Производство губчатого железа по дисциплине Металлургия черных металлов
 Скачать 411 Kb. Скачать 411 Kb.
|

 Министерство науки и высшего образования Российской Федерации ФГАОУ ВО «ЮУрГУ» (НИУ) Филиал в г. Златоусте Факультет «Техники и технологии» Кафедра «Техника и технологии производства материалов» Семестровая работа по теме: «Производство губчатого железа» по дисциплине «Металлургия черных металлов» ЮУрГУ – 22.03.02.2022.395.00.00 Руководитель _________________Пятыгин Д.А. _________________2022г. Автор работы студент группы ФТТ-334 __________________Попова Е.С. _________________2022г. Работа защищена с оценкой ___________________2022 г. Аннотация Цель семестровой работы – изучить методы производства губчатого железа . В настоящее время значительно изменились требования к качеству металла. Различные технологии металлургии железа обеспечивают получение черных металлов различного качества. Промышленный опыт убедительно показал, что сталь, полученная в электропечах из губчатого железа, обладает лучшими свойствами (прочность, пластичность и др.). Исчерпывающих объяснений этому феномену до сих пор нет. Чаще всего основную причину видят в том, что металлизованные материалы, в отличие от металлического лома, практически не содержат нежелательных примесей, особенно примесей цветных металлов. В этом смысле говорят о "первородных свойствах" металлизованных материалов или "первородной шихте", подчеркивая, что губчатое железо не прошло ранее стадию металлургического переплава. Добавим, что металлизованные материалы практически не содержат также растворенных в металле газов и неметаллических включений. СодержаниеВВЕДЕНИЕ 3 Устройство для вдувания порошкообразных материалов в жидкий металлСоветский патент 1982 года по МПК C21C7/00 B22D1/00 23 Описание патента на изобретениеSU971890A1 23 ВВЕДЕНИЕ Прямое получение железа непосредственно из руд, существовавшее задолго до появления доменных печей и возникновения двух стадийной технологической схемы производства железа и стали, в последнее время вновь, но уже на современной основе, развивается во все увеличивающихся масштабах. Особенно большое значение этому способу придается в странах с ограниченными ресурсами высококачественного металлургического сырья и топлива. Производство железа методом прямого восстановления в основном сосредоточено в Швеции (в 1956 г. было произведено 122 тыс. г). Имеются также промышленные установки в Китае, Японии, Чехословакии, Канаде, США, ФРГ и России. Существующие способы прямого получения железа из руд в зависимости от физического состояния получаемого продукта и температуры процесса можно разделить на три группы. 1. Способы получения губчатого железа, осуществляемые при сравнительно низких температурах, при которых происходит только восстановление окислов железа без плавления пустой породы. Продукт восстановления получается в твердом виде. 2. Способы получения крицы. Температурные условия процесса значительно выше, при этом происходит расплавление пустой породы с образованием шлака, а частицы восстановленного металла свариваются между собой, образуя тестообразную крицу. 3. Способ прямого получения жидкой стали, осуществляемый при температурах выше точки плавления железа. Конечные продукты процесса — жидкий металл и шлак. При производстве губчатого железа обычно используются богатые, чистые от вредных примесей руды или концентраты и малосернистые восстановители, так как пустая порода процесса восстановления не претерпевает никаких изменений и остается в губчатом железе, а сера восстановителя может перейти в железо. При производстве крицы в связи с переходом пустой породы в шлак, который затем отделяется от металла, можно использовать бедные руды и низкосортное топливо. В качестве восстановителя применяют окись углерода, водород или смеси газов, а также кокс и различные виды твердого низкосортного топлива. Продукты восстановления в зависимости от степени чистоты используются для различных целей. Губчатое железо используется для производства железного порошка и как заменитель железного лома при выплавке высококачественной стали в кислых мартеновских и электрических печах. Крица, обычно более загрязненная примесями, применяется в доменных печах или в качестве заменителя лома в мартеновских и электродуговых печах. Основной недостаток всех известных способов прямого получения железа из руд — сравнительно небольшая производительность установок, что и ограничивает их распространение. В настоящее время во многих странах, в том числе и в России, совершенствуют существующие и ищут новые, более производительные и перспективные методы получения губчатого железа или непосредственно жидкой стали из руд, минуя доменный процесс. Производство губчатого железа ГУБЧАТОЕ ЖЕЛЕЗО, продукт, получаемый путем восстановления железной руды при температуре ниже температуры плавления металла. Такое железо было первоначальным продуктом железоделательного производства до введения в практику металлургии доменной плавки. В последние десятилетия в некоторых странах ряд научных учреждений, а также отдельных специалистов, занимались разработкой методов получения губчатого железа при использовании низкосортных руды и топлива; было заявлено несколько десятков патентов на способы выработки губчатого железа и дальнейшей переработки его в торговые сорта и полуфабрикаты. Сам процесс восстановления окислов железа, содержащихся в руде, производится твердым углеродом (непосредственное