Высокосернистые газы. Различные материалы обрабатывают для получения нужных предметов. Придание материалу необходимых размеров, формы, свойств достигается многими видами обработки
 Скачать 1.59 Mb. Скачать 1.59 Mb.
|

|
Размещено на http://www.allbest.ru Различные материалы обрабатывают для получения нужных предметов. Придание материалу необходимых размеров, формы, свойств достигается многими видами обработки. Обработка деталей режущими инструментами на станках в современном машиностроительном производстве занимает одно из главных мест в технологическом процессе изготовления изделии. Работа таких инструментов основана на использовании режущего клина. Например, широко применяются токарные резцы, имеющие одну режущую часть. В настоящее время стали использоваться в производстве такие сложные инструменты, как различные фрезы, зуборезные долбяки, гребёнки и др. В силу высокой производительности и качества обработки широкое применение в мире находит сейчас протяжка. Набор фрез представляет собой группу фрез, подобранных по профилю и размерам обработанной поверхности детали и закрепленных на одной общей оправке. При этом одновременно обрабатывается ряд поверхностей одной или нескольких заготовок. Сокращение числа операций, установок и переходов повышает производительность. Применение наборов фрез обеспечивает также более высокую точность и качество деталей, по сравнению с обработкой отдельными фрезами. При проектировании набора фрез задаются диаметром наименьшей фрезы, а диаметры других фрез определяются исходя из размеров и взаимного расположения обрабатываемых поверхностей. Следует по возможности избегать большой разницы в диаметрах фрез, так как в этом случае затруднительно обеспечить для всех фрез набора целесообразные режимы резания. В рассматриваемом случае также трудно обеспечить размеры диаметров посадочных отверстий для всех фрез набора. Плавная работа набора достигается специальной установкой зубьев фрез относительно друг друга. Для этого шпоночные канавки во фрезах располагаются так, чтобы они были смешены по отношению к зубу на разные углы. В результате этого зубья отдельных фрез входят в работу в различные моменты времени, и весь набор образует как бы одну фрезу с винтовым зубом. При изготовлении и переточках фрезы набора снабжаются второй шпоночной канавкой, которая у всех фрез располагается единообразно по отношению к зубу. Наборы фрез целесообразно составлять из фрез с острозаточенными зубьями либо из фрез с затылованными зубьями. У разнотипных фрез при переточках их диаметры изменяются по различным законам, что может привести к искажению профиля детали. Наборы фрез используются как при обработке прерывистых, а так и при обработке сплошных профилей детали. Для сплошного профиля требуют перекрытия зубьев двух соседних фрез во избежание образования заусенцев и рисок на детали, восстановления осевых размеров профиля набора, которые могут меняться в результате переточек. Наборы фрез применяются, главным образом, на горизонтально-фрезерных станках. Конструируя набор фрез и уточняя область его целесообразного применения следует учитывать, что значительные усилия, наблюдаемые при фрезеровании, не должны превышать допустимых значений по мощности станка, прочности и жесткости оправки и детали, прочности крепления детали в приспособлении. С этой точки зрения не следует применять наборы фрез с широким профилем при обработке нежестких и легко деформируемых деталей. При высоких требованиях к точности или большой глубине резания целесообразно вести обработку в несколько проходов черновыми и чистовыми наборами. В инструментальном производстве наборы фрез находят применение при фрезеровании стружечных канавок метчиков, разверток и других инструментов. фрезерование станок инструментальный фреза Основные понятия и определения фрезерования Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением и обычно поступательным движением подачи. Фрезерованием обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля. Процесс резания фрезой имеют много общего с процессом резания резцом. Стружкообразование в этом случае сопровождается теми же физическими явлениями: упругой и пластической деформацией металла, тепловыделением, наклепом и т.