План-конспект мой РЫБА. Производственная автоматика и технологические защиты процесса производства
 Скачать 291.99 Kb. Скачать 291.99 Kb.
|

|
УТВЕРЖДАЮ Заместитель начальника части филиала Восточно-Сибирской ВЧ ООО «Газпром газобезопасность» __________________ Р.А. Бабиков «____» _________________ 2023 г. ПЛАН-КОНСПЕКТ проведения занятия по служебной подготовке с профилактическим и руководящим составом Амурского, Благовещенского, Восточного ВО 14.02.2023г., 28.02.2023г Тема: «Производственная автоматика и технологические защиты процесса производства». Вид занятия: классно-групповое Отводимое время: 1 ч Цель занятия: изучить с личным составом системы производственной автоматики и технологические защиты процессов производства. Литература, используемая при проведении занятия: - А. В. Фёдоров, В. И. Фомин, В. И. Смирнов Производственная и пожарная автоматика, Часть 1 Производственная автоматика для предупреждения пожаров и взрывов, М.: Академия ГПС МЧС России, 2012. – 245 с. Развернутый план занятия. Учебный вопрос № 1 – Основные понятия и определения. (5 мин) Автоматика – это отрасль науки и техники об управлении различными процессами и контроле их протекания, осуществляемыми без непосредственного участия человека. А в т о м а т и з а ц и я – это внедрение технических средств, управляющих процессами без непосредственного участия человека. Т е х н о л о г и ч е с к а я с р е д а включает в себя сырьевые материалы, реакционную массу, полупродукты, готовые продукты, находящиеся и перемещающиеся в технологической аппаратуре. Т е х н о л о г и ч е с к и й п р о ц е с с – совокупность физико-химических превращений веществ и изменений значений параметров материальных сред, целенаправленно проводимых в аппарате (системе взаимосвязанных аппаратов, агрегатов, машине и т.д.). Под у п р а в л е н и е м понимается совокупность действий, выбранных на основании определенной информации и направленных на поддержание или улучшение функционирования объекта в соответствии с имеющейся программой или целью управления. Разделяют управление автоматическое и автоматизированное. Автоматическое управление – это управление технологическим процессом с использованием средств и элементов контроля и автоматики, вычислительной техники и управляемых ими исполнительных устройств без участия человека. Автоматизированное управление – управление с использованием средств и элементов контроля и автоматики, вычислительной техники и управляемых ими исполнительных устройств при непосредственном участии человека. П р е д е л ь н о д о п у с т и м ы е з н а ч е н и я – докритические значения взрывопожароопасной среды, отличающиеся от критического значения параметров на величину, равную сумме ошибки его экспериментального или расчетного определения и погрешности измерения параметров в технологическом процессе. О п а с н ы е з н а ч е н и я – значения параметра, вышедшие за пределы регламентированного и приближающиеся к предельно допустимому значению. П р е д у п р е д и т е л ь н ы е з н а ч е н и я – значения параметра на границе регламентированных (допустимых) значений параметра технологического процесса. Сообщение об отклонении параметров и достижений ими предельных и запредельных значений представляется в виде сигнализации. Совокупность значений всех параметров, обеспечивающих задачи, поставленные при управлении процессом, считают нормальным технологическим режимом. Его задают и оформляют в виде технологической карты. В ней приводят перечень параметров, значение которых необходимо поддерживать на определенном уровне, а также указывают допустимые диапазоны их изменения. Система автоматизации должна обеспечить достижение цели управления за счет точности поддержания технологических регламентов в любых условиях производства при соблюдении надежной безаварийной работы оборудования. Учебный вопрос №2 - Роль автоматизации в обеспечении взрывопожарозащиты промышленных объектов. (5 мин) Управление крупнотоннажными высокопроизводительными и энергонасыщенными технологическими процессами и их взрывопожарозащита возможны лишь с привлечением приборов и компьютерной техники. Автоматизация технологических процессов производств позволяет оптимизировать управление, способствует повышению производительности труда и определенным образом меняет его характер. Многие технологические процессы сопровождаются опасными для человека воздействиями, могут быть взрывопожароопасны и склонны к переходам из устойчивого состояния в неустойчивое. Неустойчивое состояние может привести к работе устройства, агрегатов, аппаратов, технологической установки на предельных и вне регламентных режимов с непредсказуемыми последствиями (рис. 1.1).  