Устройства и его принцеп работы. Реферат на тему Выполнил студент Тоштемиров Джавохир Аскар угли Принял Антонова Марина Владимировна
 Скачать 425.92 Kb. Скачать 425.92 Kb.
|

 МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Казанский национальный исследовательский технологический университет» (ФГБОУ ВО КНИТУ) Институт нефти, химии и нанотехнологий Факультет наноматериалов и нанотехнологий Реферат на тему ___________________________________________________________ Выполнил студент Тоштемиров Джавохир Аскар угли Принял: Антонова Марина Владимировна Казань 2018г. Содержание
Введение Гидродинамический способ (струйный, спанлейс, акваджет, перфоджет). Это перспективная экологически чистая технология производства нетканых материалов, основанная на скреплении волокон холста струями воды, выбрасываемыми из сопел под большим давлением (1,4-32,5 МПа) со скоростью 15-30 м/с. За счет огромной кинетической энергии струй воды происходит перепутывание волокон холста с образованием прочного материала. Полученные полотна по внешнему виду очень напоминают ткань. Исходным сырьем для производства служат вискозные, полиэфирные, полипропиленовые волокна и их смеси. Как правило, по этой технологии производятся нетканые материалы медицинского назначения, заменяющие вату и марлю, хирургическую одноразовую одежду.
Способ получения композитного нетканого материала для получения и хранения жидкостей или им подобных, включающий в себя карданный нетканый материал, который обрабатывают с целью его закрепления, и слой целлюлозы, такой как слой древесного волокна, наносят на консолидированный карданный нетканый материал и вводят в безопасный контакт с ним, отличающийся тем, что карданный нетканый материал консолидируется сухим перед нанесением на него сверх поглощающего материала, затем наносят слой, образованный из целлюлозных волокон на этот предварительно консолидированный карданный нетканый материал и все взаимосвязано.
Из EP 0 333 209 известен метод гидравлического соединения эластомерных непрерывных нитей и волокон древесной массы и, таким образом, консолидации композитного нетканого материала. При таком способе уплотнения существует опасность того, что большое количество волокон целлюлозы вымывается из системы, т. е. волокна теряются. Кроме того, на практике было отмечено, что даже внешний слой такого композитного нетканого материала имеет тенденцию к таблетке, как описано в WO 90/04066. Как улучшение, предложено в EP 0 540 041 что нетканое бесконечной нити было обработано гидравлический прежде чем волокна пульпы приложены. Это предназначено не только для того чтобы дать нетканое большую прочность, но также улучшить емкость нетканое приспособить волокна пульпы и улучшить жидкостные свойства распределения. Согласно этому документу, волокно пульпы после этого просто приложено к игольчатый нетканый и после этого, сделать соединение с нетканое, высушено или механически отжато в эти же. Кроме нетканое произведенного от непрерывных нитей (спанбонд ткани), сказанный нетканое можно также сформировать от штапельных волокон посредством чесальной машины. Однако те же проблемы возникают и при производстве композитного нетканого материала вместе с волокнами целлюлозы, а именно, пульпа падает и протекает через нетканый материал во время необходимого уплотнения с помощью воды зашивать иглой, и это приводит к высокой потере целлюлозы. Принимая во внимание находку в EP 0 540 041, на практике существует известный способ уплотнения кардного нетканого материала перед нанесением слоя целлюлозы для уплотнения с помощью водоподготовки. Однако, это имеет недостаток что нетканое влажен прежде чем пульпа приложена, и эта влага имеет отрицательный эффект на методе приложения слоя пульпы, например, посредством процесса воздух-положения. В воздушном режиме, а именно, создается отрицательное давление ниже полотна, через которое, естественно, определенная доля волокон отводится и поступает в оборот. Эти отвлеченные волокна после этого также были бы влажны или влажны которое снова мешает равномерное низложение волокон в методе воздух-положения.
