковыми электродами, или малоуглеродистыми электродами методом отжигающих валиков. Трещины заделывают также составом на основе эпоксидной смолы ЭД-6.
Баки радиатора с пробоинами ремонтируют постановкой стальных заплат толщиной 1—2 мм. Заплату можно приваривать к баку электросваркой, крепить винтами, приклеивать клеем БФ-2 или составом на основе эпоксидной смолы.
Штампованные баки радиаторов ремонтируют газовой сваркой или паяют твердым припоем.
Возможные неисправности системы охлаждения в процессе работы приведены в таб. 1.
Таблица 1. Возможные неисправности системы охлаждения
|
Причина возникновения
|
Способ устранения
|
|
Закрыты шторка или жалюзи радиатора
Мало жидкости в системе
охлаждения
Слабо натянут ремень вентилятора
Замаслен ремень вентиля-
вентилятора
Наличие накипи или грязи
в системе охлаждения
Перегрузка двигателя
Не полностью открыт клапан термостата
Отсутствует утеплительный чехол
Открыта шторка радиатора
|
Открыть шторку или жалюзи радиатора
Долить охлаждающую
жидкость в радиатор до
нормального уровня
Отрегулировать натяжение
ремня вентилятора
Снять ремень, вытереть
его насухо и протереть
тальком
Очистить и промыть содовым раствором систему
Уменьшить нагрузку двигателя, включив пониженную передачу
Заменить термостат
Надеть утеплительный чехол
Закрыть шторку радиатора
|
После сварки на поверочной плите или поверочной линейкой проверяют плоскостность поверхности прилегания баков радиатора к опорным пластинам. Не плоскостность допускается не более 0,6 мм, у штампованных баков — 1,5 мм на всей длине.
Сварочные швы баков и патрубков проверяют на герметичность водой под давлением 2—3 кгс/см2 в течение 3—5 мин или керосином.
Сломанные стойки радиатора ремонтируют сваркой с наложением стальных накладок; предварительно с обеих частей стойки по кромке излома снимают фаску 4 X 45°. К стойке болтами крепят накладку толщиной 4—5 мм и длиной 200—300 мм. Накладку приваривают электросваркой по всему контуру, а затем сваривают стойки в месте излома.
Ремонт и испытание сердцевин радиаторов. При ремонте радиаторов накипь из сердцевины удаляют средствами, указанными на странице 109. Рекомендуется делать это в установках, обеспечивающих циркуляцию раствора через радиатор и подогрев его до температуры 60—80° С. Чистоту трубок проверяют стержнем, изготовленным по размеру и профилю трубок.
Для выявления дефектных трубок или мест их припайки сердцевину испытывают на стенде КП-2002 или КИ-4369.
Сердцевину радиатора можно также испытывать воздухом в приспособлении, состоящем из двух стальных плит, стягиваемых шпильками. Между плитами и опорными пластинами сердцевины устанавливают резиновые прокладки. Сердцевину, установленную в приспособление, укладывают в ванну с водой и накачивают в нее воздух насосом. У радиаторов со съемными трубками с гофрированной навивкой проверяют отдельные трубки.
Если соединение трубок с опорными пластинами негерметично, трубки припаивают. Место пайки зачищают специальной фрезой или шабером (у трубок овальной формы) и покрывают флюсом.
Затем трубку припаивают к опорной пластине специальным паяльником, охватывающим выступающий конец трубки по ее контуру. Поврежденные и заглушённые трубки отпаивают от охлаждающих пластин и заменяют новыми. Если требуется удалить более пяти трубок, предварительно отпаивают и снимают опорную пластину, в сторону которой вытаскивают трубки.
Для извлечения трубки из сердцевины в нее вставляют нагретый до 800—850° С металлический стержень (шомпол). После отпаивания конец трубки вместе с шомполом захватывают специальными плоскогубцами и извлекают.
Применяют также отпаивание трубок воздухом, нагретым до температуры 500—600° С, который пропускают через трубку. Шомпол можно нагревать электрическим током.
Концы новых трубок перед постановкой в сердцевину завальцовывают на конус, обжимают.
Торцы новых трубок выравнивают деревянным молотком так, чтобы они лежали в одной плоскости с концами не замененных трубок. Чтобы припаять трубки к охлаждающим пластинам, их нагревают воздухом (или нагретым шомполом).
Выступающие над опорной пластиной концы трубок часто сминаются. Это уменьшает их пропускную способность. Такие трубки выправляют.
Смятые охлаждающие пластины сердцевины радиатора выправляют стальной гребенкой .
После ремонта сердцевину радиатора снова проверяют на герметичность при давлении 1—1,5кгс/см2 в течение 3—5 мин.
Сломанные трубки радиатора с гофрированной навивкой ремонтируют постановкой муфты длиной не менее 30 мм. Каждую отремонтированную трубку испытывают на герметичность воздухом (или водой). Перед постановкой в уплотнительные кольца концы трубок смазывают маслом. Верхний конец трубки, свободный от гофрированной ленты на длине 35+5'° мм, вставляют в уплотнительное кольцо верхнего бака до упора в гофрированную ленту. Нижний конец вводят в уплотнительное кольцо нижнего бака и затем всю трубку подают в эту же сторону, пока гофрированная лента ее нижнего конца не упрется в уплотнительное кольцо.