Рис. 1.1. Графическая модель состояний технологического процесса Каждое из трех состояний технологического процесса – устойчивое (норма), переходное (неустойчивое, предаварийное), аварийное – характеризуется определенным уровнем взрывопожароопасности и требует соответствующего уровня автоматизации. Устойчивое состояние характеризуется определенными значениями параметров при нормальном режиме работы технологического оборудования, возможностью получения информации о протекании процессов в области регламента и поддержания его в заданных пределах. Неустойчивое (предаварийное) состояние характеризуется критически высокими или низкими значениями параметров, спонтанным развитием реакций, автоколебательными процессами с угрозой перехода в неуправляемое состояние. Необходимо быстрое и своевременное Аварийное состояние: авария, взрыв, пожар Неустойчивое состояние Устойчивое состояние 9 его обнаружение, предупреждение выхода процесса в критическую область и возврат к его нормальному устойчивому состоянию. В противном случае возникает аварийное состояние, которое является угрозой жизни людей, уничтожения материальных ценностей, разрушения оборудования и т.п. Для борьбы с ним используются специальные средства автоматики (противоаварийные системы, установки обнаружения очага пожара, подавления взрыва и тушения пожара). Отсутствие таких устройств и систем приводит чаще всего к тяжелым последствиям. Современные приборы и системы производственной автоматики, осуществляя контроль и управление технологическими процессами, решают одновременно и ряд задач автоматической взрывопожарной защиты: предупреждение аварий, взрывов и пожаров за счет поддержания объекта управления в устойчивом состоянии; диагностирование состояний технологического оборудования и коммуникаций; прогнозирование взрывопожароопасных состояний технологического процесса; обнаружение неустойчивых состояний управляемого объекта; противоаварийная защита технологических процессов; обеспечение оператора информацией о состоянии технологического процесса; обеспечение съема и хранения информации о состоянии технологического процесса. Решением комплекса названных задач производственная автоматика обеспечивает поддержание взрывопожаробезопасных режимов технологических процессов, при необходимости устранение опасных, вне регламентных отклонений параметров с их регистрацией и оповещением обслуживающего персонала. Информация приборной техники и ЭВМ при этом используется для анализа опасных отклонений технологического процесса или выявления причин аварий, взрывов и пожаров. Наиболее опасные последствия имеет переход защищаемого объекта в аварийное состояние. Борьба с пожарами и взрывами на объекте защиты осуществляется специальными средствами и системами автоматической противопожарной защиты (АППЗ). В целом же система пожарной безопасности промышленных объектов включает две функциональные подсистемы: предотвращения пожара и противопожарной защиты людей и материальных ценностей. Место автоматической противопожарной защиты в системе пожарной безопасности промышленных объектов приведено на рис. 1.2 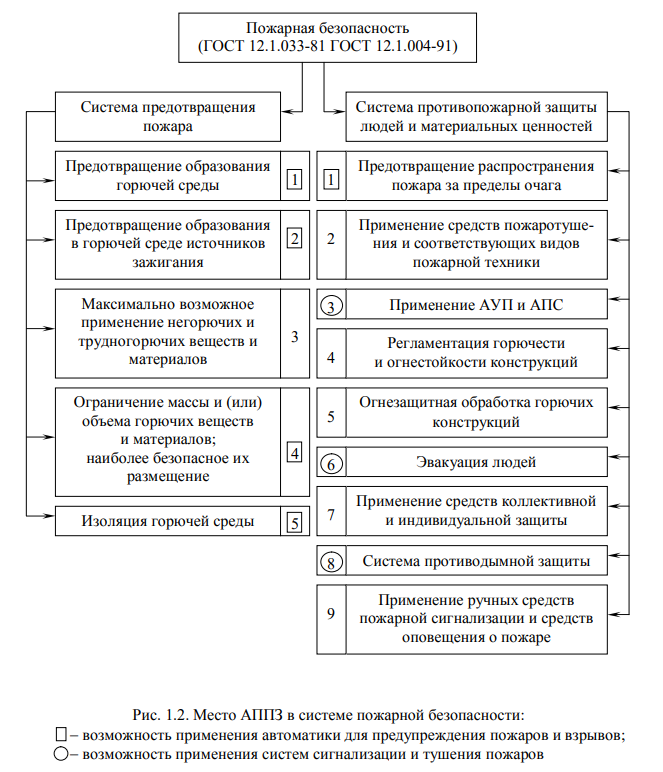 Классификация средств производственной и пожарной автоматики В технике автоматизации используется большое число разнообразных автоматических устройств и систем, отличающихся принципом действия, схемными и конструктивными решениями и т.