восстановление) или окисью углерода (т. н. косвенное восстановление). В первом случае восстановление руды происходит при температуре от 700° и до температуры спекания данной руды; во втором случае - от 800—850° и до температуры спекания руды. Как тот, так и другой метод работы, в зависимости от качеств руды, имеет свои преимущества и свои недостатки. Производство железа в шахтных печах и ретортах В шахтных печах и ретортах получают губчатое железо газообразными восстановителями в толстом слое железосодержащих окатышей. В качестве восстановителей применяют конвертированный природный газ, состоящий в основном из водорода (H2) и оксида углерода (CO). Процесс производства железа осуществляют в противотоке железорудных материалов, загружаемых в агрегат сверху, и нагретых восстановительных газов, подаваемых снизу. Работа агрегата в противотоке дает возможность достигать высокой производительности при хорошем использовании газа. Восстановительный газ получают в кислородном реакторе, путем неполного сжигания природного газа в кислороде по реакции: 2CH4+ O2=2CO+4H2 Полученный газ, содержащий 29% CO, 55% H2 и 13% окислителей (H2O и CO2) освобождают частично от окислителей, нагревают, до температуры 1100 –1150 °С и через фурмы подают в печь. Горячий газ, поднимаясь навстречу опускающимся окатышам, нагревает и восстанавливает их. Процесс восстановления проходит при температуре 850 – 1050 °С в зоне нагрева и восстановления, расположенной над фурмами печи. Ниже фурм расположена зона охлаждения, в которой окатыши охлаждаются оборотными газами, предварительно подвергнутые очистке. К оборотным газам для охлаждения добавляют небольшое количество природного газа, обеспечивающее частичное науглероживание окатышей (около 1%), что целесообразно для сталеплавильного производства. Охлажденные металлизированные окатыши выгружаются из печи непрерывно и поступают в электропечи для выплавки стали. Существует несколько разновидностей этого процесса. Главным отличием их от описанного выше является способ конверсии природного газа. В одном случае она осуществляется двуокисью углерода по реакции: CH4+CO2=2CO+2H2 Конвертированный газ содержит в этом случае около 35% CO и 60% H. В другом случае конверсию природного газа проводят водяным паром по реакции: CH4+H2O=CO+3H2 Получаемый конвертированный газ содержит около 14% CO, 58% H2, 21% H2O и 4 – 5%CO2. Перед использованием он подвергается осушке и содержит 16% CO, 73% H2 и 6 – 7% CO2. Разновидностью способа является процесс в периодически действующих ретортах, используемых в качестве агрегатов восстановления. На установке таких реторт четыре. Емкость каждой реторты 100 – 150 т. Реторты переставляются с одной позиции на другую, что обуславливает циклический характер процесса, состоящего из последовательных операций загрузки, нагрева и восстановления шихты, охлаждения и выгрузки губчатого железа. Реторты загружают и подают газ сверху. Выгрузку губчатого железа производят снизу с помощью специальных скребков. Губчатое железо поступает на конвейер транспортирующий губку в сталеплавильное отделение. На установке участвуют четыре реторты, в каждой из которых протекают различные процессы. В одной реторте происходит предварительный нагрев и восстановление шихты газом, выходящим из других реторт. В двух ретортах происходит довосстановление железа подогретым газом получаемым в кон-версионной установке. В четвертой происходит науглероживание губчатого железа. Готовое железо поступает на конвейер, а в освобожденную реторту загружают исходную шихту. К недостаткам метода относят: периодичность процесса; неравномерность металлизации по высоте; низкая степень металлизации в сравнении с процессами осуществляемыми в шахтных печах. Метод Виберга В шахтных печах (метод Виберга) в качестве восстановителя используют газовую фазу из CO и H2, которая циркулирует по замкнутой системе, включающей электрогазогенератор, фильтр и собственно шахтную печь (рис. 18). 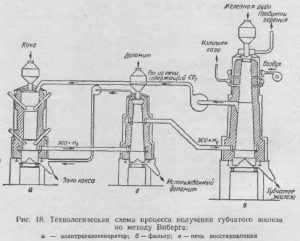 Газовая смесь при 950° вводится в нижнюю часть печи и при движении вверх навстречу опускающейся шихте восстанавливает окислы железа до металлического железа. Большая часть газа при 800° отводится из печи и подается в электрогазогенератор, представляющий собой довольно узкую и высокую шахту, заполненную древесным углем или коксом. В верхней и нижней части шахты расположено четыре пары электродов, служащих для нагрева столба топлива до 1100—1150. В электрогазогенераторе газ, который содержит примерно 25% CO2, проходя сверху вниз и омывая раскаленные куски кокса, подвергается регенерации по реакциям CO2 + С = 2СО; H2O + С = H2 + CO. На выходе газ состоит в основном из окиси углерода, 20—30% H2 и 3—5% CO2. Для обогащения газа водородом в электрогазогенератор подается водяной пар или природный газ Природный газ, реагируя с поступающим газом по реакции CH4 + CO2 = 2СО + 2Н2, улучшает его состав. По пути к шахтной печи газ проходит через фильтр с доломитом, где поглощается содержащаяся в нем сера. Циркуляция газа через систему осуществляется вентилятором. В качестве сырья используются обогащенные окатыши, окомкованные железорудные концентраты с содержанием 64—67% Fe. Губчатое железо обычно содержит не менее 90% Fe, 0,005% S, 0,005% P и используется для производства высококачественных сталей. Метод Хагенес Способ получения губчатого железа в тиглях (метод Хагенес) предусматривает использование твердого восстановителя. В огнеупорные тигли