реферат. Проведение комплексной диагностики линейной части магистрального нефтепровода
 Скачать 1.6 Mb. Скачать 1.6 Mb.
|

|
МиНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «тюменский ИНДУСТРИАЛЬНЫЙ университет» РЕФЕРАТ на тему: «Проведение комплексной диагностики линейной части магистрального нефтепровода» Выполнил: студент группы ПСТб(до)з-18-2 Лукьянченко К.А. Проверил: Сильницкая Н.Ю Тюмень ТИУ 2022 Содержание
Общие положения В  нутритрубные снаряды – это устройства, предназначенные для пропуска по всей длине трубопровода, при этом движение их осуществляется потоком продукта. Снаряды подразделяют на две категории: пользовательские или обычные, т. е. снаряды, которые исполняют функции очистки, разделения и обезвоживания; и «интеллектуальные» (ВИС) или внутритрубные диагностические снаряды, с помощью которых получают информацию о наличии и местоположении любых дефектов. нутритрубные снаряды – это устройства, предназначенные для пропуска по всей длине трубопровода, при этом движение их осуществляется потоком продукта. Снаряды подразделяют на две категории: пользовательские или обычные, т. е. снаряды, которые исполняют функции очистки, разделения и обезвоживания; и «интеллектуальные» (ВИС) или внутритрубные диагностические снаряды, с помощью которых получают информацию о наличии и местоположении любых дефектов.Задачи технической диагностики состоят в определении наличия и параметров дефектов стенки трубы и сварных швов (на основе информации, полученной при проведении внутритрубной инспекции участков магистрального нефтепровода), классификации дефектов по степени опасности и принятии решения: о возможности эксплуатации магистральных нефтепроводов на проектных режимах; о необходимости перехода на пониженные режимы эксплуатации; о необходимости проведения ремонта участка нефтепровода (с точной локализацией мест его проведения). Техническая диагностика (ТД) предполагает определение состояния объектов с определенной точностью, причем, результатом этого процесса должно быть заключение о техническом состоянии объекта с указанием места, а при необходимости, вида и причины дефекта. Состав и порядок проведения работ по диагностированию Внутритрубная инспекция должна проводиться после завершения подготовки участка магистрального нефтепровода к диагностированию предприятием, эксплуатирующим участок нефтепровода и направления предприятию, выполняющему диагностические работы, документации, подтверждающей эту готовность. Ответственными за проведение диагностических работ на участке магистрального нефтепровода являются главные инженеры предприятий, эксплуатирующих участки нефтепроводов. Готовность к диагностированию должна быть обеспечена проверкой исправности камеры пуска-приема очистных и диагностических устройств и запорной арматуры, проведением очистки внутренней полости трубопровода, созданием необходимых запасов нефти для