д. Эти автоматические устройства, приборы и системы классифицируют по различным признакам. Чаще всего производственную автоматику классифицируют по функциональному признаку на следующие группы: контрольно-измерительные приборы (КИП), предназначенные для контроля параметров технологических процессов. КИП производят и выдают информацию оператору (запись, отсчет, сигнализация); приборы, устройства и системы автоматического регулирования (САР), предназначенные для поддержания параметров в режиме заданных безопасных пределов; устройства и системы противоаварийной автоматической защиты (СПАЗ), предназначенные для обнаружения предаварийных ситуаций, оповещения оператора, осуществления защитных мероприятий, частичной или полной остановки технологического процесса; автоматические блокировки, предназначенные для защиты от неправильных действий оператора при пуске и остановке технологического процесса, включения элементов защиты и резервных устройств; автоматические и автоматизированные системы управления (АСУ, АСУТП) – это системы, осуществляющие совокупность воздействий, возможных на основании определенной информации и направленных на поддержание или улучшение функционирования управляемого объекта в соответствии с программой или целью управления (алгоритмом функционирования). Основные элементы автоматики Устройства, приборы и системы производственной и пожарной автоматики состоят из отдельных элементов. Э л е м е н т – это конструктивно обособленная часть схемы, устройства или системы, выполняющий определенную функцию. Элементом может быть резистор, конденсатор, трансформатор, клапан и т.д. Несмотря на значительное разнообразие основных функций, выполняемых в разных автоматических системах, общим для элементов автоматики является передача поступающих на них воздействий (сигналов) в определенном направлении, а также то или иное преобразование сигнала по значению, характеру или даже по физической природе. По виду выполняемых функций элементы автоматики можно разделить на следующие основные типы: 1. Датчики, преобразующие различные неэлектрические величины в электрические сигналы. 2. Усилители, усиливающие поступающие на них сигналы, но не изменяющие физической природы этих сигналов. 3. Реле, позволяющие с помощью сравнительно слабых электрических сигналов управлять более мощными электрическими цепями (включать или отключать эти цепи). 4. Стабилизаторы, поддерживающие постоянство выходного напряжения или тока при изменениях входного сигнала или сопротивления нагрузки. 5. Двигатели, преобразующие ту или иную энергию в перемещения (угловые или линейные) и приводящие в действие тот или иной механизм или объект. 6. Распределители, обеспечивающие поочередное подключение различных элементов или электрических цепей к какому-либо одному элементу или к одной точке электрической цепи. 7. Вычислительные элементы, выполняющие математические и логические операции над различными величинами. 8. Корректирующие элементы, улучшающие свойства системы или отдельных ее частей. 9. Исполнительные механизмы, предназначенные для изменения управляемых величин. 10. Командоаппараты, предназначенные для подачи в систему различных воздействий и команд Учебный вопрос №3 - Автоматический аналитический контроль взрывоопасности воздушной среды промышленных предприятий. (10 мин) Оснащение производства контрольно-измерительными и регулирующими приборами должно быть решено таким образом, чтобы оно представляло полную картину протекания технологического процесса. Среди средств автоматизации аналитические приборы занимают особое место, так как они позволяют автоматизировать производственные процессы не по косвенным показателям (температуре, расходу, уровню и т.п.), а непосредственно по составу сырья промежуточных и конечных продуктов, что особенно важно для производства, где обращаются горючие газы и жидкости. Нарушение пропорции смеси этих веществ с воздухом или взаимного их соотношения (сероводород – воздух в печах дожига при производстве серы, кислород – этилен в реакторах при получении полиэтилена высокого давления и т.п.) может привести к взрыву, аварии, пожару. Существенное значение для таких производств имеет также контроль состава атмосферы с точки зрения токсичности и взрывоопасности, особенно в связи с интенсификацией технологических процессов и развитием нефтехимической и химической промышленности, в которых необходимо своевременное обнаружение горючих газов и паров в воздухе производственных помещений в концентрациях, значительно меньших взрывоопасных, и их локализация. Обычные лабораторные анализы дают информацию только о промежуточном состоянии процесса, и, как правило, со значительным опозданием в отношении оперативной оценки сложившейся ситуации. Автоматический аналитический контроль обеспечивает определение концентрации контролируемого компонента в анализируемой смеси, результат измерения прибор показывает или записывает, а в отдельных случаях выдает светозвуковой сигнал. Прибор, автоматически