лабораторная по экономике. 2_лаба_по_экономике. Расчёт длительности производственного цикла сложного производственного процесса
 Скачать 168 Kb. Скачать 168 Kb.
|

|
Министерство образования Республики Беларусь Учреждение образования «Гомельский государственный технический университет имени П.О. Сухого» Энергетический факультет Кафедра: «Маркетинг и отраслевая экономика» Отчёт: Задание №2 по дисциплине: «Организация производства и управление предприятием» на тему: «Расчёт длительности производственного цикла сложного производственного процесса» Выполнил: студент гр. ЭП-41 Щур М.А. Проверил: ст. пр. Ридецкая И.Н. Гомель 2022 Задание: – Рассчитать длительность производственных циклов простых процессов и процессов выполнения сборочных операций; – Построить календарный график производственного процесса изготовления партии изделий; – Определить срок запуска деталей в производство и дату начала сборки в календарных днях. Исходные данные: На предприятие N поступил заказ на изготовление партии изделий M, состоящей из:  Xштук – соответствует № варианта студента, который определяется по номеру в списке студентов в журнале группы (Xштук = 10). Четыре детали (Д-1, Д-2, Д-3, Д-4) обрабатываются по одинаковому технологическому процессу, включающему токарную, фрезерную и шлифовальную операции. На всех операциях установлено по одному станку. Среднее межоперационное время 15 мин. Принятый вид движения предметов труда – последовательный. Данные, характеризующие техпроцесс, представлены в табл.1. Таблица 1 – Исходные данные
Таблица 2 – Трудоёмкость сборки сборочных единиц и изделия в часах на 1 изд
На сборке СБ-4, СБ-41, СБ-11 и СБ-13 занято по два рабочих на каждой операции; на сборке СБ-12, СБ-22 и СБ-32 – трое рабочих; на сборке всех остальных сборочных единиц – по одному рабочему. Длительность межоперационого пролёживания на сборочных операциях принять равной 1 час. Деталь Д-5, Д-6 и Д-7 изготавливаются в соответствии с исходными данными, представленными в табл.3. Среднее межоперационное время 25 мин. Таблица 3 – Технологический процесс обработки и нормы времени
Для деталей Д-5 и Д-6 применяется параллельный вид движения, Д-7 - параллельно-последовательный. Размер транспортной партии - детали передаются с операции на операцию поштучно. Режим работы предприятия двухсменный. Продолжительность смены – 8 часов. Междусменными перерывами пренебречь. Изделие М передается на склад всей партией. Срок сдачи изделий на склад готовой продукции 29.08.2001 г. (дд - день, мм - месяц рождения студента, выполняющего задание). Расчёт: Партия изделий:  Длительность последовательного производственного цикла:  n – партия деталей (145 штук); wi – количество рабочих мест (1 место); u – (3); f – количество смен (2 смены); Tреж – режим работы (0); Te – 0; Ti – продолжительность смены (8 часов); Tмо – межоперационное время; nT – Расчёт для Д – 1, Д – 2, Д – 3, Д – 4:     Длительность параллельного производственного цикла:  Расчёт для Д – 5, Д – 6:   Длительность параллельного-последовательного производственного цикла:  Расчёт для Д – 7:  Таблица 4 – Срок запуска в производство деталей и даты начала сборочных операций
Расчёт сборочных единиц и изделия:                Схема сборки изделия М изображена на рисунке 1:  Рисунок 1 – Схема сборки изделия М 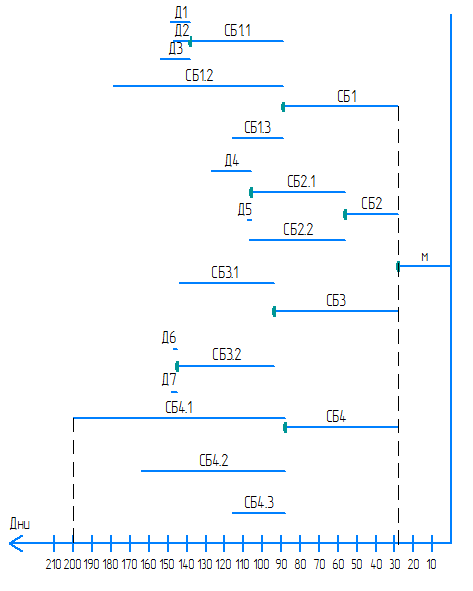 Рисунок 2 – Календарный график производственного процесса изготовления партии изделий Вывод: Рассчитал длительность производственных циклов простых процессов и процессов выполнения сборочных операций; Построил календарный график производственного процесса изготовления партии изделий; Определил срок запуска деталей в производство и дату начала сборки в календарных днях. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||