д. Каждый зуб фрезы, являющийся многолезвийным инструментом, имеет такие же режущие элементы, как и резец. Весь припуск заготовок последовательно срезая зубьями фрезы. По сравнению с процессом точения процесс фрезерования имеет следующие особенности: - в работе одновременно участвуют несколько лезвий, поэтому фрезерование является более производительным способом обработки, чем точение. - каждый зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки, до следующего врезания. Так как корпус фрезы большей частью имеет значительную часть массы, это способствует лучшему охлаждению лезвий. - толщина стружки изменяется до некоторого максимума по вполне определенному закону, вследствие чего силы резания имеют переменные значения. Различают два способа фрезерования: – встречное – направления вращения и движения подачи противоположны; – попутное – направление вращения и движения подачи совпадают.(рисунок-1.) 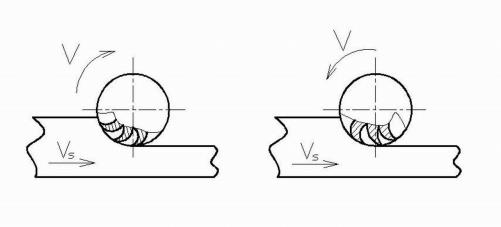 Рисунок. 1. Встречное и попутное фрезерование При встречном фрезеровании происходит постепенное возрастание нагрузки на зуб по мере врезания его в обрабатываемый материал, что обеспечивает более плавную работу и меньшую скорость изнашивания зубьев, чем при поступательном фрезеровании, однако чистота обрабатываемой поверхности при этом уменьшается (т.к. происходит как бы отрыв заготовки от стола станка).(рисунок-2,3) . Для процессов фрезерования плоскостей применяют горизонтальные и вертикально-фрезерные станки: 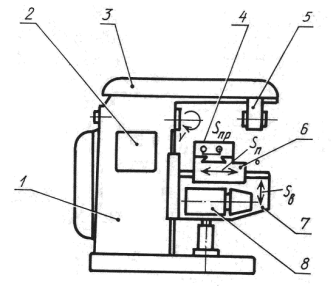 Рисунок. 2. Горизонтально-фрезерный станок: 1 – станина; 2 –коробка скоростей; 3 – хобот; 4 – стол; 5 – подвеска; 6 – салазки; 7 – консоль; 8 – коробка подач. 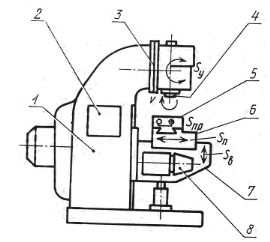 Рисунок.3. Вертикально-фрезерный станок: 1 – станина; 2 – коробка скорости; 3 – поворотная шпиндельная головка; 4 – шпиндель; 5 – стол; 6 – салазки; 7 – консоль; 8–коробка подач. Различают два основных вида фрезерования: тангенциальное, при котором режущие лезвия вращающегося цилиндрического инструмента образуют обработанную поверхность параллельно оси его вращения, и радиальное, когда лезвия вращающегося инструмента образуют обработанную поверхность перпендикулярно к оси его вращения. Скоростью резания v (м/мин) называется окружная скорость (м/мин) наиболее удаленных от оси вращения инструмента точек режущего лезвия. Она определяется по формуле где D — диаметр окружности вращения режущего лезвия (в частном случае — диаметр фрезы), мм; n — частота вращения инструмента, об/мин. Фрезеровщику чаще приходится решать обратную задачу — определять потребную частоту вращения (об/мин) фрезы заданного диаметра в зависимости от принятой скорости резания Подачей s называется путь, проходимый заготовкой относительно фрезы (или наоборот) в единицу времени. Различают три вида подач: на зуб, на оборот и минутную. Подача на зуб Глубина резания t — толщина слоя материала заготовки (мм), срезаемого за один рабочий ход. Шириной фрезерования B называется ширина (мм) поверхности заготовки, обрабатываемой за один рабочий ход, измеренная в направлении, перпендикулярном к направлению подачи (движению заготовки). Сечение стружки (среза), снимаемой одним зубом фрезы, описывается двумя дугами контакта лезвия фрезы с поверхностью лезвия. Оно имеет форму запятой. Расстояние между этими дугами переменное — оно изменяется от значения, близкого к нулю, до некоторого максимума, близкого к Другими элементами, характеризующими срезаемый слой, являются: его ширина b (мм), которая представляет собой длину соприкосновения зуба фрезы с заготовкой и измеряется вдоль главного лезвия, в частном случае, при фрезеровании прямозубой цилиндрической фрезой b = B; площадь поперечного сечения слоя, срезаемого одним зубом, f = ab (мм2); суммарная площадь поперечного сечения среза F (мм2), снимаемого всеми зубьями фрезы, находящимися в данный момент в контакте с заготовкой. Для определения площади поперечного сечения среза при цилиндрическом фрезеровании необходимо знать следующие величины: Число зубьев, одновременно находящихся в работе (контакте с материалом), Угол контакта Угол контакта при торцевом фрезеровании Максимальная толщина срезаемого материала Суммарное (среднее) значение площади поперечного сечения среза или от элементов резания Значение Силы резания. При фрезеровании каждый зуб фрезы преодолевает сопротивление резанию со стороны материала заготовки и силы трения, действующие на поверхностях зубьев фрезы. Обычно в контакте с заготовкой находится не один зуб, и поэтому фреза преодолевает некоторую суммарную силу резания, складывающуюся из сил, действующих на эти зубья. Схема действия сил резания при фрезеровании зависит от принятого способа фрезерования