99 Экзаменационных вопросов и ответов по визуальному и измерительному методу НК. 99 спец ВИК. Расчетные формулы
 Скачать 143 Kb. Скачать 143 Kb.
|

|
ВОПРОСЫ СПЕЦИАЛЬНОГО ЭКЗАМЕНА ПО ВИЗУАЛЬНОМУ МЕТОДУ НК УРОВЕНЬ КВАЛИФИКАЦИИ – II РАСЧЕТНЫЕ ФОРМУЛЫ 1. Согласно фотометрическому закону сила света J по направлению на освещенный элемент поверхности описывается выражением J=El2/Ωcosα, где Еосвещенность элемента поверхности, 1 - расстояние между источником света и освещенным элементом поверхности, Ωо - телесный угол в один стерадиан, α - угол падения света на освещенный элемент поверхности. Элемент А освещается двумя источниками света как показано на рисунке. Оценить освещенность элемента А: 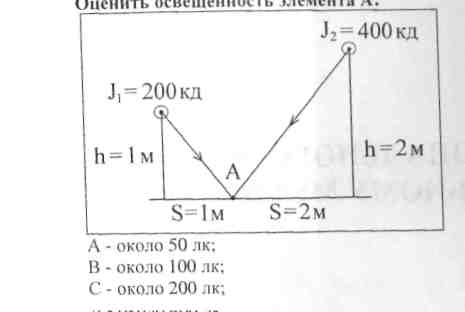 А - около 50лк; В - около 100 лк; С - около 200 лк; Д - около 400 лк 2. Освещенность Ео в точке поверхности, расположенной перпендикулярно по отношению к падающему на нее пучку света, определяется формулой Еo = JΩo/l2, где l- расстояние от указанной точки до источника света силой J, Ωo - телесный угол в один стерадиан. Оценить Ео, если J = 100 кд, l= 1 м: А - 50лк; В - 100 лк; С - 200 лк; Д - 300 лк. 3. Освещенность Ео в точке поверхности, расположенной перпендикулярно по отношению к падающему на нее пучку света, определяется формулой Еo = JΩo/l2,где 1 - расстояние от указанной точки до источника света силой J, Ωо - телесный угол в один стерадиан. Оценить Ео, если J = 400 кд, 1 = 2 м: А - 50 лк; В - 100 лк; С - 200 лк; Д - 300 лк. 4. Освещенность Ео в точке поверхности, расположенной перпендикулярно по отношению к падающему на нее пучку света, определяется формулой Е0 = JΩo/l2,где 1 - расстояние от указанной точки до источника света силой J, Ео - телесный угол в один стерадиан. Оценить J, если Ео = 100 лк, 1 = 1 м: А - 20 кд; В - 50 кд; С - 100 кд; Д - 200 кд. 5. Освещенность Ео в точке поверхности, расположенной перпендикулярно по отношению к падающему на нее пучку света, определяется формулой Ео=JΩo/l2,,где 1 - расстояние от указанной точки до источника света силой J, Ео - телесный угол в один стерадиан. Оценить J, если Ео = 100лк, 1 = 2 м: А - 20 кд; В - 50 кд; С - 400 кд; Д - 200 кд. 6. Согласно фотометрическому закону сила света по направлению на освещенный элемент поверхности описывается выражением J=El2/Ωcosα,где Е - освещенность элемента поверхноcти, α-угол падения света на освещенный элемент поверхности, Ωо –телесный угол в один стерадиан. Оценить J,если Е = 500 лк, 1 = 1 м, cosα = 0,2: А - 1000 кд; В - 1500 кд; С - 2500 кд; Д - 3000 кд. 7. Согласно фотометрическому закону сил по направлению на освещенный элемент поверхности описывается выражением J=El2/Ωоcosα.,где Е - освещенность элемента поверхности, l-расстояние между источниками света и освещенным элементом поверхности на освещенный элемент поверхности, Ωо- телесный угол в один стерадиан. Оценить Е, если J = 2500 кд, 1 = 1 м, cosα=0,2: А - 200 лк; В - 300 лк; С - 400 лк; Д - 500 лк. 8. Согласно фотометрическому закону сила света по направлению на освещенный элемент поверхности описывается выражением J = El2 /Ωоcosα, где Е - освещенность элемента поверхности, 1 - расстояние между источником света и освещенным элементом поверхности, а -угол падения света на освещенный элемент поверхности, Ωо - телесный угол в один стерадиан. Оценить Е, если J = 3000 кд, 1 = 1 м, cosα = 0,1: А - 200 лк; В - 300 лк; С - 400 лк; Д - 500 лк. 9. Среднюю яркость L можно оценить как отношение силы света J в данном направлении к площади светящейся поверхности А, видимой с данного направления. Оценить L, если J = 100 кд, А = 0,2 м2: А- 100 кд/м2; В - 200 кд/м2; С - 400 кд/м2; Д - 500 кд/м2. 10. Среднюю яркость L можно оценить как отношение силы света J в данном направлении к площади светящейся поверхности А, видимой с данного направления. Оценить L, если J = 50 кд, А = 0,2 м2: А - 50 кд/м; В- 150 кд/м2; С - 250 кд/м2; Д - 350 кд/м2. 11. Коэффициент пропускания τ материала представляет собой отношение пропущенного светового потока Фτ к световому потоку Ф, падающему на материал. Оценить τ, если Фτ= 100лм, а Ф = 500 лм: А - 0,1; В - 0,2; С - 0,3; Д - 0,4. 