чередующимися слоями загружают тонкоизмельченный богатый железом концентрат или окалину и смесь коксика с известняком. Коксовую мелочь дают в избытке, чтобы предотвратить окисление железа при охлаждении. Известняк необходим для поглощения серы коксика. Тигли помещает в печь периодического действия, кольцевую или туннельную, где нагревают до 1100—1200° и выдерживают 50—60 час. Весь процесс, включая нагрев и охлаждение в печи объемом 3000 м3, вмещающей 35 000 тиглей, длится 180 час. При применении очень чистой руды или концентратов получается высокого качества губчатое железо, в котором содержание пустой породы не превышает 0,5%, 0,1% С и менее 0,02% S. Губчатое железо используют для получения железного порошка и производства высококачественных сталей. Установки этого типа имеют производительность 15—30 тыс. т в год. Таким способом получают железо в Швеции, Канаде, США и других странах, в том числе в России. При производстве губчатого железа во вращающихся печах в трубчатую наклонную печь загружают смесь руды (концентрата или агломерата) с коксовой мелочью (или другим низкосортным углем). В печи поддерживается температура не выше 1000—1100° во избежание образования настылей на футеровке печи и сваривания частиц восстановленного железа. При вращении печи шихта непрерывно перемешивается и передвигается к разгрузочному концу. Избыток углерода в шихте создает восстановительные условия и обеспечивает примерно 90% восстановления окислов железа. Конечный продукт охлаждают и при необходимости дробят. Железо отделяют от остатка восстановителя магнитной сепарацией. Этот способ не нашел широкого распространения: имеются только полупромышленные установки в Швеции, США и Японии. 1.2 Получение губчатого железа во вращающихся печах, на конвейерных машинах Применение вращающихся печей позволило перерабатывать различные руды по химическому и фракционному составу, а в качестве топлива применять коксовую мелочь и уголь всех марок, вплоть до лигнита. Вместе с железорудным сырьем в печь загружают уголь в качестве восстановителя, известняк или доломит в качестве десульфуратора. Восстановитель загружают в печь в количестве, превышающее теоретически необходимое для удаления кислорода руды (часть избыточного восстановителя используется как топливо и для защиты металлического железа от вторичного окисления.) Вращающиеся печи отапливаются путем сжигания над слоем шихты газообразного, жидкого или твердого топлива в горелке, расположенной в разгрузочном торце печи, или в горелках, расположенных на корпусе по длине печи. При этом сжигание топлива в обоих случаях проводится с недостатком воздуха с получением мягкого длинного факела. Остальной воздух, необходимый для сгорания топлива и дожигания оксида углерода, выделяющегося из шихты при восстановлении, вдувается через фурмы, расположенные на корпусе печи, что позволяет регулировать температуру по длине. Температура нагрева шихты 1000-1100С По длине печь можно разделить на зоны нагрева и восстановления. Степень восстановления наиболее быстро растет в середине и замедленно в конце печи. К концу процесса, когда образование оксида углерода уменьшается, создаются условия, способствующие проникновению в шихту окислительных газов. В связи с этим напыляемый на поверхность шихты в конце печи избыточный восстановитель предохраняет металлизованный продукт от окисления этими газами. Степень заполнения шихтой печи(сегмент) составляет обычно 10-20%. Нужно использовать топливо отличающиеся хорошей реакционной способностью, т.к. реакция Потребность углерода на восстановление 40-45% от общего углерода в печи, 25-30% углерода сгорает, а оставшийся выгружается из печи вместе с метализованным продуктом, защищая его от окисления. Общий расход восстановителя составляется 50-60% массы железорудного материала. Большое значение имеет теплопередача от газов к слою шихты. Тепло от газового потока передается шихте и футеровке. Тепло полученное футеровкой, передается шихте и теряется в окружающую среду. По мере повышения температуры к концу печи (зона восстановления) решающую роль в теплообмене играет излучение, с помощью которого передается максимальное количество тепла (>90%). В интенсивно работающих печах возрастает температура отходящих газов (800-1000С) и для утилизации их тепла используют предварительный нагрев железорудной части сырья (обычно на конвеерных машинах, или в шахтных подогревателях). В результате этого повышается КПД. Во вращающихся печах образуется большое кол-во газов (3-3,5 тыс. м3/т мет продукта) скорость которого ограничивают. Общая длина печи должна обеспечить необходимое время пребывания в печи для достижения заданной степени металлизации. 1.3 Получение губчатого железа в реакторах с кипящим слоем Более перспективны для получения губчатого железа процессы прямого восстановления железных руд в кипящем слое водородом или смесью водорода и окиси углерода. 