апро. Билеты DPVMS ТМО_русс 2022. Программа 8D064 Механика и металлообработка
 Скачать 1.02 Mb. Скачать 1.02 Mb.
|

|
Министерство сельского хозяйства РеспубликиКазахстан Казахский агротехнический университет им. С.Сейфуллина Кафедра: «Техническая механика» Предмет: «Динамика процессов в механических системах» Образовательная программа: 8D064 - «Механика и металлообработка» Экзаменационный билет №2 1.Классификация сил, действующих на механическую систему. В динамике, как и в статике, все силы делятся на активные или задаваемые и реакции связей или пассивные. Кроме того, в динамике механической системы и твердого тела все силы делятся на внешние и внутренние. Внешними называются силы, действующие на точки данной механической системы со стороны точек или тел, не входящих в данную систему, общепринятое обозначение - Внутренними называются силы, действующие на точки данной механической системы со стороны точек или тел данной системы, общепринятое обозначение - Деление сил на внешние и внутренние является условным. Все зависит от того, что выбрано за объект исследования, что принято за данную или рассматриваемую механическую систему. Например, объект исследования – двигатель внутреннего сгорания. Давление поршня на кривошип и давление кривошипа на поршень – внутренние силы. Те же силы будут внешними, если объект исследования – отдельно расматриваемый поршень или кривошип. Из того, что внутренние силы возникают в механической системе попарно