и типа фрезы. Как тангенциальное (например, цилиндрической фрезой), так и радиальное (например, торцевой фрезой) фрезерование может осуществляться двумя способами: против подачи, так называемое встречное фрезерование, когда направление подачи противоположно направлению вращения фрезы, и фрезерование по подаче — попутное фрезерование, когда направление подачи и вращение фрезы совпадают. При встречном фрезеровании нагрузка на зуб возрастает от нуля до максимума; при этом зубья фрезы, действуя на заготовку, стремятся «оторвать» ее от стола станка или приспособления, в котором она закреплена. Такое направление силы вызывает в ряде случаев (при больших припусках на обработку) упругие деформации в системе СПИД, что, в свою очередь, приводит к вибрациям и увеличению шероховатости обработанной поверхности. Зубья фрез при этом интенсивно изнашиваются, так как в момент врезания в заготовку их задние поверхности трутся об упрочненную, уже обработанную поверхность, преодолевая значительную силу трения. Преимуществом встречного фрезерования перед попутным является работа зубьев фрезы из-под корки. Режущие лезвия в момент входа в зону хрупкого металла повышенной твердости (корки) прекращают контакт своей задней поверхности с заготовкой в точке Б, так как происходит скол стружки. При попутном фрезеровании зуб врезается в материал в точке А, начиная работать при максимальной толщине срезаемого слоя и наибольшей нагрузке, что исключает начальное проскальзывание зуба. При попутном фрезеровании получается поверхность с меньшей шероховатостью и более высокой точностью, так как зубьями фрезы во время обработки заготовка прижимается к столу станка, что уменьшает вибрацию. Для успешного применения попутного фрезерования необходимо беззазорное соединение ходового винта и маточной гайки стола станка. Учитывая достоинства и недостатки рассмотренных методов, попутное фрезерование используют для предварительных и чистовых работ при отсутствии корки, на жестких станках с компенсаторами зазоров в узлах стола. Встречное фрезерование рекомендуется для предварительной обработки, и особенно при работе по корке. На каждый зуб фрезы, находящийся в пределах угла контакта, действует своя сила сопротивления срезаемого слоя. Каждую из этих сил можно разложить на составляющие, действующие тангенциально (по касательной) к зубьям фрезы и по радиусам фрезы. Суммарная окружная, или касательная, сила Для определения эффективной мощности Для расчета потребной мощности электродвигателя станка Основные сведения о фрезерных станках Металлорежущие станки отечественного производства в зависимости от вида обработки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих станки по их типам. Фрезерные станки относятся к шестой группе. Наиболее распространенными типами фрезерных станков являются горизонтальные, универсальные и вертикальные. Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемешаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей. Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол. Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении. Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей. Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях. Продольно-фрезерные станки располагают столом, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Станки могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях. Объемно-фрезерные станки по принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также на станки программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам. Фрезерные станки непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, Закрепление и обработка заготовок многопозиционные Примером таких станков может служить станок модели 6А23 с диаметром стола 1400 мм. Шпоночно-фрезерные станки (относятся к типу «разные») имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д. Назначение и классификация фрезерных станков Технологический процесс получения готовой детали из заготовки в общем случае включает ряд последовательных операций, выполняемых на фуговальных, рейсмусовых, четырехсторонних продольно-фрезерных, собственно фрезерных, шлифовальных и других станках. В результате выполнения этих операций на заготовке формируются новые поверхности, точное положение которых относительно друг друга достигается соответствующим положением технологической базы заготовки на установочных и направляющих поверхностях конструктивных элементов станка. По конструктивным и