или полуавтоматически определяющий количественный или качественный состав анализируемого вещества на основе измерения параметров, характеризующих его физические или физико-химические свойства, называется, а н а л и з а т о р о м. Полуавтоматический анализатор (индикатор) – устройство, предполагающее в своей работе наличие ручных операций по периодическому забору анализируемой смеси и в дополнительной обработке результатов анализа. Приборы такого типа не могут применяться в качестве элементов регулирующих систем и систем защиты. Автоматический анализатор действует полностью автоматически и может служить в качестве элементов автоматических регулирующих систем, а также может быть использован в схемах автоматической защиты. Он представляет собой стационарное устройство непрерывного действия. По принципу действия анализаторы разделяют на две группы. Анализаторы, основанные на физических принципах измерения, – это приборы, измеряющие некоторую физическую величину, зависимость которой от химического состава анализируемого вещества точно определена. Важным свойством этих анализаторов является то, что при измерении не происходит количественных изменений анализируемой смеси. Недостатком физических анализаторов является зависимость значений физических величин от давления, температуры и концентрации сопутствующих компонентов. Анализаторы, основанные на физико–химических принципах измерения, измеряют параметры, сопровождающие химическую реакцию, в которой либо определяемое вещество участвует само, либо оно оказывает существенное влияние на химическую реакцию. По числу определяемых компонентов анализаторы разделяются на одно- и многокомпонентные. По физическому (агрегатному) состоянию анализируемого вещества анализаторы разделяются на анализаторы жидкостей, твердых веществ и газоанализаторы. Наиболее широко распространены газоанализаторы. Они могут быть объединены в зависимости от использования тех или иных физико-химических свойств определяемых веществ в следующие группы: тепловые, термохимические, термомагнитные, фотоколориметрические, оптико–акустические, спектральные, хромотографические. Учебный вопрос №4 - Автоматическая защита технологических процессов. (10 мин) Среди большого числа технологических процессов можно выделить группу пожаро- и взрывоопасных, которые при определённых условиях, возникающих вследствие нарушения требований регламента, выходят в аварийные режимы с последующими взрывами и пожарами. Такие технологические процессы являются пожаро- и взрывоопасными и могут протекать в двух различных режимах: I – нормальном функционировании; II – предаварийном состоянии. В режиме нормального функционирования технологического процесса различают три состояния (рис. 7.1): нормальное протекание процесса, когда все определяющие параметры соответствуют заданным (рис. 7.1; Iб); отклонение определяющих параметров в сторону уменьшения опасности (рис. 7.1; Iа;); отклонение определяющих параметров в сторону увеличения опасности (рис. 7.1; Iв).  Рис. 7.1. Состояния пожаро и взрывоопасного технологического процесса: I – нормальный режим; II – предаварийное состояние; III – остановка процесса; IV – аварийное состояние При этом все отклонения в режиме I находятся в заданных пределах, обусловленных необходимой точностью поддержания определяющих параметров. При нарушении технологического режима процесс переходит в предаварийное состояние (II), характеризующееся значительными отклонениями параметров от заданных пределов в сторону увеличения опасности. В предаварийном состоянии, характерном для процессов, можно выделить две фазы: в первой фазе (рис. 7.1, IIа) возможен возврат процесса к нормальному режиму, во второй (рис. 7.1, IIб) развитие аварийной ситуации становится необратимым. В последнем случае необходимо прекратить ведение процесса (III). Если не принять мер, способствующих прекращению развития аварийной ситуации и возвращению процесса к режиму нормального функционирования, то возникает авария (IV), имеющая различные последствия (загазованность помещения и территории объекта, взрыв, пожар и т.п.). Особенность протекания пожаро- и взрывоопасных технологических процессов предопределяет требования к АСУ такими процессами. Для обеспечения управления технологическими процессами в предаварийном режиме АСУТП должны включать, кроме систем автоматического контроля (АСК), регулирования (АСР), систем сигнализации (АСС), системы автоматической защиты (АСЗ) (рис. 7.2).  