и на основании третьего закона динамики (п. 3.1.2) вытекают свойства внутренних сил механической системы: 1. Геометрическая сумма (или главный вектор) всех внутренних сил механической системы равен нулю: 2. Геометрическая сумма моментов (или главный момент) всех внутренних сил механической системы относительно любого центра О равен нулю: Но отсюда не следует, что внутренние силы механической системы взаимно уравновешиваются. Они приложены к разным точкам или телам системы и могут вызывать их относительные перемещения. Внутренние силы уравновешиваются только тогда, когда механическая система представляет собой абсолютно твердое тело. 2. Запись уравнений Лагранжа второго рода через Лагранжиан.Примеры. 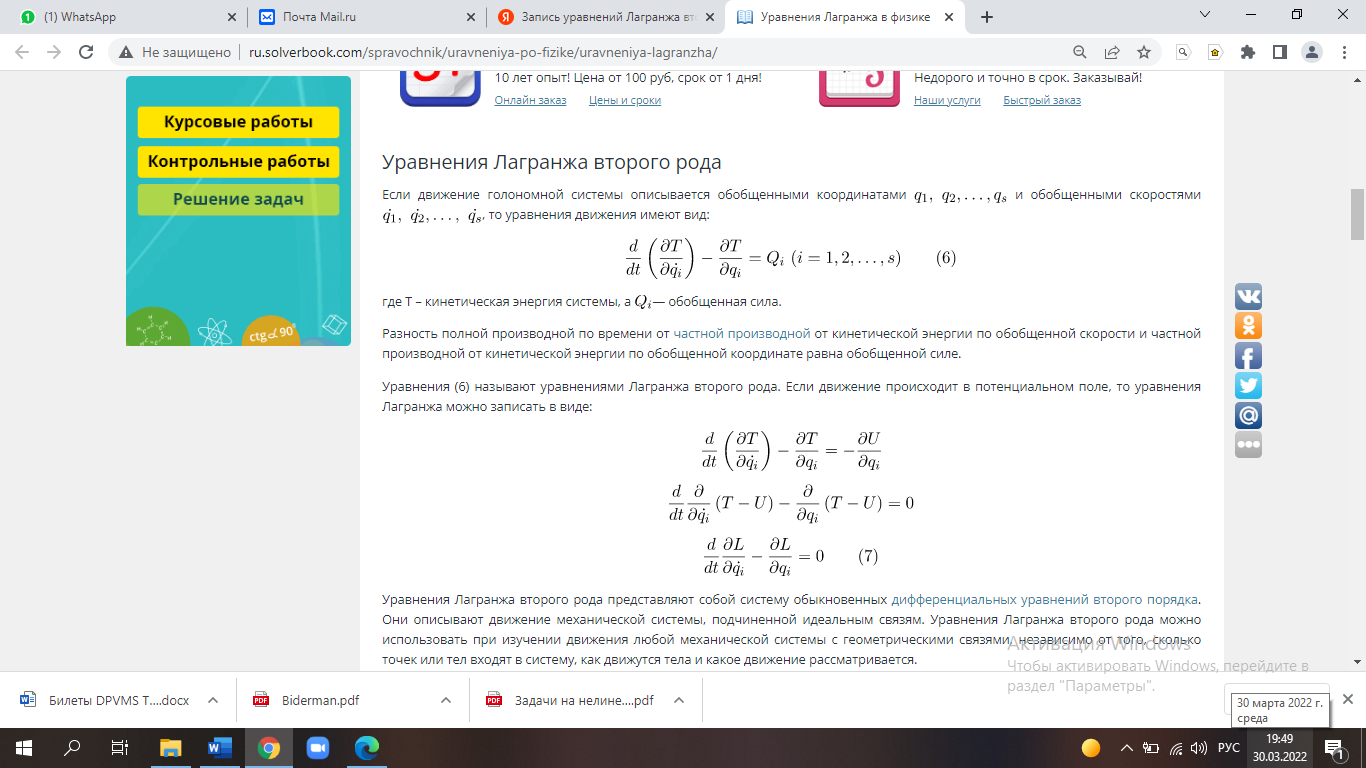 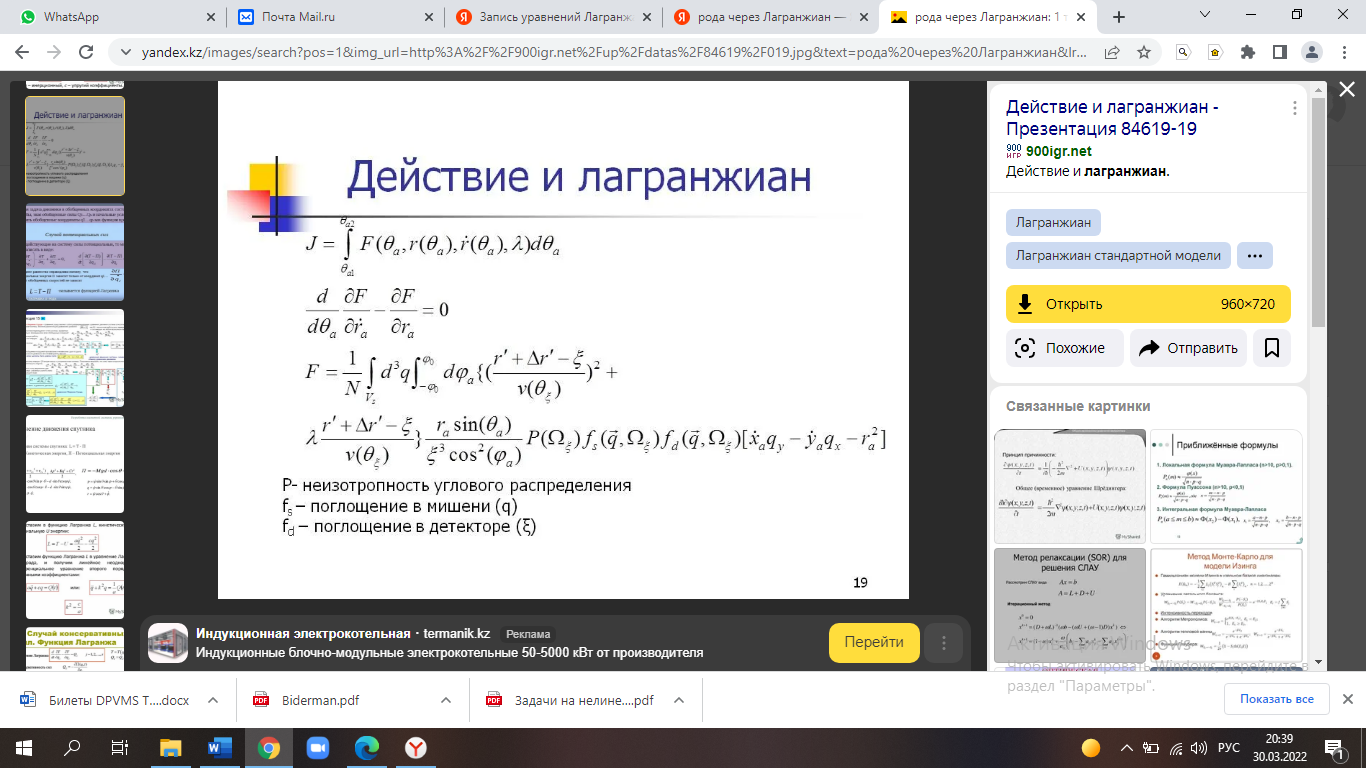 3. Задача из сборника Мещерского на теорему об изменении кинетического момента механической системы. 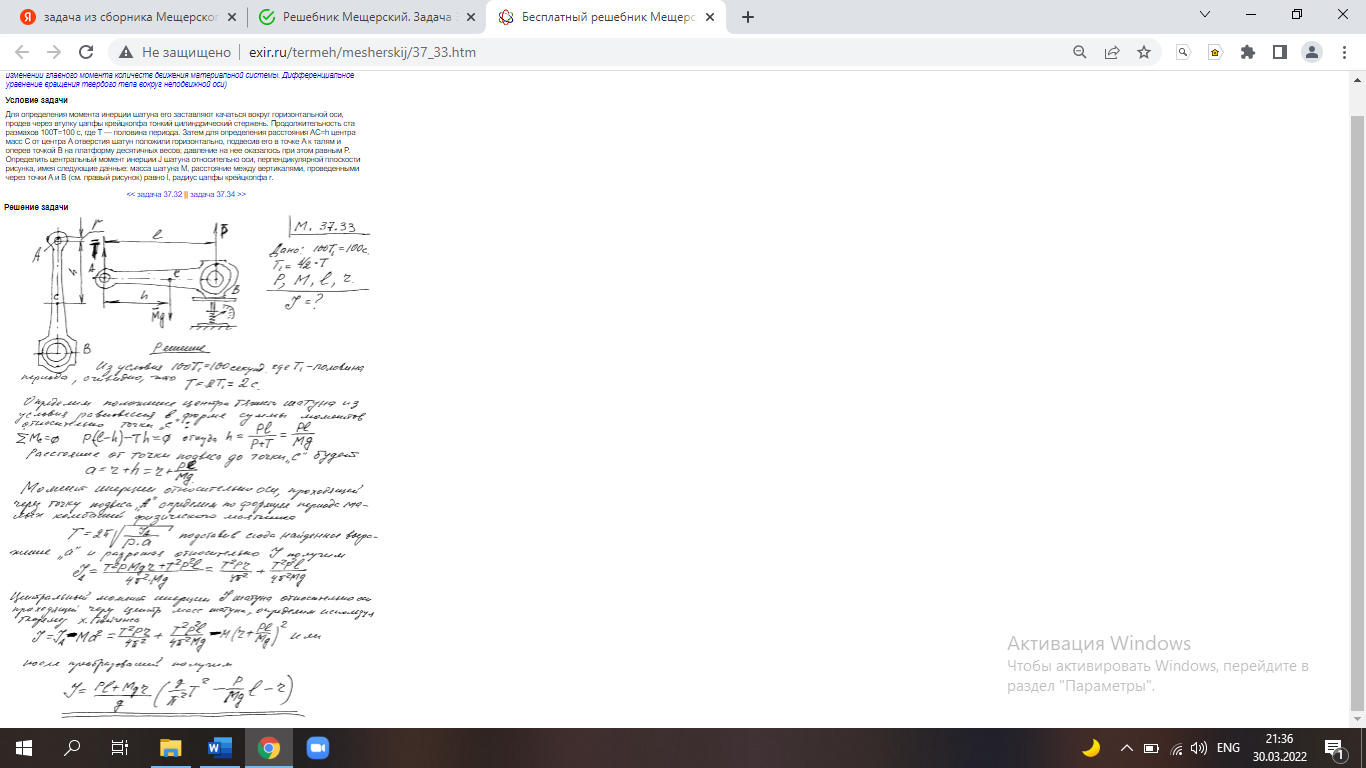 Министерство сельского хозяйства Республики Казахстан Казахский агротехнический университет им. С.Сейфуллина Кафедра: «Техническая механика» Предмет: «Динамика процессов в механических системах» Образовательная программа: 8D064 - «Механика и металлообработка» Экзаменационный билет №4 Вибрации металлорежущих станков. К вредным колебаниям в машиностроении следует отнести вибрации металлообрабатывающих станков. Любые вибрации, возникающие при обработке деталей на металлорежущих станках, представляют собой весьма нежелательное