2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ И МАТЕРИАЛЫ ПРИ ИЗГОТОВЛЕНИИСВАРНЫХ КОНСТРУКЦИЙ 12. Сварной узел - это: А - металлическая конструкция; В - часть конструкции; С - участок сварного соединения; Д - сварной шов. 13. Прихватка - это: А - подварочный шов; В - короткий шов для фиксации взаимно расположенных подлежащих сварке деталей; С - монтажный шов; Д - все перечисленное неверно. 14. Стыковой шов - это сварной шов: А - углового соединения; В - нахлесточного соединения; С - таврового соединения; Д - все перечисленное неверно. 15. Угловой шов - это сварной шов: А - углового соединения; В - нахлесточного соединения; С - таврового соединения; Д - все перечисленное неверно. 16. Валик - это металл шва, наплавленный: А - один проход; В - за два прохода; С - варианты А и В; Д - ни А, ни В. 17. Корень шва - это часть сварного соединения: А - на его лицевой поверхности; В - наиболее удаленная от его поверхности; С - варианты А и В; Д - ни А, ни В. 18. Угол скоса кромок - это: А - угол между скошенными кромками свариваемых частей; В - острый угол между плоскостью скоса кромки и плоскостью торца; С - варианты А и В; Д - ни А, ни В. 19. Сварочная проволока используется в качестве: А - плавящегося электрода; В - присадочного материала; С - варианты А и В; Д - ни А, ни В. 20. Разделка кромок для стыковых соединений может быть: А - S-образной; В - L-образной; С - П-образной; Д - Х-образной. 21. Угловые швы классифицируются по: А - степени проплавления; В - степени рельефности; С - степени притупления кромок; Д - варианты В и С. 22. По положению в пространстве при сварке швы разделяют на: А - нижние; В - горизонтальные; С - вертикальные; Д - все перечисленное верно. 23. Основными параметрами при подготовке кромок под сварку являются: А - угол раскрытия; В - величина притупления; С - зазор; Д - все перечисленное выше. 3. ЗНАНИЕ СТАНДАРТ А ИСО 6520 24. Продольные трещины - это трещины: А - проходящие поперек сварного шва; В - ряд трещин, исходящих из одной точки; С - в углублении на поверхности шва в месте отрыва дуги; Д - все перечисленное неверно. 25. Продольные трещины могут возникать: А - в шве; В - в зоне сплавления; С - в зоне термического влияния; Д - варианты А, В и С. 26. Поперечные трещины могут возникать: А - в шве; В - в зоне сплавления; С - в зоне термического влияния; Д - варианты Л, В и С. 27. Кратерные трещины - это трещины: А - в углублении па поверхности шва; В - в месте отрыва дуги; С - варианты А и В; Д - ни А, пи В. 28. Дефект типа «пора» возникает в сварном шве в результате: А - загрязнения кромок; В - включения шлака; С - перенасыщения жидкого металла газами; Д - варианты А и В. 29. Различают непровары: А - по кромкам; В - между валиками; С - в корне шва; Д - варианты А, В и С. 30. Подрез - это дефект в виде углубления по линии сплавления, возникающий: А - в шве; В - в основном металле; С - варианты А и В; Д - ни А, ни В. 31. Дефект типа «подрез» может иметь: А - достаточно большую протяженность; В - прерывистый характер; С - варианты А и В; Д - ни А, ни В. 32. Дефект типа «наплыв» может возникать в сварном соединении: А - на поверхности основного металла; В - у корня шва; С - варианты А и В; Д - ни А, ни В. 33. Дефект типа «прожог» может возникать в сварном соединении из-за: А - большого притупления кромок; В - уменьшенного зазора; С - низких режимов сварки; Д - все перечисленное неверно. 34. Дефект в виде свища может возникнуть из-за: А - выделения газа; В - усадки шва; С - загрязнения кромок; Д - варианты В и С. 4. ВЫПОЛНЕНИЕ КОНТРОЛЯ 35. К наиболее важным условиям эффективного визуального контроля относятся: А - достаточная подготовка и опыт оператора; В - детальная инструкция по проведению контроля; С - варианты А и В; Д - ни А, ни В. 36. При контроле объектов значительного размера визуальным методом: А - следует составить и соблюдать плат контроля; В - следует увеличить освещенность объекта; С - запрещается использовать зеркала «и увеличители; Д - достаточно частичного контроля. 37. При подготовке изделий под сварку основными этапами поверки является контроль: А - чистоты поверхностей; В - геометрических размеров разделки шва; С - качества прихваток; Д - все вышеперечисленное. 