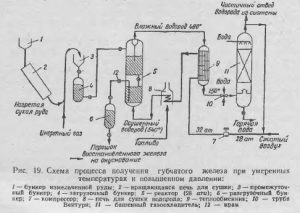 Разработано несколько процессов, которые основаны на принципе восстановления окислов во взвешенном состоянии в специальном реакторе. Восходящий поток газа-восстановителя поддерживает частицы измельченной руды в псевдожидком состоянии; в то же время он разобщает их, обеспечивая хороший контакт с газовой фазой, а значит и высокие скорости реакций восстановления. Отличаются эти процессы друг от друга температурными условиями (от 480 до 900°), давлением восстановительного газа (от атмосферного до 28 атм) и составом газовой фазы. Конечный продукт получается обычно в виде порошка железа: возможно также получение цементита при применении в качестве восстановительного газа окиси углерода. Считается наиболее перспективным для внедрения в промышленное производство Н-процесс, разработанный в США. Отличительные особенности этого процесса — относительно низкие температуры (540—480°) и повышенное давление (17—28 атм) восстановительного газа-водорода. При умеренных температурах процесса предотвращается слипание частиц восстановленного железа и не требуется применение дорогостоящих огнеупорных материалов, а при высоком давлении водорода ускоряется процесс восстановления, устраняется возможность зарастания реактора настылями и, кроме того, облегчается и удешевляется сушка отводимого из реактора увлажненного водорода. На рис. 19 приведена принципиальная схема Н-процесса. Тонкоизмельченная руда (до 20 меш), предварительно подогретая в шахтной или вращающейся печи, пневматическим транспортом (инертным газом) через промежуточный и разгрузочный бункеры подается в реактор, где осуществляется процесс восстановления. Реактор представляет собой цилиндрический сосуд с одной или двумя подовыми решетками. При наличии двух подов на верхнем происходит предварительное восстановление высших окислов железа до закиси, на нижнем получается металлическое железо. Снизу в реактор под давлением 17—28 aти компрессором непрерывно подается сухой и нагретый до 540° водород. Процесс кипения регулируется толщиной слоя руды и скоростью подачи водорода таким образом, чтобы рудные частицы, подпираемые струями газа, были в непрерывном движении, но не уносились восходящим потоком газа. После окончания процесса восстановления порошок железа выгружают пневмотранспортом (водородом) из реактора в разгрузочный бункер, а в реактор подают очередную порцию руды. Ввиду пирофорности порошка его или брикетируют в горячем состоянии, или охлаждают в специальном контейнере для предотвращения окисления. Продолжительность одного цикла при весе порции руды 5 т от 8 до 12 час. Восстановленное железо содержит в зависимости от состава применяемой руды до 95% Fe, 0,039—0,048% P и менее 0,01% S. СПОСОБ ПОЛУЧЕНИЯ ГУБЧАТОГО ЖЕЛЕЗА И ШАХТНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Настоящее изобретение относится к отрасли черной металлургии и может быть использовано в области прямого получения железа в шахтной печи с получением металлизованного продукта - губчатого железа, наиболее очищенного от примесей и пригодного в качестве сырья для сталеплавильного производства высококачественных сталей. Из существующего уровня техники известны способы прямого восстановления железорудного сырья (кусков руды или окатышей) в шахтных печах с применением горячего газа-восстановителя, получаемого в специальных аппаратах вне печи (реформерах), путем конверсии углеводородов из природного газа с применением катализаторов на основе никеля. Недостатками описанных способов прямого восстановления железорудного сырья (кусков руды или окатышей) в шахтных печах с использованием реформеров является их затратность, связанная с необходимостью закупки сложного оборудования и строительства реформеров, с использованием дорогостоящего катализатора на основе никеля, а также высоким уровнем потребления энергии [1]. Известны также другие способы технологии металлизации железорудного сырья без использования реформеров. При этом газ для восстановления губчатого железа образуется не во внешних конверсионных аппаратах, а путем конверсии углеводородов природного газа в слое губчатого железа зоны охлаждения - нижней части шахтной печи [2-5]. Однако недостатком этих способов является ограниченное количество теплоты энергопотоков зоны охлаждения, участвующих в реформинге углеводородов в составе подаваемого в зону охлаждающего газа с применением губчатого железа, как катализатора, не обеспечивая получение газа-восстановителя нужного качества. Наиболее близким аналогом заявляемого технического решения является способ металлизации железорудного сырья без использования реформеров с применением газа-восстановителя, образующегося путем конверсии углеводородов внутри печи с использованием в качестве катализатора свежевосстановленного губчатого железа, а именно способ осуществления прямого восстановления оксидов железа с использованием принципа автореформинга природного газа (разложения углеводородов в зоне металлизации шахтной печи). Согласно данному способу предварительное восстановление железорудной шихты до степени восстановления φ=45-50% производят в верхней зоне шахтной печи в противотоке продуктами частичной конверсии природного газа воздухом, обогащеннымкислородомдо 30-50% от стехиометрического, и шихты, с достижением температуры шихты 900-1000°С. При этом верхняя зона печи имеет сужение в виде трубы Вентури. Окончательное восстановление шихты производят в нижней части печи (зоне металлизации) в прямотоке нагретой до 700-950°С шихты смесью рециркулированного (оборотного) газа и природного газа с получением металлизованного продукта при пониженной температуре до 700°С. Указанный способ впервые представлен в авторском свидетельстве СССР №739120, С21В 13/00, 1976 и усовершенствован в патенте США №6270550 B1, С21В 13/00, 2001 (прототип). Недостатки данного технического решения: а) ограничение пиролиза и науглероживания шихты вследствие снижения температуры шихты от 900-1000°С на входе до 700°С на выходе из зоны металлизации