технологическим признакам различают следующие основные типы фрезерных станков: с нижним расположением шпинделя, копировальные с верхним расположением шпинделя, карусельные и модельные. Фрезерные станки предназначены для плоской, профильной и рельефной обработки прямолинейных и криволинейных деталей и узлов способом фрезерования, в том числе формирования сквозных и несквозных профилей, контуров, выборки пазов, гнезд, шипов и т. д. На станках с нижним расположением шпинделя производят следующие виды обработки деталей: продольную плоскую и. фасонную, криволинейную обработку прямых и фасонных кромок, по наружному и внутреннему контуру щитов и рамок, несквозную зарезку пазов, а также шипов и проушин. Следует отметить, что в условиях специализированных производств продольную обработку деталейпроизводительнее выполнять на станках проходного типа продольно-фрезерных: рейсмусовых и четырехсторонних. На копировальных станках с верхним расположением шпинделя фрезеруют прямолинейные и криволинейные боковые поверхности, щиты и рамки, выбирают пазы, гнезда, полости различной конфигурации, сверлят и зенкуют отверстия, а при наличии специальных приспособлений нарезают короткие резьбы, вырезают пробки, выполняют различные художественные работы. На карусельных станках с большой производительностью выполняют криволинейную обработку по копиру прямых и фасонных кромок брусковых и щитовых деталей, в том числе и по контуру. Модельные станки позволяют производить фрезерование верхних и боковых поверхностей деталей сложной конфигурации, а также расточку, обточку, сверление и другие подобные операции при изготовлении литейных моделей и стержневых ящиков в специализированных литейных производствах. Виды режущих инструментов В станках фрезерной группы применяются многочисленные конструкции режущего инструмента — фрезы, которые по основным отличительным конструктивным признакам могут быть разбиты на две группы: насадные (цельные, составные, сборные) и концевые (цельные затылованные и цельные незатылованные). Инструментальные материалы для фрез Одно из основных условий высокопроизводительной работы режущего инструмента — правильный выбор инструментального материала. Для изготовления режущих элементов фрезерного инструмента в деревообработке применяют инструментальные стали (легированные, быстрорежущие), твердые сплавы, металлокерамические материалы. Для изготовления корпусов инструментов используют конструкционную качественную сталь, конструкционную легированную сталь, а также специальные легкие сплавы. Легированные инструментальные стали. Эти стали в своем составе содержат легирующие элементы (хром X, вольфрам В, ванадий Ф и др.), повышающие их режущие и другие свойства (например, износостойкость возрастает в 2—2,5 раза по сравнению с износостойкостью углеродистых инструментальных сталей). Для изготовления цельных насадных фрез, а также сменных резцов и ножей в сборных фрезах широко используют хромовольфрамованадиевые стали марок Х6ВФ и 9Х5ВФ. Быстрорежущие инструментальные стали. Эти стали обладают более высокими режущими свойствами по сравнению с обычными легированными сталями вследствие большего содержания вольфрама В, а также присутствия молибдена М. Для дереворежущих инструментов используют следующие марки быстрорежущих сталей: Р4, Р9, Р12, Р18, Р6МЗ, Р6М5. Вольфрамомолибденовые стали марок 6РМЗ и Р6М5 значительно повышают прочность и износостойкость инструмента. Вследствие значительного содержания молибдена режущие свойства этих сталей близки к режущим свойствам быстрорежущих сталей Р12 и Р18, несмотря на то, что содержание вольфрама в них в 2—3 раза меньше. Твердые металлокерамические сплавы. Основные компоненты твердых сплавов — карбиды вольфрама, титана и тантала. Кобальт в составе твердых сплавов играет роль цементирующей связки. В деревообработке наибольшее распространение получили однокарбидные металлокерамические твердые сплавы, содержащие карбиды вольфрама (марки ВК6, ВК6М, ВК8, ВК8В, ВК15). При изготовлении инструмента с пластинками твердого сплава, как правило, используют стандартные пластинки, которые крепят к державке или корпусу методом пайки или механическими устройствами. Насадные фрезы Насадные фрезы в зависимости от конструктивного исполнения разделяют на цельные и сборные. В свою очередь цельные насадные фрезы могут быть одинарными и в виде наборов фрез (составные). Набор цельных фрез чаще всего представляет собой группу фрез, подобранных для обработки профилей