обеспечения объемов перекачки в соответствии с режимами. При использовании запасов нефти из резервуаров должна быть предотвращена возможность попадания в транспортируемую нефть осадка из резервуара. Необходимая полнота контроля участка магистрального нефтепровода должна достигаться на основе реализации 4-х уровневой интегрированной системы диагностирования, предусматривающая определение параметров следующих дефектов и особенностей трубопровода, выходящих за пределы допустимых значений, оговоренных в утвержденных методиках определения опасности дефектов: -дефектов геометрии и особенностей трубопровода (вмятин, гофр, овальностей поперечного сечения, выступающих внутрь трубы элементов арматуры трубопровода), ведущих к уменьшению его проходного сечения; -дефектов типа потери металла, уменьшающих толщину стенки трубопровода (коррозионных язв, царапин, вырывав металла и т. п.), а также расслоений, включений в стенке трубы; -поперечных трещин и трещиноподобных дефектов в кольцевых сварных швах; -продольных трещин в теле трубы, продольных трещин и трещиноподобных дефектов в продольных сварных швах. Проведение работ по внутритрубной инспекции должно производится с применением комплексов технических средств, соответствующих типам определяемых дефектов. На первом уровне диагностирования (для участков, обследуемых впервые), прежде всего, должна быть получена информация об особенностях и дефектах геометрии трубопровода, вызывающих уменьшение его проходного сечения. Для получения такой информации следует использовать комплекс технических средств в составе скребка-калибра и снаряда-профилемера. Проведение диагностических работ должно начинаться с пропуска скребка-калибра, снабженного калибровочными дисками, укомплектованными тонкими мерными пластинами. Диаметр калибровочных дисков должен составлять 60%, 70% и 85% от наружного диаметра трубопровода. По состоянию пластин после прогона (наличию или отсутствия их изгиба) производится предварительное определение минимального проходного сечения участка нефтепровода. Минимальное проходное сечение линейной части нефтепровода, безопасное для пропуска стандартного профилемера, составляет 70% от наружного диаметра трубопровода. Для получения полной информации о внутренней геометрии трубопровода на всем протяжении, после успешного пропуска скребка-калибра (т.е. подтверждения необходимого для безопасного пропуска профилемера проходного сечения трубопровода) осуществляется двукратный пропуск снаряда-профилемера, определяющего дефекты геометрии: вмятины, гофры, а также наличие особенностей: сварных швов, подкладных колец и других выступающих внутрь элементов арматуры трубопровода. При первом пропуске профилемера установка маркерных передатчиков должна производиться с интервалом 5 - 7 км. При втором и последующих пропусках профилемера установка маркеров производится только в тех точках, где по результатам