РЕФЕРАТ. Реферат по предмету контроль качества объектов эхз Тема 16 Технологии крепления выводов для анодных заземлителей с помощью термитной сварки магистральных газопроводов
 Скачать 77.53 Kb. Скачать 77.53 Kb.
|

|
РЕФЕРАТ по предмету «контроль качества объектов ЭХЗ» Тема № 16 «Технологии крепления выводов для анодных заземлителей с помощью термитной сварки магистральных газопроводов» Обучамый_Д.А. Антоненков (Ф.И.О.) Преподаватель М.Б. Райнов (Ф.И.О.) Москва 2021 1. Общие положения. 1.1 Для термитной приварки выводов ЭХЗ следует применять: а) медные термитные смеси, герметично упакованные в разовые тигель-формы (рисунок 1); 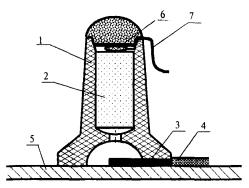 Рисунок 1 - Схема установки РТФ. 1 - разовая тигель-форма; 2 - термитная смесь; 3 - вывод ЭХЗ; 4 - провод вывода ЭХЗ; 5 - стенка газопровода; 6 - термоподжиг; 7 - огнепроводный шнур. б) медные термитные смеси (порошок) с многоразовыми графитовыми тигель-формами из двух полутиглей (рисунок 2); 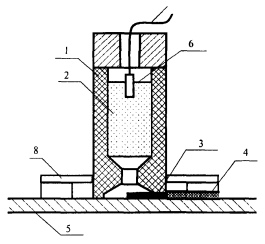 Рисунок 2 - Схема установки многоразовой тигель-формы. 1 - многоразовая тигель-форма; 2 - термитная смесь; 3 - вывод ЭХЗ; 4 - провод вывода ЭХЗ; 5 - стенка газоопровода; 6 - термоподжиг; 7 - огнепроводный шнур; 8 - магнитные башмаки. в) медные термитные смеси, спрессованные на клеевой основе в карандаши (термокарандаши) с многоразовыми графитовыми тигель-формами; г) медные термитные смеси, герметично упакованные в бумажную цилиндрическую оболочку (паяльно-сварочные стержни), с многоразовыми графитовыми оправками (рисунок 3). 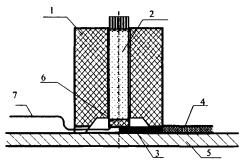 Рисунок 3 - Схема установки графитовой оправки и паяльно-сварочного стержня. 1 - многоразовая графитовая оправка; 2 - паяльно-сварочный стержень; 3 - теплоотводящая трубка с выводом ЭХЗ; 4 - провод вывода ЭХЗ; 5 - стенка газопровода; 6 - зажигательная головка стержня ЭХЗ; 7 - огнепроводный шнур. 1.2 Медные термитные смеси (порошки), термокарандаши, паяльно-сварочные стержни с дополнительной оснасткой, рекомендуемые к применению для приварки выводов ЭХЗ, приведены в таблице Д.19 (приложение Д) СТО Газпром 2-2.2-136-2007. 1.3 Перед проведением работ по приварке выводов ЭХЗ необходимо провести осмотр многоразовых, разовых тигельформ или оправок. Не допускается применять тигель-формы и оправки с недопустимыми трещинами, сколами опорного торца, неплотностями поверхностей замыкания полутиглей многоразовых тигельформ. 1.4 Подготовка опорного торца тигель-формы или оправки для плотного прилегания рабочей поверхности к трубе должна производиться заблаговременно притиранием на наждачной бумаге, уложенной на трубу (элемент трубы) того же диаметра. 1.5 Установка тигель-формы или оправки на место приварки выводов ЭХЗ должна производиться на предварительно зачищенную механическим способом и обезжиренную спиртом или ацетоном поверхность газопровода. Канал для установки вывода ЭХЗ должен располагаться по оси газопровода. 1.6 Конец провода вывода ЭХЗ или теплоотводящая металлическая трубка, надетая на конец провода вывода ЭХЗ, должны быть введены в литниковую камеру тигель-формы или графитовой оправки. 1.7 Вскрытие индивидуальной упаковки и контроль внешнего вида сварочных материалов для приварки выводов ЭХЗ должны производиться непосредственно перед установкой и применением. 1.8 При применении для приварки выводов ЭХЗ медной термитной смеси с многоразовой графитовой тигель-формой из двух полутиглей предварительно на дно камеры сгорания устанавливается стальная или медная мембрана толщиной 0,3+0,02 мм. С целью исключения попадания термосмеси в полость тигель-формы мембрана должна устанавливаться ровно, без перекосов. 