шахтной печи в связи с развитием процессов конверсии и распада углеводородов, приводящих к значительному поглощению теплоты, по причине использования схемы прямотока газа и шихты в зоне металлизации; б) замедление процесса металлизации, особенно на конечном этапе, и использование Стр.: 4 RU 2 590 029 C1 5 10 15 20 25 30 35 40 45 большего объема газа-восстановителя для поддержания производства и заданного качества металлизованного продукта вследствие снижения восстановительного потенциала газа в связи с накоплением оксидов (СО2+Н2О) при движении газа в прямотоке с шихтой. В патенте США №6270550 B1, С21В 13/00, 2001 также раскрыта шахтная печь для осуществления заявленного способа, принятая в качестве наиболее близкого аналога заявленной шахтной печи. Известная шахтная печь содержит расположенную в верхней части печи зону предварительного восстановления, зонуметаллизации и зону охлаждения губчатого железа. Недостатками известной шахтной печи являются возможные заторы шихты или ее налипание на стенки зоны предварительного восстановления при сужении шахты за счет использования там трубы Вентури. Задача, на решение которой направлено заявленное изобретение, представляет создание способа получения губчатого железа из железорудного сырья в виде кусковой руды или окатышей и шахтной печи для его осуществления, исключающих описанные выше недостатки, с высокими технико-экономическими показателями работы данной печи без специальных конверсионных устройств (реформеров) за счет использования новой технологии внутрипечной конверсии углеводородов природного газа для получения восстановительного газа и цементации металлизованного продукта с получением карбида железа. Поставленная задача решается тем, что способ получения губчатого железа из железорудного сырья в виде кусковой руды или окатышей в шахтной печи включает газовое восстановление железа из его оксидов с использованием природного газа и оборотного рециркуляционного газа, при этом в верхней зоне шахтной печи осуществляют предварительное восстановление в противотоке продуктами неполного сжигания природного газа воздухом или его смесью с кислородом до степени восстановления 40-70%, в зоне металлизации получают губчатое железо со степенью восстановления φ=94-97% с содержанием углерода С=2-3% и осуществляют охлаждение металлизованной шихты в зоне охлаждения, расположенной в нижней части печи. Причем технологически окончательное науглероживание полученного в зоне металлизации губчатого железа и цементирование до содержания С=3,0-4,0%, включая карбид железа Fe3С, осуществляют в промежуточной зоне, расположенной ниже зоны металлизации, при этом восстановление в зоне металлизации осуществляют в противотоке газом-восстановителем, образуемым в слое губчатого железа путем пиролиза и конверсии углеводородов природного газа, поступающего в печь в смеси с оборотным циркулирующим газом, очищенным от оксидов и нагретым до 900-1000°С вне печи, с осуществлением перетока в зону предварительного восстановления до 20% от общего расхода газа на выходе из зоны металлизации. При этом в зону охлаждения в противотоке с полученным губчатым железом подают охлажденный и очищенный газ, обогащенный углеводородами природного газа в замкнутом цикле, часть из которого передают в промежуточную зону для окончательного науглероживание и цементирования, при этом соотношение объемов зон металлизации Vзм и промежуточной зоны Vпз устанавливают в пределах Vзм:Vпз= 2,5-4,0. Также задача решается тем, что шахтная печь для получения губчатого железа из железорудного сырья в виде кусковой руды или окатышей содержит расположенную в верхней части печи зону предварительного восстановления, зону металлизации и зону охлаждения губчатого железа. Причем ниже зоны металлизации расположена Стр.: 5 RU 2 590 029 C1 5 10 15 20 25 30 35 40 45 технологическая промежуточная зона печи для осуществления окончательного науглероживания и цементирования губчатого железа, полученного в зоне металлизации, при этом конструкция зон предварительного восстановления и металлизации имеет форму с расширением вниз, причем диаметры верха D1 и низа D2 зоны предварительного восстановления имеют соотношение D1:D2=0,95-0,80, а диаметры верха D3 и низа D4 зоны металлизации шахты имеют соотношение D3:D4=0,95-0,75. Между зоной предварительного восстановления и зоной металлизации образован переходный участок, в котором расположены средства для отвода отработанного газа в цикл оборотного газа из зоны металлизации с учетом его частичного перетока в зону предварительного восстановления и задано соотношение D2:D3=0,9-0,7. Параметры расширения шахты по высоте печи соответствуют заданными условиями: - соотношение диаметров верхней зоны, D1:D2, определено заметным разбуханием окатышей в слое шихты в процессе восстановлении (Fe2О3→Fe3O4→FeO) на 10-15%; - соотношение диаметров зоны металлизации, D3:D4, связано с необходимостью снижения нагрузки на слой шихты, чтобы уменьшить степень слипания частиц губчатого железа на поверхности окатышей на 10-18%; - соотношение диаметров верхней зоны и зоны металлизации (место их соединения), D2:D3, связано с техническим решением отвода отработанного газа из зоны металлизации, исключая вынос частиц из слоя шихты в кольцевую область, свободную от шихты (рис. 1). 