деталей, получение которых одинарными фрезами трудно, непроизводительно или невозможно. Набор цельных фрез закрепляют на одном общем валу. В набор могут входить фрезы одинаковые по параметрам или разные. Цельные, фрезы изготавливают из одной заготовки легированной стали или из конструкционной стали с припаянными пластинками твердого сплава или легированной стали. По оформлению задней поверхности зуба дельные фрезы разделяют на затылованные и с прямой задней гранью (с остроконечными зубьями). Затылованные цельные фрезы чаще всего предназначены для фасонного фрезерования различных профилей, режущая кромка у них фасонная. В зависимости от формы режущих кромок получается тот или иной профиль обрабатываемых деталей. Зубья фасонных затылованных фрез имеют плоскую переднюю грань; заднюю их грань чаще всего оформляют по кривым архимедовой спирали или по дугам окружности, проведенным из смещенного центра. Особенность затылованных фрез в том, что при переточках по передней грани они сохраняют постоянство профиля режущей кромки в осевом сечении зуба фрезы. Диаметры посадочного отверстия dу фрез цельных фасонных составляют 22; 27 и 32 мм, что в большинстве случаев совпадает с соответствующими размерами оправок фрезерных станков. Внешний диаметр Dфасонных фрез 80; 100 и 125 мм. Фасонные цельные затылованные фрезы имеют ряд достоинств: сохраняют угловые параметры за весь срок службы инструмента, что обеспечивает постоянство профиля обрабатываемых деталей, удобны в эксплуатации, хорошо сбалансированы. Однако имеют и недостатки, основной из которых — нерациональное использование легированной инструментальной стали: эффективно используется не более 10—20 % массы фрезы. У фрез с остроконечными зубьями передняя и задняя грани имеют плоскую форму в плоскостях перпендикулярных оси вращения фрезы. Конструкции фрез данного типа довольно разнообразны. К группе фрез с остроконечными зубьями относятся фрезы для фасонного фрезерования, пазовые, для фрезерования шипов и др. В зависимости от назначения и конструкции фрезы с остроконечными зубьями затачивают по передней или задней грани. Эти фрезы могут быть изготовлены целиком из легированной или конструкционной стали (корпус) с припаянными пластинками быстрорежущей стали или твердого сплава на зубьях фрезы. В зависимости от вида выполняемых работ и сложности профиля детали фрезы с остроконечными зубьями могут быть одинарными, составными (составлены из разных фрез) или в виде комплектов из нескольких однотипных фрез. Боковые режущие кромки фрез, обеспечивающие размер по ширине В паза, имеют задний угол 3°. Для сохранения ширины В постоянной зубья затачивают по задним граням. Пазовые фрезы для поперечных пазов кроме основных зубьев, формирующих размер В, имеют с двух сторон подрезающие зубья с передним углом 45°. Подрезающие зубья (подрезатели) выступают над основной окружностью резания на 0,5 мм и служат для обеспечения качественной обработки. Существуют аналогичные по конструкции пазовые фрезы, оснащенные пластинками твердого сплава. Для плоского цилиндрического фрезерования применяют фрезы с остроконечными зубьями, оснащенными пластинками твердого сплава. Эти фрезы чаще всего используют в мебельном производстве при обработке щитов, облицованных шпоном, пластиками и другими материалами. Для повышения качества обработки со стороны облицовочного слоя (устранения сколов) зубья имеют наклон к оси вращения. Наклон режущей кромки выбирают таким образом, чтобы сила Р была направлена в глубь массива. При фрезеровании плит, облицованных с двух сторон, применяют фрезы с двусторонним наклоном режущих кромок, что обеспечивают составные фрезы, состоящие из двух одинаковых фрез, но с разным наклоном зубьев, или одинарные фрезы с двумя рядами зубьев. Угол наклона зубьев к оси фрезы обычно 15—20°. Довольно часто приходится перешлифовывать стандартные пластинки твердого сплава, чтобы придать им требуемую форму и размеры. Перешлифовку делают алмазными кругами повышенной производительности. В целях рационального использования твердого сплава, а также в зависимости от профиля режущей кромки пластинки припаивают по передней или задней грани зуба. Так, для фрез, предназначенных для плоского или углового фрезерования, более экономичное использование пластинки будет при расположении ее по задней грани, однако при этом должна быть обеспечена надлежащая прочность припайки. У фрез для фасонной обработки пластинки твердого сплава, как правило, припаивают к передней