первого пропуска обнаружены сужения, уменьшающие проходное сечение трубопровода от согласованного максимального уровня наружного диаметра, представляемого в таблицах технического отчета по результатам прогона профилемера. По результатам профилеметрии предприятие, эксплуатирующее участки нефтепровода, должно устранить сужения, уменьшающие проходное сечение на величину менее 85% от наружного диаметра трубопровода. На втором уровне диагностирования должно производиться выявление дефектов типа потерь металла, вызывающих уменьшение толщины стенки трубопровода, а также расслоений и включений в стенке трубы с использованием комплекса технических средств, в состав которого входят: ультразвуковой снаряд-дефектоскоп с радиально установленными ультразвуковыми датчиками; снаряд-профилемер; скребок-калибр; стандартные и специальные (щеточные) очистные скребки. На третьем уровне диагностирования должно производиться выявление поперечных трещин и трещиноподобных дефектов в кольцевых сварных швах с использованием комплекса технических средств в составе магнитного снаряда-дефектоскопа, магнитного скребка, снаряда-шаблона, стандартных и специальных (щеточных и магнитных) очистных скребков. На четвертом уровне диагностирования должно производиться выявление продольных трещин в стенке трубы, трещин и трещиноподобных дефектов в продольных сварных швах с применением комплекса технических средств в составе ультразвукового снаряда-дефектоскопа с наклонно расположенными ультразвуковыми датчиками, снаряда-профилемера, скребка-калибра, стандартных и специальных (щеточных) очистных скребков. Установка маркеров при первом пропуске снарядов-дефектоскопов должна осуществляться с интервалом 1,5 - 2 км. При втором пропуске снарядов-дефектоскопов установка маркеров должна производиться в тех точках, где имелись пропущенные маркерные пункты при первом пропуске и где по данным первого пропуска снаряда-дефектоскопа имеют место потери информации. Требования к внутритрубным инспекционным снарядам Внутритрубные инспекционные снаряды (ВИС) предназначены для обнаружения, измерения геометрических параметров и определения местоположения дефектов и особенностей трубопровода с достаточной достоверностью, с целью дальнейшей обработки полученной информации и определения по специальным методикам параметров дефектов и степени их опасности: 1) в паспортных характеристиках ВИС должны быть указаны: состав обнаруживаемых дефектов и особенностей трубопровода, погрешности измерения их геометрических параметров и определения местоположения (по длине и угловому положению); 2) ВИС должен перемещаться по трубопроводу потоком перекачиваемого продукта; 3) ВИС должен иметь сертификат взрывозащищенности согласно; 4) ВИС должен обеспечивать сплошность контроля всей внутренней поверхности трубопровода; 5) ВИС должен обеспечивать регистрацию и хранение информации, зафиксированной во