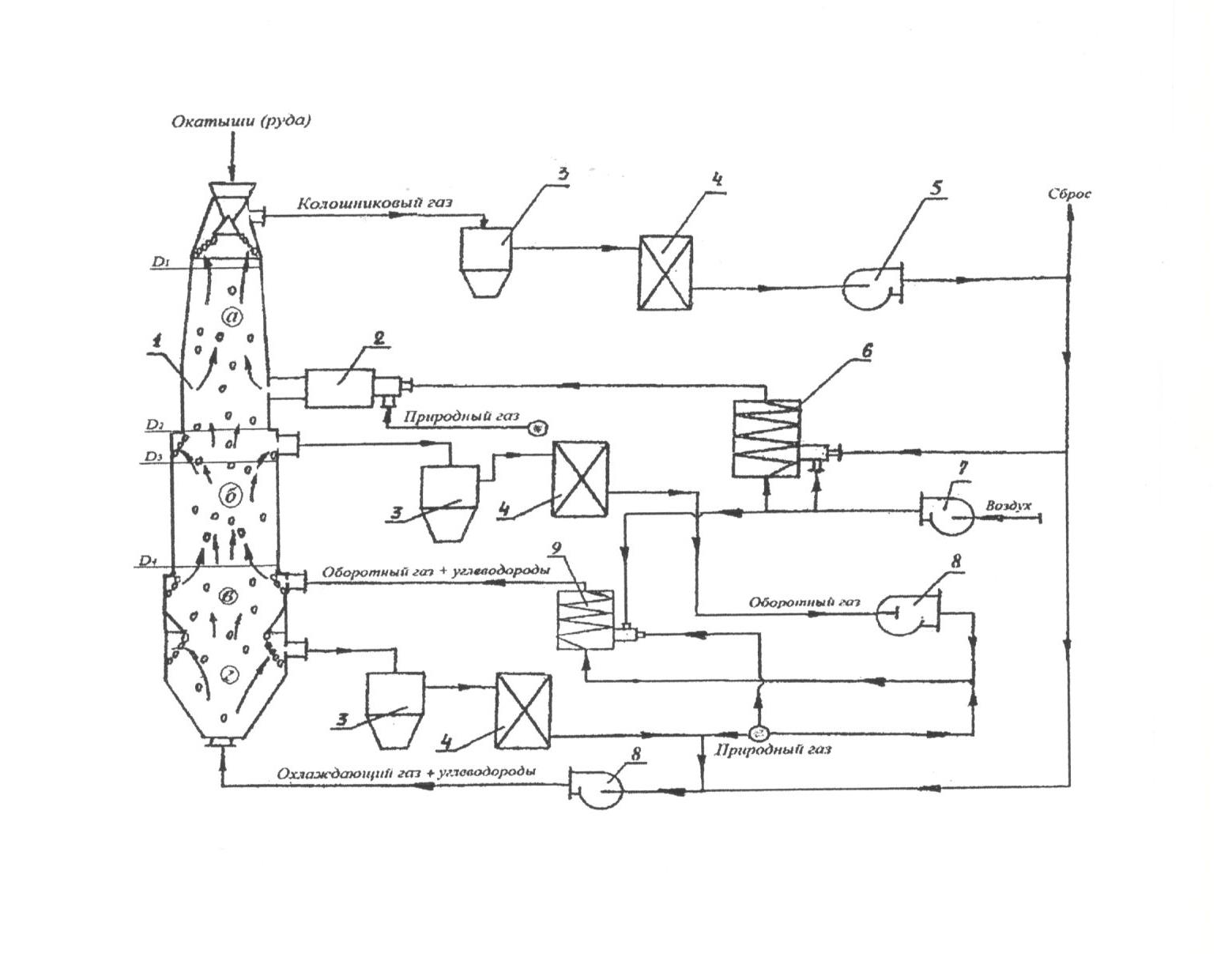 Рисунок 1- Технологическая схема и устройство установки металлизации железорудного сырья. Технологическая схема и устройство установки металлизации железорудного сырья в виде окатышей или кусковой руды с получением губчатого железа, содержащего карбид железа, показаны на фиг. 1. Установка включает шахтную печь 1 с зонами предварительного восстановления 1а, металлизации шихты 1б, промежуточной зоной 1в и зоной охлаждения 1г, реактор частичного сжигания природного газа воздухом или с добавлением кислорода 2, скрубберы (влажная очистка и охлаждение отработанных газов) 3, сухую очистку газов 4, дымосос 5, рекуператор для нагрева воздуха 6, воздуходувку 7, газодувку 8, газонагреватель 9 зоны 1б. Технологический процесс металлизации железорудного сырья осуществляют в последовательности, изображенной на фиг. 1. Начальную термообработку шихты, нагретой до 900…1000°С, со степенью восстановления 45…70% осуществляют в зоне предварительного восстановления 1а в противотоке продуктами частичного сгорания природного газа с воздухом или с добавлением кислорода. Воздух, подаваемый воздуходувкой 7, предварительно подогревают в рекуператоре 6 до температуры 500…600°С и обеспечивают его поступление в реактор 2 снизу в верхнюю зону 1а, кроме этого поступает переток газа из зоны металлизации 1б в количестве до 20% от общего расхода оборотного газавосстановителя в зоне 1б. Колошниковый газ отводят из печи, охлаждают и очищают в аппаратах газоочистки 3, 4, подают дымососом 5 на отопление рекуператора 6 и газонагревателя 9. Оставшийся газ используют на другие нужды. Глубокую термообработку шихты до степени восстановления φ=94…97% и науглероживание шихты с образованием углерода 2…3% выполняют в зоне металлизации 1б в противотоке газом-восстановителем, состоящим из смеси оборотного и природного газа. Природный газ добавляют для осуществления внутренней конверсии в зоне 1б. Отработанный газ из зоны 1б, полученный в процессе газового восстановления шихты, выводят из печи с учетом его частичного перетока в зону 1а, охлаждают и очищают в аппаратах 3 и 4, компримируют газодувкой 8 (оборотный газ), обогащают природным газом и нагревают до температуры 900…1000°С в газоподогревателе 9. На входе в зону металлизации 16 оборотный газ смешивают с перетоком газа, поступающего из промежуточной зоны 1в и нагретого до температуры 850…900°С в зоне 1б. Окончательное науглероживание и цементацию губчатого железа с образованием от 3% до 4% углерода, включая карбид, Fe3С, осуществляют по вышеуказанной схеме в промежуточной зоне 1в, а конечную термообработку выполняют в зоне охлаждения 1г с выходом металлизованного продукта при температуре 30…50°С из шахтной печи. Охлаждение металлизованного продукта выполняют в зоне 1г в противотоке охлаждающим газом, циркулирующим в зоне 1г. Выходящий из зоны 1г газ охлаждают в аппарате 3, обогащают природным газом и газодувкой 8 подают вниз зоны охлаждения 1г. При этом к охлаждающему газу добавляют оборотный газ для организации нужного перетока охлаждающего газа, поступающего из зоны охлаждения 1г в промежуточную зону 1в, исключая вероятность обратного перетока горячего газа-восстановителя в цикл зоны охлаждения, затрудняющего процесс охлаждения металлизованных окатышей в зоне 1г. Общие энергозатраты (расходы природного газа и других ресурсов) в предложенном способе металлизации ниже на 5…10%, чем в прототипе за счет активного взаимодействия горячего газа-восстановителя с более нагретой и металлизованной шихтой в противотоке зоны металлизации. В предложенном способе с использованием газа-восстановителя в противотоке энергетический потенциал этого газа более эффективен, чем в схеме прямотока, обеспечивая при тех же входных параметрах энергоносителей более глубокое восстановление и цементирование шихты в нижней части зоны металлизации [2]. Кроме того, глубокое восстановление при повышенной температуре в зоне металлизации шахтной печи позволяет получать непирофорный металлизованный продукт - губчатое железо, для длительного хранения или транспортировки к удаленным объектам с целью производства стали. Применение предложенного изобретения позволит обеспечить получение металлизованного продукта высокого качества с повышенными технико-экономическими показателями работы шахтной печи прямого получения губчатого железа. Заключение В работе рассмотрены методы получения губчатого железа, их преимущества и недостатки. Рассмотрена технологическая схема и устройство установки металлизации железорудного сырья. Применение предложенного изобретения позволит обеспечить получение металлизованного продукта высокого качества с повышенными технико-экономическими показателями работы шахтной печи прямого получения губчатого железа. Рассмотрена схема процесса получения губчатого желез при умеренных температурах и повышенном давлении. Библиографический список Поволоцкий Владимир Юрьевич (RU), (21) (22) Заявка: 2015100741/02, 12.01.2015 (24) Дата начала отсчета срока действия патента: 12.01.2015 Боковиков Борис Александрович (RU), Евстюгин Сергей Николаевич (RU), Приоритет(ы): (22) Дата подачи заявки: 12.01.2015 Горбачёв Валерий Александрович (RU), Ланцов Юрий Викторович (RU), Петров Сергей Васильевич (RU), (45) Опубликовано: 10.07.2016 Бюл. № 19 Солодухин Андрей Александрович (RU), (56) Список документов, цитированных в отчете о поиске: SU 739120 A, 05.06.1980. US 6270550 B1, Исмагилов Ринат Иршатович (RU), Докукин Эдуард Владимирович (RU), Кретов Сергей Иванович (RU), 07.08.2001. US 4261734 A1, 14.04.1981. RU Козуб Александр Васильевич (RU), 2533991 C2, 27.11.2014. SU 1082328 A3, 23.03.1984. Панченко Анатолий Иванович (RU), Гридасов Игорь Николаевич (RU), Адрес для переписки: 620041, г. Екатеринбург, ул. Основинская, 8, этаж 5, ООО"Научно-производственное внедренческое предприятие ТОРЭКС" Нафталь Михаил Нафтольевич (RU) (73) Патентообладатель(и): Общество с ограниченной ответственностью "Научно-производственное внедренческое предприятие ТОРЭКС" (RU). 