38. При подготовке изделий под сварку основными этапами поверки не является контроль: А - чистоты поверхностей; В - геометрических размеров разделки шва; С - качества прихваток; Д - все вышеперечисленное неверно 39. Основными контролируемыми размерами при сборке для стыковых швов являются: А - зазор между кромками; В - притупление; С - угол скоса кромок; Д - все перечисленное верно. 40. Основными контролируемыми размерами при сборке для стыковых швов не являются: А - зазор между кромками; В - притупление; С - угол скоса кромок; Д - все перечисленное неверно. 41. Основными контролируемыми размерами при сборке для стыковых швов являются: А - зазор между кромками; В - притупление; С - смещение кромок; Д - все перечисленное верно. 42. Используя универсальный шаблон, сварщику нельзя проконтролировать: А - угол скоса разделки; В - высоту катета углового шва; С - зазор в соединении; Д - варианты А и С. 43. Используя шаблон Ушерова-Маршака, нельзя проконтролировать: А - угол скоса разделки; В - выпуклость корня шва; С - зазор; Д - все перечисленное неверно. 44. Штангенциркулем нельзя проконтролировать: А - ширину шва; В - высоту шва; С - глубину шва; Д - все перечисленное неверно. 45. При визуальном контроле не применяются: А - лупы; В - эндоскопы; С - усилители яркости радиационных изображений; Д - варианты А и В. 46. Перед допуском к проведению контроля специалист должен пройти соответствующий инструктаж по требованиям к: А - процедуре контроля; В - инструкции по контролю; С - варианты А и В; Д - технике безопасности. 5. ЗНАНИЕ СТАНДАРТА EN13018 47. При проведении прямого визуального контроля не используются: А - зеркала; В - линзы; С - волоконная оптика; Д - фотографии. 48. При проведении прямого визуального контроля не используются: А - зеркала: В - линзы; С - волоконная оптика; Д - видеосистема. 49. При проведении косвенного визуального контроля можно использовать: А - фотографии; В - видеосистемы; С - роботы; Д - варианты А, В и С. 50. В инструкции на визуальный контроль, как минимум, должны быть учтены следующие факторы: А - объем контроля; В - критерий приемки; С - варианты А и В; Д - ни А, ни В. 51. При прямом местном (локальном) визуальном контроле глаз должен располагаться на расстоянии от контролируемой поверхности: А - до 400 мм; В - до 500 мм; С - до 600 мм; Д - выше 600 мм. 52. При прямом обзорном визуальном контроле глаз должен располагаться на расстоянии от контролируемой поверхности: А - до 600 мм; В - более 600 мм; С - варианты А и В; Д - ни А, ни В. 53. При прямом обзорном визуальном контроле освещенность контролируемой поверхности должна быть не менее: А - 100 лк; В - 160 лк; С - 300 лк; Д - 500 лк. 54. При прямом местном (локальном) визуальном контроле освещенность контролируемой поверхности должна быть не менее: А - 100 лк; В - 160 лк; С - 300 лк; Д - 500 лк. 55. Зрение специалиста визуального контроля должно проверяться не реже, чем один раз: А - в 3 месяца; В - в 6 месяцев; С - в 12 месяцев; Д - в 24 месяца. 56. При прямом местном (локальном) визуальном контроле подлежащая контролю поверхность должна рассматриваться под углом к плоскости объекта контроля более: А - 30°; В - 45°; С - 60°; Д - вариант В или С. 6. СТАНДАРТ EN 970 57. Персонал, который выполняет контроль по стандарту EN 970, должен: А - быть знаком с соответствующими стандартами, правилами, предписаниями; В - быть информированным о применяемом методе сварки; С - обладать хорошим зрением; Д - все перечисленное верно. 58. При выполнении сварного соединения, которое впоследствии будет контролироваться, следует проверить: А - что каждый валик или каждый слой металла шва очищается, прежде чем на них накладывается следующий слой; В - что металл шва сплавлен с фасками шва; С - варианты А и В; Д - ни А, ни В. 59. В чем нужно убедиться при визуальном контроле готового сварного шва после его очистки и обработки: А - что вручную или механическим способом удален шлак; нельзя допускать, чтобы при этом маскировались дефекты; В - что не остались следы воздействия инструмента или царапины от шлака; С - при шлифовке не было перегрева, не осталось углублений и неровностей; Д - все перечисленное верно. 