время прогона по трубопроводу; 6) ВИС должен быть снабжен встроенной микропроцессорной системой управления, позволяющей проводить перед запуском программирование параметров прогона (включение, выключение по задаваемым признакам) и задание периода сканирования датчиков в зависимости от планируемой скорости движения ВИС; 7) ВИС должен иметь систему внутренней диагностики, позволяющую производить тестирование перед прогоном и определять сбои и неисправности в работе бортового оборудования до функционального блока или узла включительно; 8) ВИС должен быть снабжен одометрическим устройством, обеспечивающим измерение пути, пройденного снарядом по трубопроводу; 9) размещение датчиков ВИС должно быть выполнено на носителях, имеющих постоянный контакт со стенками трубопровода; 10) ВИС должен иметь автономное электропитание, обеспечивающее гарантированную работоспособность электронного оборудования в течение определенного времени работы снаряда; 11) в состав оборудования ВИС должно входить устройство, регистрирующее прохождение ВИС маркерных пунктов; 12) в состав диагностического комплекса должен входить комплект наземного оборудования, позволяющего производить техническое обслуживание, калибровку, тестирование, транспортировку, запасовку и прием, а также сопровождение по трассе и обнаружение местоположения ВИС в трубопроводе 13) в составе диагностического комплекса должно быть компьютерное оборудование и программное обеспечение для обработки данных, полученных при проведении внутритрубной инспекции, и их наглядного отображения на IBM-совместимых компьютерах; 14) в составе паспортной информации на ВИС должны быть указаны: -минимальное проходное сечение трубопровода, обеспечивающее прохождение инспекционного снаряда без его повреждения (типовые значения для профилемеров - 70%, для дефектоскопов - 85% от наружного диаметра); -обнаруживаемые типы дефектов и особенностей трубопровода и их минимальные геометрические размеры для обнаружения и измерения; -погрешность определения положения дефектов и особенностей трубопровода (по длине и углу отклонения от вертикали); -возможность распознавания и определения местоположения поперечных, продольных и спиральных сварных швов, и арматуры трубопровода; -минимальный радиус отвода цельнотянутого колена трубы, проходимый внутритрубным инспекционным снарядом; -минимально допустимое рабочее давление перекачиваемого продукта в трубопроводе; -диапазон рабочих скоростей прогона ВИС; -диапазон температур эксплуатации ВИС; -наличие устройства задержки включения электронного оборудования для обеспечения возможности диагностирования длинных участков трубопровода за несколько прогонов ВИС; Организация пропуска внутритрубных инспекционных снарядов Проведение конкретных работ по диагностическому обследованию нефтепровода должно производиться в следующем порядке. Не менее чем за 3 дня до начала транспортирования