явление, приводящее к нарушениям «правильной» работы станка, преждевременному износу инструмента и ухудшению качества обработанной поверхности. Иногда вибрации становятся настолько интенсивными, что исключают работу на данном режиме резания. Кроме того, на практике во многих случаях вибрации ограничивают производительность станка. Так, например, возможность использования скоростных методов работы резцами с малыми углами в плане и чистового обтачивания широкими резцами в значительной степени определяется вибрационными характеристиками технологической системы, состоящей из станка, зажимного механизма (приспособления), обрабатываемой заготовки и инструмента. Вибрации станков могут быть также вызваны несбалансированностью частей станка или установленного на нем изделия. Неуравновешенность самого металлорежущего станка определяется неуравновешенностью вращающихся масс в механизме станка: шкивов, муфт, зажимных патронов и т. п. Аналогичное влияние на колебание станка оказывает неуравновешенность обрабатываемой заготовки. Частота колебаний станка, вызванная неуравновешенностью той или иной массы, равна или кратна частоте вращения этой массы в секунду. Следует отметить, что влияние неуравновешенных масс приобретает особое значение при скоростной обработке изделий. Основным методом борьбы с вибрациями, вызванными неуравновешенностью, является балансировка вращающихся частей станка. Третьей группой причин, вызывающих колебания станков, являются