Исходя из способа получения композитного нетканого материала для получения и хранения жидкостей или подобного, содержащего карданный нетканый материал, который обрабатывают для его закрепления, и слоя целлюлозы, такого как слой древесного волокна, наносят на консолидированный карданный нетканый материал и вводят в безопасный контакт с ним, изобретение видит решение поставленной проблемы в том, что для его предварительной консолидации, карданный нетканый материал имеет воздух, применяемый к нему или каландрируется перед нанесением на него сверх поглощающего материала. Затем слой волокон целлюлозы наносят на это таким образом предварительно консолидированный или каландрированный карданный нетканый материал и все взаимосвязано. Консолидация, такая как каландрирование кардного нетканого материала перед дальнейшей обработкой, улучшает не только стойкость к истиранию конечного продукта, но также уменьшает потерю целлюлозы во время пропитки водой в и через нетканый материал. Однако необходимо позаботиться о том, чтобы такая консолидация, как каландрирование, не была слишком серьезной. Если консолидация слишком велика, то связующие точки слишком разнообразны и после этого соединение слоя пульпы к каландрированному нетканый иглопробивания воды представлено более трудным. Каландрирование кардного полотна, изначально сложенного, в основном весом 10-30 г / м2 из любого типа гофрированного штапельного волокна, происходит в разных условиях, чем обычное каландрирование термобондинга. Давление щипка вместо 150-300 Н / мм теперь составляет менее 90 Н/мм, предпочтительно около 20 Н / мм, а температура роликов каландра лежит на 5-10% ниже температуры плавления, соответствующего обжатого искусственного волокна, используемого, т. е. 200-230° C. для полиэстера или около 140° C. для полипропилена. Каландрирование происходит не на всей поверхности, а только на поверхности контакта 10-30% роликов каландра. Поверхность тиснения каландровых роликов зависит от типа продукта. Используемые образцы каландровых валиков являются необязательными, в то время как в основном круглые или овальные шаблоны печати, поскольку волокна остаются неповрежденными, объемное касание остается неизменным и волокна не сломаны. После каландрировать нижнюю обработанную паутину таким образом не только более сильно скреплен и поэтому предлагает другое касание и другой взгляд чем верхняя паутина, которая могла быть использована, но ее можно также транспортировать более быстро так, что все в полностью более высокой скорости продукции можно достигнуть. Например, прочность трехслойной полотна общей массой 50-56 г / м2 повышается до 24-26 Н за счет каландрирования с 12-14 Н (CD) по изобретению таким образом, чтобы прочность на разрыв повышалась на 30%. Потеря пульпы снижается с 8-10% до 3-4% от используемой пульпы. По этой причине, чтобы улучшить склонность к таблетированию, нетканый материал можно каландрировать еще раз в конце процесса связывания после высушивания, и таким образом можно обеспечить надежное включение всех поверхностных волокон и / или рисунок также может быть тиснением в готовое сэндвич-паутину. В случае нетканого изделия, имеющего только один кардный слой, необходимо нагревать только ролик, который находится требуемый кардочесальным слоем. Однако может быть выгодным, чтобы каландрировать поверхность слоя пульпы с помощью горячих валиков. Это создает так называемые водородные мостики целлюлозных волокон, так что на стороне волокон древесной целлюлозы получается плотная бумажно-подобная поверхность. Такой продукт также может быть использован в медицинских целях. Для производства хирургических халатов нетканый материал дополнительно должен быть обработан гидрофобным. Следует отметить, что в этом способе изготовления слой пульпы гидравлически соединен с нетканым материалом, иначе продукт не может существовать на практике из-за образования слоя. Еще лучше, если к слою пульпы наносится дополнительный предварительно скрепленный кардочесальный нетканый материал, и только тогда три слоя вместе гидравлически прошиваются. Тогда и окончательное каландрирование выгодно. 