диагностического оборудования для выполнения работ по договору (срок начала работ предварительно согласовывается с предприятием, выполняющим диагностические работы) региональная управляющая организация системы магистральных нефтепроводов должна письменно подтвердить готовность участков к проведению диагностических работ и готовность принять оборудование и персонал предприятия, выполняющего диагностические работы, для проведения работ. Все участки магистрального нефтепровода, включенные в договор на проведение диагностических работ, должны быть подготовлены к диагностированию. Обследование участков магистрального нефтепровода должно проводиться последовательно, в соответствии с утвержденным “Технологическим планом-графиком”, без перерывов в работе. В случае обслуживания диагностируемого участка нефтепровода двумя эксплуатирующими предприятиями, инициатором согласования пропуска должно быть предприятие, на чьей территории находится камера пуска внутритрубных инспекционных снарядов и очистных устройств. Предприятие, на чьей территории находится камера приема, должно подтвердить готовность к принятию инспекционного снаряда и организации его сопровождения по своей территории. Координировать это согласование должен диспетчерский отдел центральной управляющей организации системы магистральных нефтепроводов. При проведении внутритрубной диагностики необходимо, чтобы выбранный участок удовлетворял целому ряду требований, среди которых выделим: -обследуемый участок должен быть в обязательном порядке оборудован камерами пуска-приема очистных и диагностических устройств; -камеры пуска-приема и трубопровод должны быть оборудованы специальными сигнальными приборами. На пусковой камере сигнальные приборы устанавливают на расстоянии 7-15 м после выходной задвижки камеры пуска; -трубопровод должен быть тщательно очищен от асфальто-смоло-грязепарафиновых отложений путем многократного пропуска очистных устройств. Необходимая степень очистки для пропуска профилемера «Калипер» - пропущенный скребок приносит не более 20 л вязкого и до 1 л твердого парафина. Для пропуска дефектоскопов «Ультраскан» - не более 5 л вязкого и до 0,5 л твердого парафина. Для пропуска магнитных дефектоскопов «MFL» - скребок приносит не более 1 сварочного электрода на 10 км очищенного трубопровода. -необходимо провести визуальное обследование трассы трубопровода на наличие утечек и устранение их до начала работ по пропуску ВИС; -устранение крутоизогнутых колен, имеющих радиус изгиба менее чем 1,5 наружного диаметра трубы и мест критического сужения проходного сечения трубопровода; -задвижки должны быть строго в открытом положении; -технологически недопустимо в период пропуска ВИС попадание в транспортируемую нефть осадков из резервуаров нефтеперекачивающих станций; -должны быть обеспечены скорости перекачки 0,3-3 м/с (для пропуска «Калипера») и 0,2-1 м/с (для пропуска «Ультраскана»); -должна быть определена схема связи персонала во время пропуска снарядов с пусковой и приемной камерами, диспетчером, группами сопровождения. Должны быть определены действия, которые необходимо предпринять при возникновении нештатных ситуаций при пропуске ВИС. Все дефекты труб классифицируются по степени опасности на три группы: недопустимые дефекты, которые требуют немедленного устранения. В этом случае требуется снижение рабочего давления до 75 % от давления в момент обнаружения дефекта. К этой категории относятся дефекты типа «потеря металла» с глубиной более 0,8 номинальной толщины стенки трубы, а также дефекты типа «трещиноподобный дефект» с глубиной более 0,7 номинальной толщины стенки трубы, допустимое давление для них не рассчитывается; опасные дефекты - дефекты, при которых прочность трубы ниже нормативной. Возможно разрушение трубы по данному дефекту при проведении гидравлических испытаний давлением, соответствующим заводскому испытательному. Для таких дефектов определяются расчетные допустимые давления перекачки нефти. Требуется снижение давления по сравнению с нормативным до допустимого рабочего давления; неопасные дефекты - дефекты не накладывающие ограничений на режим эксплуатации нефтепровода. Дефектоскопы по принципу действия можно разделить на магнитные и ультразвуковые. Магнитные дефектоскопы работают на принципе искажения магнитных линий в местах дефектов, а работа ультразвуковых дефектоскопов основана на рассеивании ультразвуковых волн на дефектах. Ультразвуковой дефектоскоп имеет преимущества перед магнитным. Оно заключается в способности ультразвуковых дефектоскопов измерять толщину стенки трубопровода, зарегистрированные при этом данные об уменьшении толщины стенки считаются решающим фактором при принятии решения о проведении ремонтных работ. Так как такие приборы обеспечивают прямое измерение стенки трубопровода, полученные данные могут быть использованы для расчетов его фактической остаточной прочности. Магнитные дефектоскопы определяют лишь изменение толщины стенки относительно проектного значения, что в случае применения сварных труб может привести к значительным ошибкам в расчетах. Калипер «Калипер» позволяет производить измерения внутреннего проходного сечения (при движении с постоянной скоростью), радиусов поворота трубопровода, определять наличие таких дефектов, как вмятины, гофры, овальность сечения, определять сечения сварных швов, подкладных колец, клапанов, фиксирует расположения задвижек. На основании данных, полученных при пропуске профилемера, определяется возможность пропуска через трубопровод дефектоскопа «Ультраскан», который позволяет обнаружить, классифицировать и измерить дефекты стенок трубы – потерю металла от внутренней или внешней коррозии, царапины, задиры, выщербины и внутренние несплошности типа расслоений, газовых пор, шлаковых включений. 