6. Гуляев А. П. Металловедение. М.: Металлургия, 1986. 544 с. Богачев И. Н., Вайнштейн А. А., Волков С. Д. Введение в статистическое металловедение. М.: Металлургия, 1972. 216 с. Устройство для вдувания порошкообразных материалов в жидкий металлСоветский патент 1982 года по МПК C21C7/00 B22D1/00Описание патента на изобретениеSU971890A1Изобретение относится к черной металлургии, в частности к внепечной обработке стали. Известен способ обработки жидкой стали и установки для его осуществления. В устройстве по этому способу бак для реагента (пневмокамерный насос) с суспензатором и смесительной камерой установлен на каретке и соединен с погружной трубкой (фурмой) жестким трубопроводом 1. Недостатками этого устройства являются сложность установки на каретке более одного пневмокамерного насоса из-за больших габаритов, когде требуется обработка стали двумя и более видами порошков. Затруднена загрузка и обслуживание пневмокамерного насоса. Установка пневмокамерного насоса на взвешивающих устройствах на подвижной каретке не обеспечивает высокую точность автоматического взвешивания и дозирования подаваемого в ковш порошка. Занимаемые габариты лиевмокамерным насосом над ковшовым пространством затрудняют оптимальное размещение другого оборудования при компле.ксной обработке металла (подача ферросплавов, алюминия, механизированный замер температуры, отбор ковшевой пробы и др.). , Известно также устройство для ввода фурмы в металлургические сосуды, используемое для подачи тонкоизмельченных добавок в расплавы металлов, в котором пневмокамерный насос установлен на рабочей площадке стационарно и с подвижной фурмой сое10динен гибким трубопроводом. При этом фурма кроме вертикального перемещения ее в ковш имеет также горизонтальное перемещение на склад фурм для ее замены 2. 15 Недостатком этого устройства является то, что гибкий трубопровод, соединяющий пневмокамерный насос с фурмой, должен иметь значительную длину, обеспечивающую не только свобод20ное вертикальное перемещение фурмы, но и ее разворот (горизонтальное перемещение) на склад фурм. Надежность и стабильность процесса ввода порошка снижаются с увеличением длины пневмо25 трассы (гибкого трубопровода) и трудностью сохранения ее геометрической конфигурации. Это объясняется тем, что незначительные колебания концентрации порошка (около ±5%), обусловлен30ные конструкциями пневмокамерных насосов, приводят к резким изменениям сопротивления на длинном участке пневмотрассы и, как следствие, механическим колебаниям гибкой пневмотрассы, что усугубляет колебания сопротивления и приводит к резким изменениям давления на срезе фурмы. Изменения давления на срезе фурмы вызывают неравномерную (пульсирующую подачу порошка, отчего фурма вибрирует, футеровка ее разрушается.. Величина пульсации давления на срезе фурмы может превысить величину избы точ1юго давления в трубопроводе над ферростатическим давлением жидкого металла (около 200 мм/вод.ст.) в . этом случае происходят либо выбросы металла из ковша (при возрастании давления), либо жидкий металл попадает в сопло фурмы и забивает ее. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для вдувания порошкообразных материалов в жидкий металл, в котором пневмокамерный насос установлен на рабочей площадке и соединен гибким трубопроводом с фурмой для подачи порошка в жидкий металл. Устройство размещается на рабочей площадке над путями сталевоза с ковшом, перемещающегося от конвертера на участок разливки стали. Продувка стали и подача порошка производится в ковше, стоящем на сталевозе. Это устройство включает пневмокамерный насос, установленный на тензодатчиках высокоизмерительного устройства, фурму, закрепленную на держателе каретки, направляющую, по которой каретка перемещается с помощью механизма подъема при погружении фурмы в ковш в жидкий металл, механизм поворота направляющей вокруг вертикальной оси для перемещения отработанной фурмы с позиции продувки на скла,ц фурм при ее замене и гибкий трубопровод, постоянно соединяющий пневмокамерный насос с фурмой. Кроме того, устройство имеет отдельную площадку, над пневмокамерным насосом, на которой устанавливается запасная емкость с порошком пневмокамерного насоса. Подачей транспортирующего газа в пневмокамерный насос неорходимое количертво порошка через гибкий трубопровод и систему запорно-регулирующ й аппаратуры подают через фурму в жидкий металл ,1 Недостатком устройства является низкая надежность и нестабильность процесса вдувания порошка в металл из-за значительной длины гибкого трубопровода, которая йбусловлена необходимоЬтью постоянного .соединения пневмокамерного насоса с фурмой как при продувке, так и повороте фурмы .