грани. Окончательное профилирование режущих кромок фрезы делают после припайки пластинок. Очертание профильных режущих кромок у фасонных фрез, оснащенных твердым сплавом, может быть самым разнообразным. Для фрезерных станков наибольшее распространение получили конструкции сборных насадных фрез, представленные на рис. 9. Дисковая пазовая фреза предназначена для фрезерования пазов и проушин на станках с шипорезной кареткой. Такая фреза содержит вставные ножи 1, укрепляемые в клиновых пазах корпуса 4 клиньями 2 и распорными винтами 3. Внешний диаметр Dфрез 200; 250; 320 и 360 мм. Ножи изготавливают из стали или оснащают пластинками твердого сплава длиной 50 мм и шириной 8; 12; 16; 20 мм. Диаметр посадочного отверстия 32 и 40 мм. Цилиндрическая сборная фреза с прямыми ножами (рис. 9,6) имеет центробежно-клиновой способ крепления ножей. Фреза состоит из корпуса 4, ножей 1, клиньев 2 и распорных болтов 3: При вывинчивании болтов 3 клинья 2 прочно закрепляют ножи в корпусе. Для надежного крепления ножей усилие затяжки составляет 30—40 Н при длине ключа 120—140 мм. Во время вращения фрезы под действием центробежных сил усилие зажима ножа в корпусе возрастает. Фрезы выпускают в двух исполнениях: исполнение А — с плоскими стальными ножами длиной 40; 60; 90; ПО; 130; 170 и 200 мм; исполнение Б — с ножами, оснащенными пластинками твердого сплава ВК15. Внешний диаметр фрез 80; 100; 125; 140; 160 и 180 мм. Существуют аналогичные конструкции фрез для профильного фрезерования, а также нарезки шипов. Составные фрезы собирают (составляют) из двух и более цельных фрез для обработки сложных (двухсторонних) профилей, имеющих участки, расположенные в плоскости вращения фрезы. Сборные насадные фрезы имеют сменные режущие элементы — резцы или ножи. В этом их основная особенность. Сборные насадные фрезы состоят из корпуса, режущих элементов в виде ножей или резцов, деталей крепления, регулирования, центрирования и зажатия на шпинделе станка. Сборные насадные фрезы обеспечивают постоянство диаметра резания независимо от переточек. Концевые фрезы В отличие от насадных фрез у концевых нет посадочного отверстия, а есть хвостовик, которым они закрепляются на шпинделе станка. Хвостовики бывают цилиндрические, конусные или резьбовые. Фрезы закрепляют в конусном или резьбовом гнезде шпинделя, патроне или цанге. В зависимости от формы поверхности, описываемой режущими кромками при вращении инструмента, фрезы подразделяют на цилиндрические и фасонные. Концевые фрезы применяют для выборки гнезд и пазов, обработки деталей по контуру, фасонной обработки боковых поверхностей деталей, снятия свесов у щитов, облицованных различными материалами, объемного копирования и т. п. В отличие от насадных концевые фрезы имеют небольшой диаметр (практически от 3 до 60 мм). В связи с этим для обеспечения необходимых скоростей резания концевые фрезы работают при частоте вращения 9000— 24000 мин-1. При таких частотах вращения и сравнительно небольших скоростях подачи (5—10 м/мин) подача на один зуб (при 2=1... 2) незначительна, что обеспечивает высокое качество обработки. Концевые фрезы изготавливают в основном цельными, но существуют конструкции и сборных концевых фрез. При выборке продольных пазов, фрезеровании четверти, обработке внутренних контуров деталей (для заглубления) концевые фрезы кроме боковых режущих кромок должны иметь и торцовые режущие кромки. В зависимости от оформления задних поверхностей зубьев концевые фрезы разделяются на затылованные, незатылованные и с остроконечными зубьями. Сведения о затылованных фрезах и фрезах с остроконечными зубьями приведены выше. Под незатылованными здесь понимаются фрезы, у которых задняя поверхность для любой точки боковой режущей кромки оформлена по дуге окружностей из центра фрезы. Для создания необходимых углов резания незатылованные фрезы устанавливают в эксцентриковый зажимной патрон. По мере переточек уменьшается масса инструмента, поэтому незатылованные концевые фрезы необходимо периодически балансировать вместе с патроном. Балансируют их также и при изменении установочных углов в патроне. Список использованной литературы Барбашов Ф.А. Фрезерное дело: Учебное пособие для средних профессионально-технических училищ – 3-е издание, переработанное и дополненное – М.: Высшая школа, 1980. – 208 с. Кувшинский В.В. Фрезерование. М., «Машиностроение», 1977. 240 с. Блюмберг В.А., Зазерский Е.И. Справочник фрезеровщика. – Л.: Машиностроение, 1984. – 288 с. |