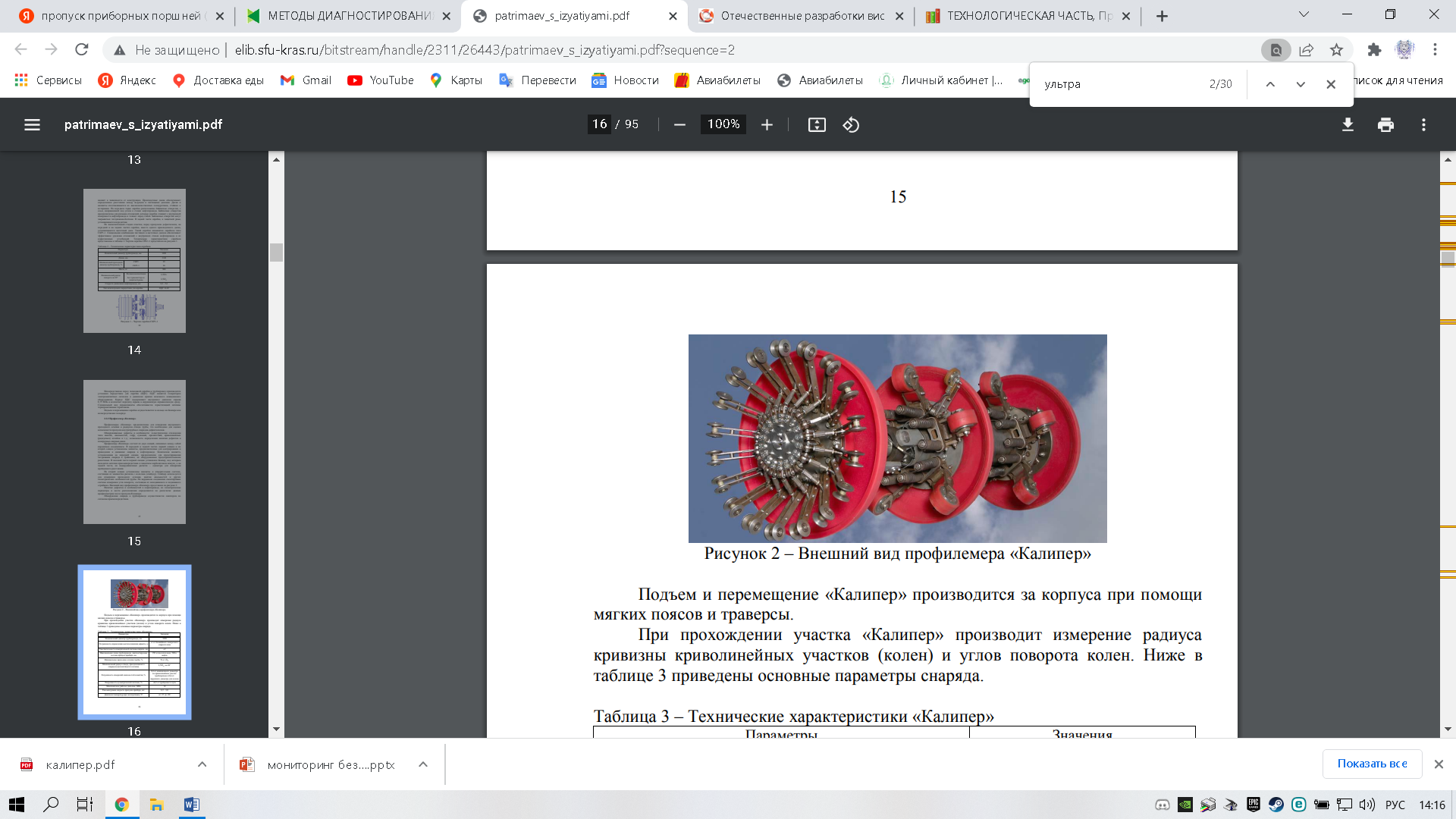 Рисунок 1 – Внешний вид профилемера «Калипер» Дефектоскопы «Ультраскан» Дефектоскопы «Ультраскан» способны непосредственно измерить толщину стенки труб с точностью измерения толщины стенки 0,3 мм, переносит изменение скорости. Измерительно-регистрирующая система ультразвукового снаряда производит циклы измерений через каждые 3 или по ходу движения снаряда и через каждые 8 мм по окружности. Благодаря этому в пределах каждого инспектируемого участка выполняются многие миллионы измерений. 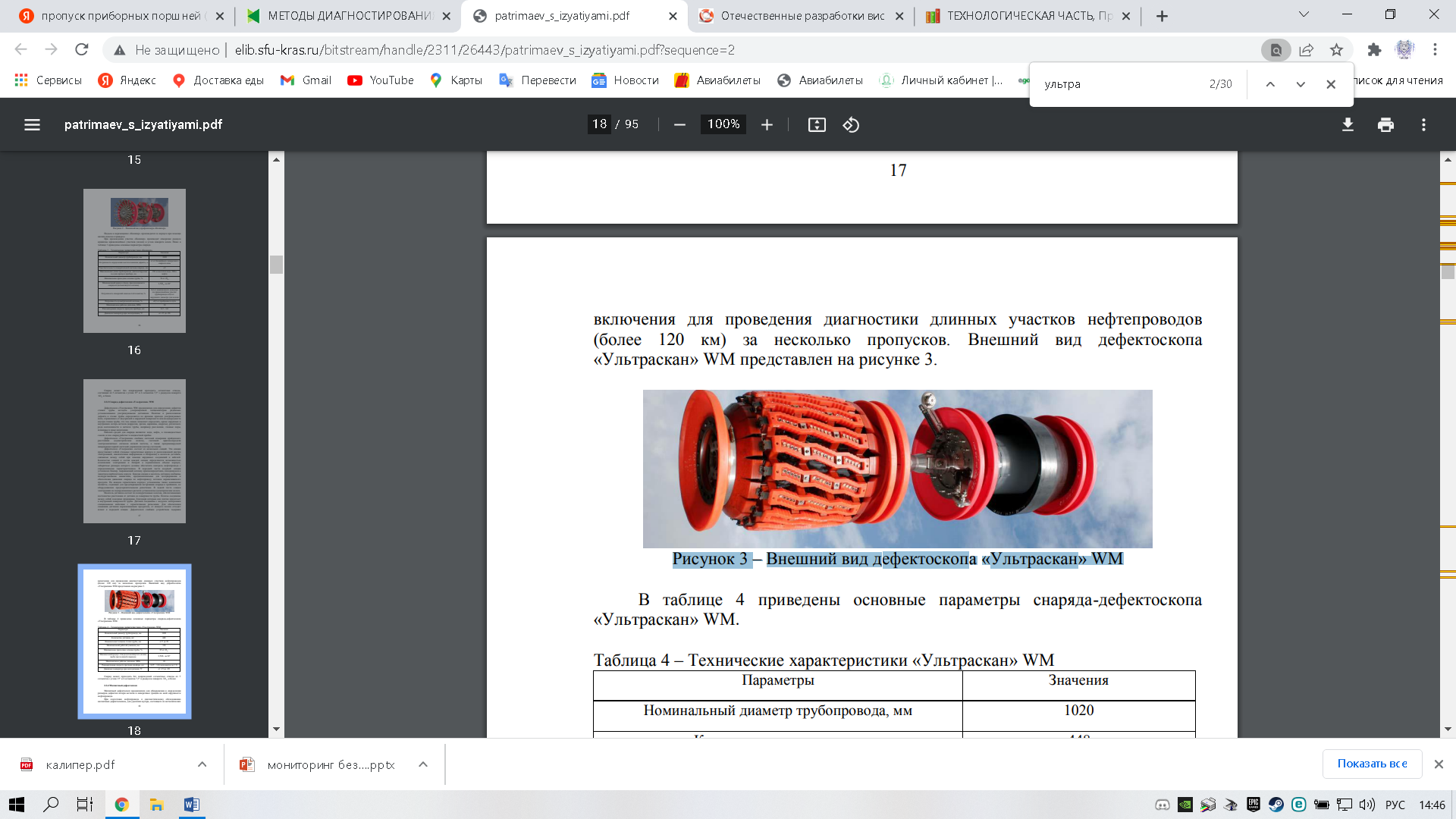 Рисунок 2 – Внешний вид дефектоскопа «Ультраскан» WM Внутритрубные инспекционные снаряды имеют одинаковые конструктивные элементы: манжеты, с помощью которых снаряды перемещаются под действием потока нефти и опираются на стенки трубопровода; демпферы, расположенные спереди и сзади снаряда, для предохранения его от разрушения или столкновения с каким-либо препятствием; одометр, определяющий расстояние, пройденное снарядом с момента запуска; в герметичном корпусе располагается компьютер, источник питания; имеется вывод для считывания данных из памяти компьютера. Для получения информации профилемер имеет датчики, находящиеся в непосредственном соприкосновении со стенкой трубопровода, а дефектоскоп – 160 датчиков, осуществляющих прозвучивание стенок. Снаряд обычно делится на функционально и конструктивно законченные секции. Магнитный дефектоскоп Магнитный дефектоскоп предназначен для обнаружения и определения размеров дефектов потери металла и поперечных трещин по всей окружности нефтепровода. При подготовке нефтепровода к диагностическому обследованию магнитным дефектоскопом, для удаления мусора, состоящего из металлических 19 предметов в виде остатков электродов, проволоки и т.п., производят пропуск магнитных скребков. Для нефтепроводов диаметром 1020 мм снаряд выполнен двухсекционным. Секции соединены между собой буксировочными тягами с универсальными шарнирами. 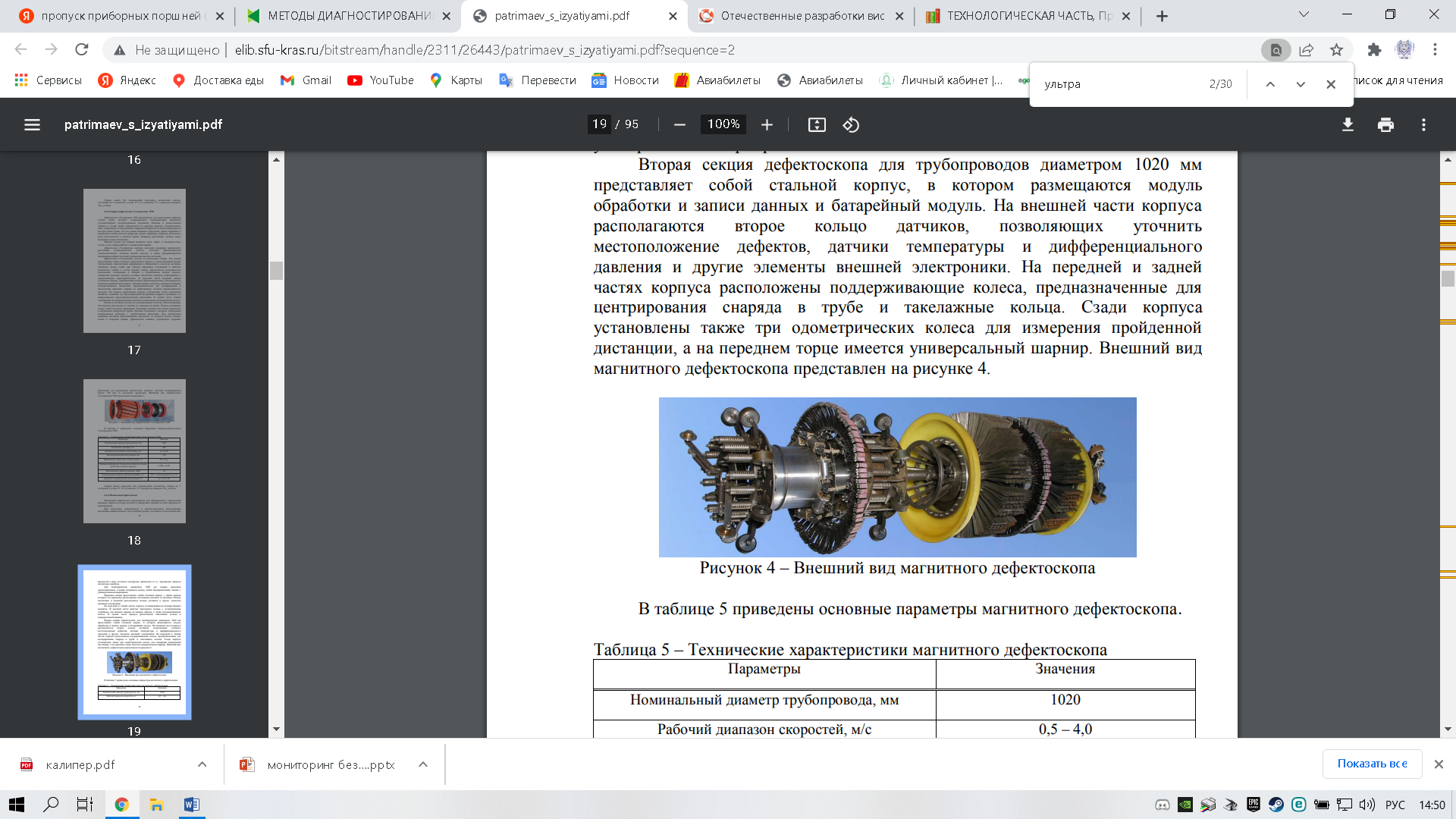 Рисунок 3 – Внешний вид магнитного дефектоскопа Обнаруживаемые дефекты и особенности: - дефекты потери металла, связанные с коррозией (внешней и внутренней), включая дефекты потери металла, связанные с вмятинами и дефекты потери металла, находящиеся под кожухами; - дефекты потери металла, связанные с зазубринами; - дефекты потери металла, расположенные под ремонтными муфтами; - дефекты потери металла, связанные с металлургическими и заводскими дефектами; - сварные швы – кольцевые, продольные и спиральные; - аномалии сварных соединений, включая поперечные трещины внутри кольцевых швов; - вмятины, включая любые связанные с ними поперечные трещины; - повреждения, возникшие в ходе строительства; - изменения номинальной толщины стенки; - трубопроводная арматура и фитинги, (включая: тройники, отводы, задвижки, изгибы, аноды, вставки для линейной компенсации, внешние опоры, ремонтные