при ее замене., Цель изобретения - повышение надежности и стабильности процесса вдувания порошков в жидкий металл. Поставленная цель достигается тем, что в устройстве для вдувания порошкообразных материалов в жидкий металл, содержащее источник газа, пневмокамерный насос, установленный на рабочей площадке и соединенный гибким трубопроводом с фурмой поворотный держатель фурмы с механизмом разъема, механизмы подъема каретки и поворота фурмы, каретка дополнительно снабжена неподвижным в горизонтальной плоскости держателем, на 5 котором закреплен механизм разъема, соединенный с отводом пневмокамерного насоса гибким трубопроводом. С целью исключения скручивания и вибрации гибкий трубопровод скрепQ лен по всей длине с жестким в горизонтальной плоскости тяжелым элементом. На фиг. 1 приведено устройство, общий вид; на фиг. 2 - план размещения оборудования; на фиг. 3 - соединение отвода пневмокамерного насоса гибким трубопроводом минимальной длины с механизмом разъема, закрепленным на неподвижном держателе, и крепление жесткого элемента в горизонтальной плоскости с гибким трубопроводом. Устройство состоит из пневмокамерного насоса 1 снеподвижным отводом (патрубком) 2, соединеннымгибким 5 трубопроводом 3, с фурмой 4 посредством механизма разъема 5, установленного на неподвижном держателе б. Фурма 4 закреплена на поворотном держателе 7. Поворотный держатель 7 0 выполнен таким, что при развороте его с закрепленной фурмой 4 на продувку (вдувание порошка в металл) . ось фурмы 4 совмещается с осью вводного патрубка 8 механизма разъема 5, 5 расположенного постоянно на позиции продувки. Совместно с гибким трубопроводом 3 проложен гибкий в вертикальной плоскости и жесткий в горизонтальной плоскости тяжелый элел мент 9. Неподвижный держатель б и поворотный держатель 7 закреплены на каретке 10, на которой установлен также механизм поворота 11 держателя 7, а каретка 10 с.помощью механизма подъема 12 может перемещаться вверх и вниз по направляющей 13. Устройство также содержит сталевоз 14 с ковшом 15, склад 16 фурм, сосуд 17 для периодического пополнения порошками пневмокамерного насоса 1 и рабочая 0 площадка 18. Источник газа и весоизмерительное устройство пневмокамерного насоса (не показаны). Устройство для вдувания порошкообразных материалов в жидкий металл 5 работает следующим образом. Под рабочую площадку 18 на позицию обработки металла на сталевозе 14 завозят ковш 15 с жидким металлом Каретку 10 с поворотным 7 и неподвижным 6 держателями опускают в нижнее положение, поворотный держатель 7 с механизмом поворота 11 разворачивают на склад 16 фурмы и закрепляют на нем очередную фурму 4, Каретку 10 поднимают в верхнее положение вместе с закрепленной на поворотном держателе 7 фурмой 4 и, поворачивая приводом поворота 11 поворотный держатель 7, фурму 4 устанавливают на позицию продувки. Вводной патрубок 8 механизма разъема 5 с уплотнением вводят в трубу сопла фурмы 4. Включением газа-носителя через пускорегулирующую аппаратуру из предварительно заполненного порошком пневмокамерного насоса 1 через отводящий патрубок 2, гибкий трубопровод 3 порошок транспортируется к фурме 4 и по ней, по мере ее опускания в жидкий металл ковша 15. В нижнем положении фурмы 4 в металле, когда вдувание порошка производится в нижние слои, происходит наиболее полное и качественное его усвоение. Ферростатическое давление при этом На сопло фурмы 4 достигает максимума. Колебания давления и концентрация порошка для стабильного и надежного хода процесса должны быть минимальными и зависящими от длины и формы пневмотрассы. Неподвижный отвод 2 пневмокамерного насоса 1 установлен по горизонтали от оси фурмы 4 на расстоянии равном 4-5 минимально допустимого ргшиуса изгиба гибкого трубопровода 3 и на высоте 0,5 - 0,6 длины фурмы 4 от рабочей площсщки 18. Минимально допусти№лй радиус изгиба гибкого трубопровода 3 оговаривается ГОСТами (например, см. ГОСТ 18698-79). В предлагаемом устройстве гибкий трубопровод 3 минимальной длины приникает форму, пpиближaющsтоcя к прямой линии, и при этом порошок к фурме 4 от пневмонасоса 1 поступает сверху вниз, а гибкий в вертикальной и жесткий в горизонтальной плоскостях тяжелый элемент 9 предохраняет гибкий трубопровод 3 от скручивания, раскачивания и колебаний и т.о. процесс идет стабильно и надежно. По окончании внепечной обработки фурму 4 поднимают из металла в верхнее положение и подачу порошка прекращают отключением газа-носителя, В случае необходимости фурму 4 можно отправить на склад 16 я ее смены. Для этого фурма 4 отключается от гибкого трубопровода 3 механизмом разъема 5, поворачивается на склад 16, опускается кареткой 10 и открепляется от поворотного держателя 7. Затем можно закрепить новую фурму и установить ее на позицию продувки, соединив с гибким трубопроводом 3 для обработки очередного ковша 15 с металлом. Использование устройства позволит осуществлять процесс подачи порошковых материалов к соплу погружаемой фурмы без толчков и незначительных колебаниях давления, вследствие чего фурма менее вибрирует и ее запщтная огнеупорная футеровка не разруается. Формула изобретения 25 1.Устройство для вдувания порошкообразных материалов в жидкий металл, содержащее источник газа, пневмокамерный насос, установленный на 0 рабочей площадке и соединенный гибким трубопроводом с фурмой, поворотный держатель фурГШ с механизмом разъема каретки и поворота фурмы, отличающееся тем, что, с целью 5 повышения надежности и стабильности процесса вдувания порошков в жидкий металл, каретка снабжена неподвижным в горизонтальной плоскости держателем, на котором закреплен механизм разъ0ема, соединенный гибким трубопроводом с отводом пневмокамерного насоса. 2.Устройство по П.1, отличающееся тем, что, с целью исключения скручивания и вибрации гибкого трубопровода, он скреплен по всей 5 длине с жестким в горизонтальной плоскости тяжелым элементом. |