1.9 До вскрытия герметичной упаковки термитной смеси массой 1 кг (20 порций) необходимо произвести перемешивание упаковки путем встряхивания. После вскрытия упаковки термитная смесь высыпается в центральный канал многоразовой тигель-формы мерной емкостью (стаканом), входящей в комплект, соответствующей одной весовой порции (от 54 до 56 г), в два этапа с послойным уплотнением. 1.10 Паяльно-сварочные стержни или термокарандаши устанавливаются в центральный канал графитовой оправки или тигель-формы. 1.11 Огнепроводный шнур для поджига термосмеси выводятся наружу через запальное отверстие крышки тигель-формы или через шлакоотводящий канал графитовой оправки. 1.12 Поджиг огнепроводного шнура замедленного горения производится источником открытого огня (спичкой, термоспичкой и др.) либо посредством передатчика и приемника устройства дистанционного поджига. 1.13 С целью исключения попадания брызг расплавленной меди рекомендуется защищать поверхность газопровода инвентарными защитными экранами из несгораемого материала (металлические кольца, полукольца) или уложенным влажным песком в радиусе от 20 до 30 см от места приварки. НТД и перечень оборудования 2.1. Требования к контролю качества сварных соединений. 2.1.1 Контроль качества сварных соединений газопроводов должен производиться лабораториями неразрушающего контроля, аттестованными в соответствии с СДАНК-01-2020, специалистами неразрушающего контроля, аттестованными в соответствии с СДАНК-02-2020. 2.1.2. Контроль качества сварных соединений газопроводов должен осуществляться визуальным, измерительным и физическими методами контроля (основным, дублирующим, дополнительным). Методы, объемы неразрушающего контроля и нормы оценки качества сварных соединений газопроводов должны соответствовать требованиям раздела 6 СТО Газпром 2-2.4-083. 2.2. Основным оборудованием для контроля качества приварки выводов ЭХЗ является комплект для визуально-измерительного контроля для стандартной комплектации в составе (в стандартной комплектации): линейка стальная 150 мм; штангенциркуль ШЦ I-125-0,1 ГОСТ 166-89; угольник поверочный УП 160х100 кл.1; шаблон радиусный №1; шаблон радиусный №3; набор щупов №4 70 мм; универсальный шаблон сварщика УШС-3; лупа измерительная 10х; лупа просмотровая 2х; лупа просмотровая 7x; рулетка 3 м; светодиодный фонарик; маркер по металлу; сумка-папка; паспорт со свидетельством о калибровке комплекта. 3. Подготовительные работы. Для подготовки контроля качества приварки выводов ЭХЗ необходимо: дать остыть месту приварки, снять тигель-форму или оправку легким пошатыванием; зачистить наплавку и место приварки вывода ЭХЗ от шлака металлической щеткой, наждачной бумагой до металлического блеска; произвести разметку объекта контроля. очистить от шлака и брызг расплавленной меди многоразовую тигель-форму, графитовую оправку, не повреждая поверхностей, зачистить шлифшкуркой («нулевкой») на тканевой основе литниковую камеру для последующего применения, шлако- и газоотводящие каналы графитовой оправки зачищаются разверткой или сварочным электродом диаметром от 4,0 до 5,0 мм. 4. Этапы проведения контроля. 4.1. Произвести разметку объекта контроля. 4.2. Провести визуальный и измерительный контроль размеров наплавки: высота наплавки должна быть 5,0+2,0 мм, диаметр - 30+5,0 мм. Допускаются отдельные поры на поверхности наплавки диаметром до 1,0 мм; 4.3. Проверить прочность наплавки многократным изгибом приваренного вывода ЭХЗ; 5. Оформление результатов контроля. По окончании контроля необходимо собрать оборудование и заполнить соответствующие формы исполнительной документации (приведены в приложении Г СТО Газпром 2-2.2-136-2007): Журнал сварки сварных соединений на выполненные сварные соединения; Журнал контроля сварных соединений неразрушающими методами на проконтролированные сварные соединения. Заключение по результатам визуального и измерительного контролей (приведена в приложении А СТО Газпром 2-2.4-083). |