муфты, точки катодной защиты); - металлические предметы вблизи трубопровода, которые обладают потенциалом оказания отрицательного влияния на изоляционное покрытие трубопровода или на систему катодной защиты; - кожухи, включая эксцентрические кожухи, где степень эксцентричности представляет угрозу изоляционному покрытию трубопровода или системе катодной защиты; - реперные магниты; - расслоение поверхности труб. Недостатки внутритрубных инспекционных снарядов В публикациях А.Г. Головинского отмечается, что практическая работа с внутритрубными инспекционными снарядами выявила ряд их недостатков. «Ультраскан» позволяет обнаруживать особенности, ориентированные параллельно поверхности трубы и обладающие определенной площадью проекции, в результате чего не регистрируются двойные дефекты, расположенные один над другим по высоте стенки трубы, неточно оцениваются характер и размеры опасных трещиноподобных повреждений, ориентированных под углом к поверхности. Во время трассовых обследований дополнительно установлено, что в ряде случаев внутритрубный инспекционный снаряд регистрирует только один из близко расположенных дефектов и неточно определяет местоположение небольших по размерам особенностей. Последнее существенно затрудняет обнаружение внутренних повреждений непосредственно на трубопроводе. Сравнение расчетных координат дефектов с графическим изображением, полученным дефектоскопом, показало, что ошибка определения местоположения связана с несовершенством методики обработки результатов сканирования. Аналогичные ошибки наблюдаются в измерениях углового положения продольных сварных швов, необходимого для идентификации дефектной секции вовремя вскрытных работ. Неточность в оценке характера опасных трещиноподобных дефектов связана не только с аппаратурными возможностями дефектоскопа «Ультраскан», но и с ошибками обработки результатов сканирования. Существующая методика анализа данных внутритрубного контроля ориентирована и отлажена на трубопроводах, соответствующим европейским стандартам качества, где трубные секции с протяженными расслоениями, закатами, трещиноподобными дефектами и др. к прокладке не допускались. Для таких нефтепроводов данные, полученные методом внутритрубной диагностики, достаточно точны и надежны, что подтвердили результаты обследования документированных особенностей на участке нефтепровода «Лобково-Москва». Список литературы: 1. Коршак А. А. Диагностика объектов нефтеперекачивающих станций: учебное пособие / А. А. Коршак, Л. Р. Байкова. - Уфа : ДизайнПолиграфСервис, 2008. 2. https://helpiks.org/7-89511.html 3. https://studfile.net/preview/6863812/page:16/ 4.Внутритрубная диагностика технологических трубопроводов компрессорных станций ОАО "Газпром" с применением телеуправляемого диагностического комплекса [Текст] : монография / И. И. Губанок [и др.] ; ООО "ИРЦ Газпром". - М. : ИРЦ Газпром, 2009. - 136 с. |