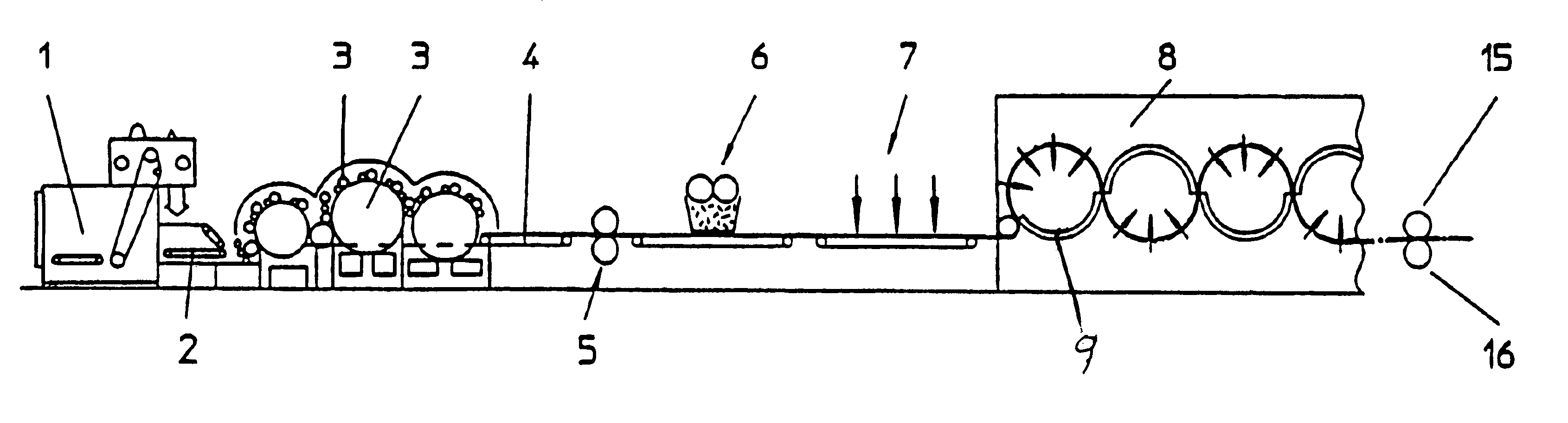 Рисунок.3 Краткое описание рисунков Соответствующее устройство для выполнения способа схематически изображено на чертеже. Цифры показывают: Рисунок. 1 на виде сбоку, непрерывную установку для изготовления композитного нетканого материала с одним кардованный нетканый материал в качестве подложки носителя и Рисунок. 2 также на виде сбоку, установка согласно Рисунок. 1, дополненное предоставлением дополнительного слоя покрытия кардочесального нетканого материала перед пропиткой водой. Рисунок. 3 - вид сбоку непрерывной установки, аналогичной Рисунок. 1, но с использованием сжатого воздуха для предварительного уплотнения кардованного нетканого материала. Подробное описание предпочтительных вариантов осуществления Прежде всего, несущий нетканый материал должен быть изготовлен из полиэфирных волокон и / или полипропиленовых волокон или тому подобного. С этой целью кардочесальная машина 1-4 служит в качестве устройства для укладки полотна. Кардочесальная машина содержит питатель 1 бункера с вибрирующим желобом 2, расположенным ниже того же самого, который передает волокна равномерно по ширине на кардочесальную машину с кардочесальными и шипованными роликами 3. Следующая непрерывная лента 4 переносит проложенный кардочесанный нетканый материал на каландрирующее устройство 5, которое представлено здесь как простая пара роликов. Каландрирующее устройство также может быть заменено пневматическим уплотняющим устройством 5 ', как показано на рис. 3. Каландровый механизм 5 также может поставлять в соответствии с требованиями с энергией и теплом, возможно, также тонко вырезанный консолидированный нетканый материал. Эффект консолидации должен быть только незначительным, чтобы целлюлоза по-прежнему была тесно связана с картонным нетканым волокном с помощью иглы. После этой стадии способа волокна целлюлозы наносят известным способом, например,. с помощью устройства 6 согласно ЕР 0332772. Чтобы присоединиться к ним, два нетканых слоя затем подвергают вместе с гидродинамическим иглопробиванием 7, которое вместо непрерывной ленты согласно рис. 1, также может выполняться на проницаемом барабане согласно рис. 2. Далее следует процесс сушки на перфорированном барабанном устройстве 8, 9 с проходящим через него воздухом. В устройстве 8 вентилятор непосредственно связан с его отверстием перфорированным барабаном. Наконец, следует провести дальнейшее каландрирование 15, 16, но здесь с более высокой энергией. Консолидация должна быть настолько интенсивной, что в конечном продукте создается более высокая удовлетворительная стойкость к истиранию. В примере согласно рис. 1, должен быть нагрет только валик 16, который лежит на кардочесанный нетканом материале. Непрерывная установка согласно рис. 2 соответствует показанной на рис. 1; только там есть второй, только слегка предварительно скрепленный кардочесальный нетканый материал 12, с помощью схематически изображенной кардочесальной машины 10. Верхний покрывающий нетканый материал 12 также должен быть предварительно уплотнен с помощью каландра 11. После того, как покрывающий нетканый материал 12 был нанесен на слой пульпы, уложенный с помощью устройства 6 на основном нетканом материале из устройства 1, 5, имеет место упомянутый промывка водой, которая в этом варианте осуществления может также проходить с обеих сторон и, возможно, также в многие стадии, так как слой пульпы покрыт с обеих сторон нетканым материалом. Эта цель обслуживается игольчатыми барабанами 13, 14, расположенными один за другим, которые перемещаются вокруг в форме меандра и с каждой из которых струя струи, обозначенная стрелками, связана сверху. Последующая сушка происходит здесь с помощью другого типа сушилки для воздуха, причем вентилятор связан снаружи с перфорированным барабаном указанной сушилки. внутрь каландры 15, 16 также могут проходить через, но тогда оба ролика 15, 16 должны быть нагреты. Список использованных источников
|