Рис. 7.2. Схема управления потенциально пожаро- и взрывоопасным технологическим процессом: АСР – автоматическая система регулирования; АСК – автоматическая система контроля; АСЗ – автоматическая система защиты; АСС – автоматическая система сигнализации: 1 – режим работы АСЗ на предотвращение аварии; 2 – режим работы АСЗ по ликвидации аварии В предаварийном режиме, который наступает, когда АСР не может справиться с возвратом процесса к нормальному режиму или вследствие отказа АСР, процесс управляется АСЗ. Она должна обеспечить безаварийное ведение процесса либо путём его возврата в нормальный режим 1, либо путём его остановки 2. Если входные параметры АСР выбираются исходя из условий оптимизации производства, то входные параметры АСЗ (параметры защиты) должны характеризовать нахождение объекта в предаварийном режиме. Таким образом, АСУ пожаро- и взрывоопасными технологическими процессами может быть реализована путём создания автономных АСР, АСК, АСС, и АСЗ (см. рис. 7.2) или применением автономных АСР, АСЗ и управляющей вычислительной машины (УВМ). Общие принципы построения систем автоматической защиты Системы автоматической аварийной защиты представляют собой совокупность элементов и устройств, с помощью которых контролируются параметры процессов, протекающих в защищаемом объекте, и выдача сигналов в критических ситуациях и использование их для предотвращения аварий, взрывов и пожаров путём переключения режима работы объекта, остановки оборудования, проведения аварийного стравливания или слива горючего вещества, вызова обслуживающего персонала и выдачи ему необходимой информации о причинах и обстоятельствах возникновения отклонений от нормальной работы. В функции АСЗ входит анализ предаварийного состояния и степени развития аварийной ситуации, а также выбор управляющих защитных воздействий. В зависимости от конкретных условий применения АСЗ должны обеспечить: возможность обнаружения любых опасных ситуаций в объекте защиты по контролируемой совокупности параметров; прекращение хода контролируемого процесса в опасном направлении для любой возможной аварийной ситуации в объекте защиты; высокое быстродействие, создающее возможность своевременного выполнения противоаварийных действий; высокую чувствительность к контролируемому параметру; стабильность характеристик во времени, т.е. сведение к минимуму влияния таких явлений, как старение и утомляемость отдельных элементов; минимальное влияние внешних факторов (температуры, влажности, атмосферного давления, ударов, операций, электрических помех и т.п.); минимальное обратное влияние на объект защиты при нормальных значениях контролируемого параметра; безотказность в условиях длительной непрерывной работы (устройства защиты должны обладать более высокой надёжностью, чем объект защиты); высокую перегрузочную способность; взаимозаменяемость (повторимость характеристик), обеспечивающую возможность замены вышедших из строя элементов без существенной перестройки системы защиты; возможность использования стандартных и унифицированных элементов; взрывонепроницаемость; удобство и простоту монтажа, настройки и обслуживания; минимальное потребление энергии в дежурном режиме. Несмотря на большое разнообразие устройств защиты, применяемых в различных областях техники, они строятся по общим законам и в них почти всегда удаётся выявить следующие основные элементы; ИАС – индикаторы аварийных ситуаций; ИП – измерительные преобразователи; УС– устройства сравнения; УПУ – усилительно-преобразующие устройства; ЛУ – логические устройства; ИМ – исполнительные механизмы; ЗУ– задающие устройства. На рис. 7.3 приведена блочная схема устройства защиты. В индикаторе аварийных ситуаций текущее значение контролируемого параметра, воспринимаемого ИП, сравнивается в УС с заданием, которое задаётся за датчиком и определяет допустимые граничные значения. 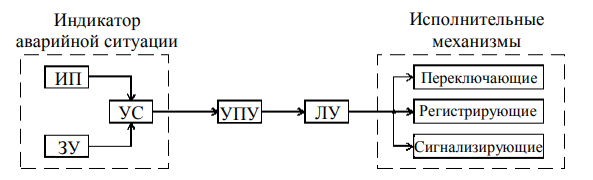 Рис. 7.3. Блочная схема устройства защиты Учебный вопрос №5 - Системы аварийной сигнализации и защиты. (10 мин). На объектах химии, нефтехимии, нефтепереработки и т.