При сборке радиатора на сердцевину ставят верхний и нижний, коллекторы и припаивают их к опорным пластинам, нагревая коллектор паяльной лампой.
После ремонта радиатор проверяют на герметичность.
Термостат очищают от накипи. Поврежденную пружинную коробку запаивают мягким припоем, применяя в качестве флюса канифоль. При испытании термостата начало открытия клапана должно быть при температуре -68—72° С, а полное открытие (на высоту 9 мм)— при температуре 80—86° С.
При работающем двигателе температура воды в рубашке охлаждения головки блокацилиндров должна поддерживаться в пределах 75…85 °С. Отклонения от этого теплового режима приводят к нарушению нормальных условий работы двигателя и значительно увеличивают износ его деталей. Так, работа двигателя при пониженных температурах охлаждающей жидкости сопровождается ухудшением смесеобразования, смазки деталей, смазывающих свойств масел и т. д. Повышенные же тепловые режимы также вредны двигателю, так как способствуют нагарообразованию, появлению детонации, снижению мощности и ухудшению смазки деталей вследствие ее разжижения, а при сильном перегреве могут привести к заклиниванию деталей и выплавлению вкладышей подшипников. Поэтому исправная работа системы охлаждения является залогом увеличения межремонтных периодов двигателей и снижения расхода горючесмазочных материалов.
Неисправности системы охлаждения чаще всего связаны с ухудшением теплообмена и нарушением циркуляции охлаждающей жидкости, вызываемыми отложениями накипи, загрязнениями рубашки охлаждения, а в отдельных случаях механическимиповреждениями ее узлов. К таким повреждениям относятся трещины в рубашке охлаждения, течь и другие дефекты радиатора, износ деталей насоса и вентилятора.
О способах удаления накипи и заделке трещин в стенках блока двигателя было сказано выше.
Для определения поврежденных мест радиатора его подвергают испытанию, предварительно очистив от грязи и накипи.
Рис. 5. Приспособление для выпаивания трубок радиатора:
1 — радиатор; 2 — змеевик; 3 — кожух; 4 — паяльная лампа; 5 — рукав; 6 — кран
При необходимости выравнивают правилкой охлаждающие пластины. Отверстия в резервуарах радиаторов закрывают специальными резиновыми пробками. Радиатор заполняют водой и создают насосом избыточное давление: в течение 3…5 мин не должно появиться течи. Можно также испытывать радиаторы в ваннах с водой под соответствующим давлением воздуха.
При ремонте радиатор разбирают, очищают от грязи резервуары и сердцевину, прочищают шомполом трубки. Сердцевину испытывают отдельно на специальном стенде. При отсутствии стенда сердцевину радиатора помещают в ванну с водой и, подавая воздух по рукаву от ручного насоса в каждую трубку, по пузырькам находят место повреждения.
Если повреждение обнаруживается у трубок во внешних рядах, то поврежденные места запаивают припоем ПОС-30. Поврежденные трубки во внутренних рядах запаивают (заглушают) с обоих концов. Допускается заглушить до 5% трубок. Если число поврежденных трубок больше допустимого, то их заменяют. Для этого трубки отсоединяют от опорных и охлаждающих пластин с помощью горячего воздуха, нагретого до 500…600 °С при прохождении через змеевик, укрепленный на паяльной лампе (рис. 5). Горячий воздух направляют по трубке радиатора. Когда припой расплавится, трубку извлекают специальными пассатижами. Для отпайки трубок могут применяться шомполы, нагреваемые до 700…800 °С в горне или с помощью электрического тока от сварочного трансформатора. Установленные вновь трубки развальцовывают и припаивают к опорным пластинам с помощью специального паяльника оловяно-свин-цовистым припоем ПОС-30, применяя в качестве флюса травленную цинком соляную, кислоту (хлористый цинк).
Кроме замены поврежденных трубок существует способ ремонта радиаторов гильзованием. Для этого сначала раздают при помощи специального плоского бородка концы трубок, находящихся в опорных пластинах, а затем раздают всю трубку, протягивая сквозь нее с помощью лебедки ножевидный шомпол с уширеиием на конце. В расширенную трубку вставляют новую и припаивают ее по концам к опорным пластинам.
После ремонта сердцевину радиатора испытывают на герметичность таким же образом, как и перед ремонтом.
Трещины чугунных резервуаров радиаторов устраняют сваркой биметаллическим или стальным электродом с наложением шва по способу отжигающих валиков или газовой сваркой латунью. У резервуаров, изготовленных из латуни, трещины, разрывы и т.п. обычно устраняют пайкой оловяно-свинцовистым припоем ПОС-30 или припайкой заплат.
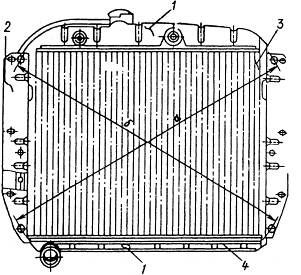
Радиатор может иметь следующие дефекты: пробоины, вмятины, трещины на бачках 1 (рис. 6), поломки и трещины 2 на пластинах каркаса, нарушение герметичности в местах пайки 4, повреждение охлаждающих пластин или трубок 3, отложения накипи, засорение вследствие налипания насекомых, перекос по диагоналям (рис. 6, а, б).
| |
|
|
 Скачать 0.53 Mb.
Скачать 0.53 Mb.