60. В чем необходимо убедиться при визуальном контроле формы и размеров сварного шва: А - форма наружной поверхности шва и величина выпуклости шва соответствует стандарту; В - наружная поверхность сварного шва имеет однородную форму; С - ширина шва по всей длине должна быть одинаковой; Д - все перечисленное верно. 61. В чем необходимо убедиться при визуальном контроле корня и наружной поверхности облицовочного слоя сварного шва: А - любые неровности из-за проплавления не выходят из допустимых норм; В - дефекты па наружной поверхности шва или в зоне термического влияния соответствуют критериям приемки; С - временно наваренные дополнительные детали удалены без повреждения свариваемой детали; Д - все перечисленное верно. 62. В чем необходимо убедиться при визуальном контроле сварного шва, зачищенного для ремонта: А - зачистка выполнена до достаточной глубины и длины шва, чтобы удалить все несплошности; В - от основания зачистки до наружной поверхности шва, а также на концах имеются одинаковые скосы; С - ширина и форма зачистки должны быть такими, чтобы оставалось достаточно места для последующей ремонтной сварки; Д - все перечисленное верно. 63. Стандарт EN 970 относится к визуальному контролю швов, полученных: А - точечной сваркой; В - плавлением железоуглеродистых материалов; С - плавлением алюминиевых материалов; Д - варианты В и С. 64. Если на сварную конструкцию для выполнения качественной сварки была наварена дополнительная деталь, а затем удалена, то: А - следует проконтролировать участок, где была наварена деталь, на отсутствие пор; В - следует проконтролировать участок, где была наварена деталь,на отсутствие трещин; С - следует проконтролировать участок, где была наварена деталь, на отсутствие шлака; Д - варианты А и С. 65. Какую освещенность контролируемой поверхности рекомендует EN 970: А - 250 люкс; В - 350 люкс; С - 500 люкс; Д - 750 люкс. 66. По стандарту EN 970 освещенность контролируемой поверхности должна быть не менее: А - 100 лк; В - 200 лк; С - 300лк; Д - 350лк. 7. ВОПРОСЫ НА ЗНАНИЕ СТАНДАРТА EN 12062 67. Какая из версий EN 12062 является официальной: А - австрийская; В - бельгийская; С - английская; Д - российская. 68. Какая из перечисленных стран не является членом Европейского комитета по стандартизации (CEN): А - Германия; В - Греция; С - Чехия; Д - Россия. 69. Какие указания содержатся в стандарте EN 12062: А - по выбору вида неразрушающего контроля сварных конструкций; В - по оценке результатов с точки зрения качества; С - по выбору метода сварки; Д - варианты А и В; 70. На основе каких предварительных данных в EN 12062 содержатся указания по выбору вида НК сварных конструкций: А - о качестве; В - о материалах; С - о толщине сварных швов, Д - все вышеперечисленное неверно. 71. Какой европейский стандарт определяет общие правила и нормы, применяемые при разных видах контроля как с точки зрения методологии, так и с точки зрения уровней приемки для металлических материалов: A - EN258I7; В - EN 30042; C - EN 12062; Д - EN 12517. 72. Каким термином определяются в стандарте EN 12062 установленные пределы для дефектов, соответствующие ожидаемому качеству сварных конструкций: А - уровень приемки; В - уровень оценки; С - уровень качества; Д - уровень регистрации. 73. Каким термином определяется в EN 12062 степень точности и выбор параметров по которым осуществляется контроль: А - уровень качества; В - уровень контроля; С - уровень оценки; Д - уровень приемки. 74. Какое сокращение используется в стандарте EN 12062 для обозначения вихретокового контроля: А - РТ; В - МТ; С - ЕТ; Д - RT. 75. Какое сокращение используется в стандарте EN 12062 для обозначения магнитопорошкового контроля: А - ЕТ; В - МТ; С - VT; Д - РТ. 76. Какое сокращение используется в стандарте EN 12062 для обозначения капиллярного контроля: А - МТ; B - RT; С - РТ; Д - VT. 77. Какое сокращение используется в стандарте EN 12062 для обозначения радиографического контроля: А - ЕТ; В - РТ; С - RT; Д - UT. 78. Какое сокращение используется в стандарте EN 12062 для обозначения ультразвукового контроля: A - VT; B - UT; С - ЕТ; D - MT. 79. Какое сокращение используется в стандарте EN 12062 для обозначения визуального контроля: A - VT; B - UT; C - RT; Д - МТ. 80. На что распространяется стандарт EN 12062: А - на контроль сварных конструкций, выполняемый после сварки; В - на контроль основных материалов, выполняемый до сварки; С - на контроль между очередными этапами сварки; Д - варианты А и В. 81. На какие материалы распространяются указания стандарта EN 12062: А - сталь, никель, титан; В - алюминий, медь; С - цинк, свинец; Д - варианты А и В. 82. В соответствии с каким стандартом должен быть квалифицирован и сертифицирован персонал, выполняющий неразрушающий контроль: А - в соответствии с EN 970; В - в соответствии с EN 571; С - в соответствии с EN 473; Д - в соответствии с EN 45001. 83. В соответствии с каким стандартом должна быть аккредитована внешняя организация, выполняющая неразрушающий контроль: А - в соответствии с EN 45001; В - в соответствии с EN 473; С - в соответствии с EN 571; Д - в соответствии с EN 970. 84. В каком документе определяется последовательность и объем контроля, а также другие аспекты, связанные с выполнением контроля и побочной деятельностью: А - в отчете о контроле; В - в плане контроля; С - в стандарте на контроль; Д - варианты А и С. 85. В каком документе должна содержаться информация о персонале неразрушающего контроля и организациях, выполняющих контроль: А - в плане контроля; В - в отчете о различных видах контроля; С - в окончательном отчете; Д - варианты А, В и С. 86. Что рекомендует учитывать стандарт EN 12062 перед выбором методов и уровней контроля: А - технологию сварки, основной металл; В - тип и геометрию соединений, конфигурацию детали; С - уровни качества, типы дефектов и возможные ориентации; Д - варианты А и В. 87. Какой вид НК применим с некоторыми ограничениями для выявления поверхностных дефектов сварных конструкций: А - визуальный контроль; В - капиллярный контроль; С - магнитопорошковый контроль; Д - вихретоковый контроль. 88. Стандарт EN 12062 рекомендует, чтобы контроль производился: А - до выполнения всех термических обработок; В - после выполнения всех термических обработок; С - во всех случаях по соглашению между договорными сторонами Д - варианты А и С. 89. В случае ремонта неприемлемой индикации сварных швов: А - можно не контролировать; В - должен быть проконтролирован как минимум по правилам контроля первоначального шва; С - должен быть проконтролирован как минимум двумя видами НК; Д - варианты А и С. 8. ЗНАНИЕ СТАНДАРТА EN 25817 90. Стандарт EN 25817 определяет: А - два уровня качества сварных соединений; В - три уровня качества сварных соединений; С - четыре уровня качества сварных соединений; Д - пять уровней качества сварных соединений. 91. В стандарте EN 25817 наивысший уровень качества сварных соединений обозначается буквой: A - D; В - С; С - В; Д - А. 92. При уровне качества D стандарт EN 25817 наличие в шве кратерных трещин: А - допускается; В - не допускается; С - допускается с ограничением; Д - варианты В и С. 9. ТЕХНИКА БЕЗОПАСНОСТИ 93. Под малым напряжением светового прибора понимается номинальное напряжение, между проводниками и землей, не превышающее: А - 12 В; В - 24 В; С - 42 В; Д - 110В. 94. Пожарная безопасность светового прибора означает практическую невозможность загорания: А - самого прибора; В - окружающей среды; С - варианты А и В; Д - ни А, ни В. 95. В качестве средства доступа к осветительным приборам внутреннего освещения используются: А - приставные лестницы; В - стремянки; С - варианты А и В; Д - ни А. ни В. 96. Приставные лестницы и стремянки предусмотрены для доступа к осветительным приборам, высота которых от пола не превышает: А - 3 м; В - 5 м; С - 7 м; Д- 10 м. 97. Лестницы должны устанавливаться под углом к горизонту: А - 45°; В - 60°; С - 70°; Д - 80°. 98. В сырых помещениях практически безопасно соприкосновение с деталями и конструкциями, находящимися под напряжением: А - 48 В; В - 36 В; С - 24 В; Д -12В. 99. В сухих помещениях практически безопасно соприкосновение с деталями и конструкциями, находящимися под напряжением: А - 48 В; В - 36 В; С - 24 В; Д - 12В.
|