д. используются унифицированные системы аварийной защиты производств от аварий, взрывов и пожаров. Основой таких систем автоматической защиты являются унифицированные приборы-датчики, предназначенные для измерения концентраций горючих или токсичных паров и газов в воздухе производственных помещений, а также для измерения таких параметров, как температура, давление, уровень и т.п., отклонение которых от заданного значения по регламенту может привести к аварии, взрыву, пожару. Информация о результатах измерения в виде аналогового или дискретного электрического сигнала от приборов-датчиков через коммутирующие сигналы поступает в приемно-логические устройства, в которых по определенному алгоритму вырабатываются командные сигналы на сигнализирующие и исполнительные устройства. Устройство аварийной сигнализации представляет собой многоканальный автоматический стационарный прибор непрерывного действия нормального исполнения с искробезопасными входными цепями, предназначенный для приема сигналов от датчиков аварийности и представления их оператору на световом табло. Устройство работает в комплекте с контактными датчиками взрывозащищенного исполнения, а также с датчиками обычного исполнения, при условии, что эти датчики не имеют собственного источника питания. Входными параметрами устройства являются: замыкание нормально-открытого контакта датчика; размыкание нормально-закрытого контакта. Устройство имеет ряд входов с выходами на световое табло по каждому каналу и звуковую сигнализацию. На табло информация представляется в виде цифр и символов. Принцип действия устройства основан на преобразовании неэлектрических параметров аварийных ситуаций технологических процессов в светозвуковые сигналы с помощью логических схем на полупроводниковых элементах. Устройство аварийной и предупредительной сигнализации представляет собой автоматическое стационарное логическое устройство постоянного циклического действия нормального исполнения, предназначенное для приема сигналов от датчиков аварийного отклонения параметров и представления их оператору на средствах цифровой и преобразовательной индикации. Устройство выполняет следующие функции: циклический опрос датчиков аварийного отклонения параметров; дифференцирование поступивших сигналов по степени аварийности на три группы; контроль положения исполнительных механизмов систем защиты; представление поступившей информации об аварийных отклонениях параметров на цифровом трехразрядном индикаторе с одновременным сопровождением ее акустическим сигналом определенной тональности, зависящей от группы аварийности поступившего сигнала, и высвечиванием табло, указывающего номер группы; представление поступившей информации на экране изобразительной индикации в виде высвечиваемого участка схемы с указанием на нем номера и места установки датчика, отметившего аварийное отклонение параметра, характера отклонения (завышение или занижение), группы важности информации; приоритетное представление информации более важных групп аварийности на средствах отображения независимо от занятости каналов информацией менее важных групп аварийности; хранение в памяти информации об аварийных ситуациях на производстве и воспроизведение ее на средствах отображения по вызову оператора; задержку определенного вида сигналов с датчиков аварийного отклонения параметров на время до одной минуты перед выдачей на средства отображения. Входными параметрами устройства являются: срабатывание контакта датчика (замыкание нормально-открытого или размыкание нормально закрытого контакта). На вход устройства могут поступать сигналы четырех групп: первая группа – аварийные сигналы; вторая группа – предварительные сигналы; третья группа – предупредительные сигналы; четвертая группа – контроль положения исполнительного механизма. Сигналы первой группы имеют приоритет перед двумя другими – второй и третьей, а сигналы второй группы – только перед третьей группой. Четвертая группа идет по самостоятельному каналу. Сигналы от датчиков могут представляться по любому из десяти каналов вывода информации. Одиннадцатый канал предназначен для сигналов четвертой группы. Конструктивно устройство выполняется в виде стола с пультом управления и индикации, в котором смонтирована логическая схема блока питания и экрана. Пособия и оборудование, используемые на занятии: План-конспект Районный инженер ВВО Баскаков П.А. _________________ (должность, Ф.И.О. лица, составившего план-конспект) (подпись) «_____» __________________2023 г. |