дефекты в передачах станка. Допущенные погрешности при нарезании шестерни или плохо смонтированные шестерни вызывают периодические силы, передающиеся на подшипники и направляющие станка и, следовательно, способствуют появлению вибраций. Аналогичные действия могут вызвать места соединения ремней, толчки жидкости в трубопроводе (в станках с гидравлическим приводом), создаваемые работой насосов, и другие дефекты передач. Естественным средством борьбы с колебаниями этого типа в станках является устранение дефектов в передачах станка. Колебания станков во многих случаях возникают из- за прерывистого характера процесса резания. Часто метод обработки сам по себе обуславливает периодические колебания усилия резания, вызываемые последовательностью работы зубьев режущего инструмента. К методам обработки, вызывающим вибрацию станков, относятся, прежде всего, работа фрезы и протяжки, действие шлифовального круга, неравномерно затупленного по окружности или плохо сбалансированного, и т. п. Обеспечение надежности при изготовлении деталей машин. Усилия конструкторов по созданию надежных и долговечных машин окажутся бесполезными, если на всех этапах проектирования не будет проводиться анализ технологичности конструкции. Технологичной обычно принято называть такую конструкцию машины, при которой эксплуатационные показатели соответствуют требуемым, а затраты времени, труда и средств на ее изготовление в условиях данного производства — минимальные [40]. С точки зрения надежности и долговечности машин, характеризующих изменение их качества во времени, в определение технологичности должны еще входить показатели, характеризующие удобство разборки, ремонта, осмотров, ухода и т. п. Основными способами достижения технологичности являются: рациональный выбор материалов деталей и выбор геометрической формы деталей, удовлетворяющей требованиям надежного функционирования и простоты изготовления, возможности применения прогрессивных методов изготовления, контроля, испытаний; обоснованный выбор точности изготовления и шероховатости поверхностей деталей; использование стандартизованных и нормализованных деталей, а также унификации материалов, деталей и узлов; рациональная компоновка; четкое расчленение конструкции на узлы и агрегаты, при изготовлении которых допускается независимая сборка, контроль, испытания; сокращение времени ремонта и ухода, количества используемого инструмента и расхода запасных частей [40, 41]. 3. Задача из сборника Мещерского на теорему об изменении кинетической энергии механической системы. Однородная нить длины L, часть которой лежит на гладком горизонтальном столе, движется под влиянием силы тяжести другой части, которая свешивается со стола. Определить промежуток времени Т, по истечении которого нить покинет стол, если известно, что в начальный момент длина свешивающейся части равна ι, а начальная скорость равна нулю. 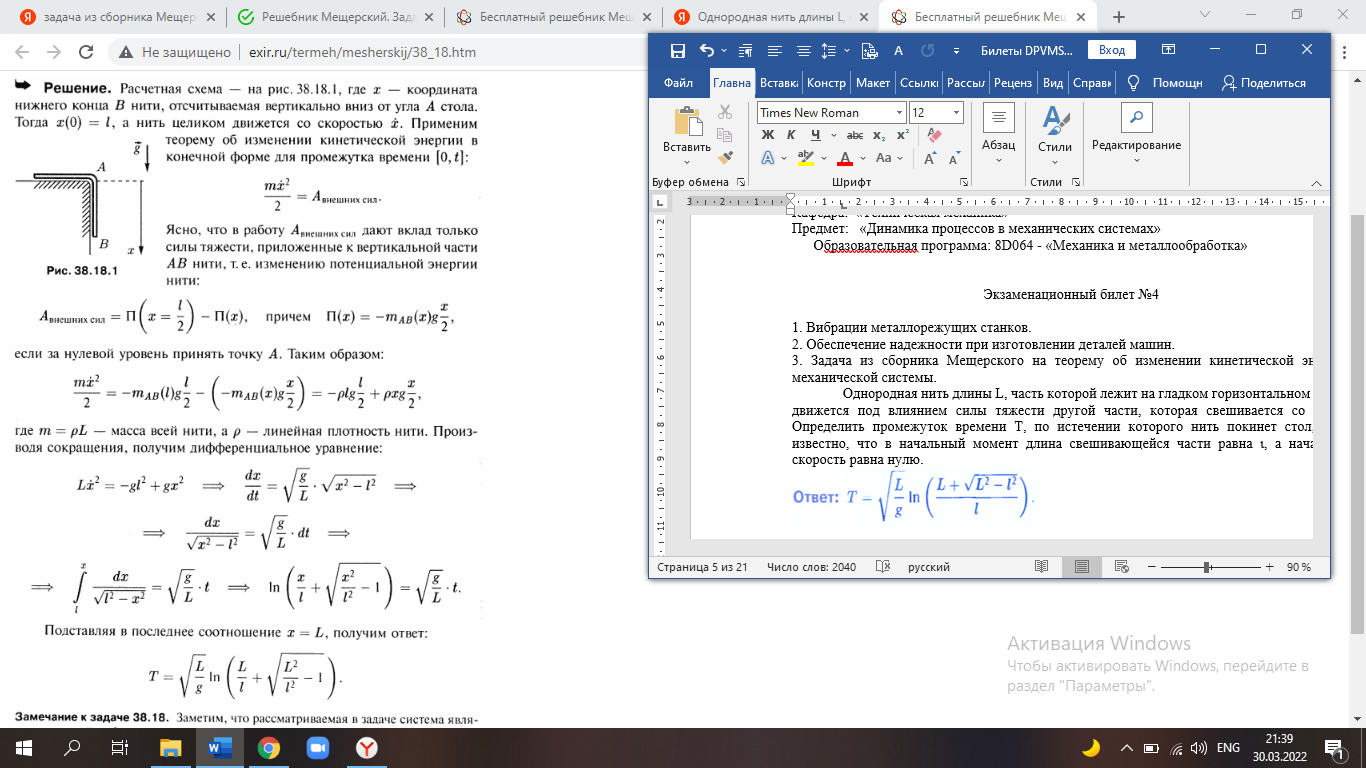 |